Directly after I got it, I took it apart and cleaned all the shipping grease out there – It is not as bad as it was a few years ago, but still, there is this dirt-grease mixture in a few spots where it does not belong:

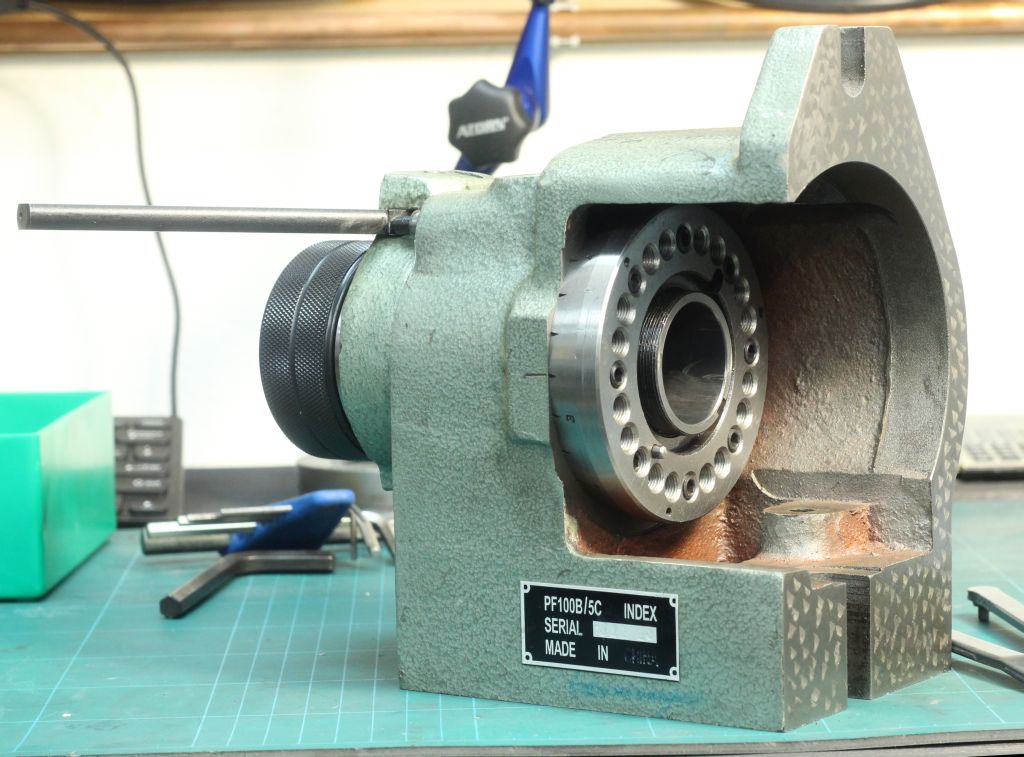
I found a clone of the Hardinge HV-4N indexing head, made in China and sold by pretty much all major resellers for import tooling. I got mine from Chronos.Ltd in the UK.
You can get those indexers new from hardinge and they cost about 10000$:
Hardinge HV-4N
The Chinese unit is about 130€ including shipping, so that’s a considerable price difference :-)
Directly after I got it, I took it apart and cleaned all the shipping grease out there – It is not as bad as it was a few years ago, but still, there is this dirt-grease mixture in a few spots where it does not belong:
Most parts went into the ultrasonic cleaner, only the big casting had to be cleaned manually.
After I got it back together I used it already for two jobs, including drilling a bunch hole patterns with the indexer in the vertical orientation. The ratchet mechanism makes those jobs go very fast – As seen in this short video:
5C Indexer on Instagram
The indexer in vertical position:


Out of curiosity I took the indexing head over to the surface plate, clamped a 10mm dowel pin (checked for straightness) and ran an indicator over it to see if the spindle is parallel to the bottom surface:
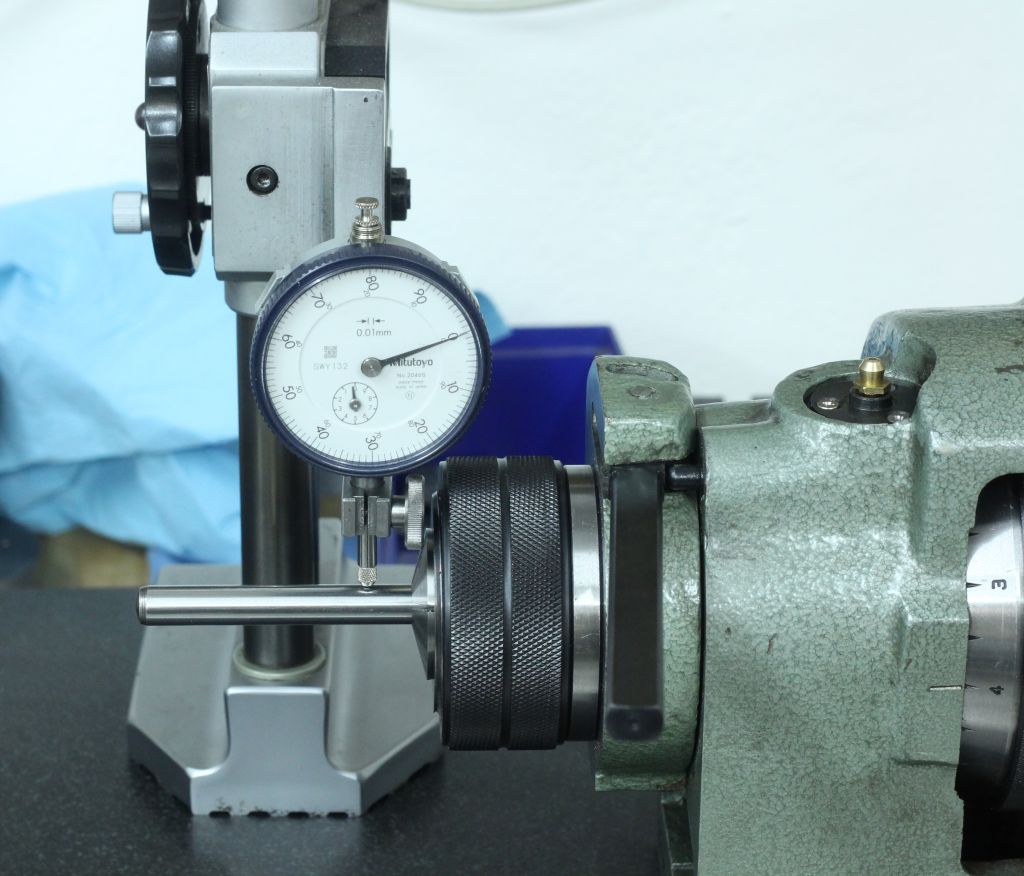
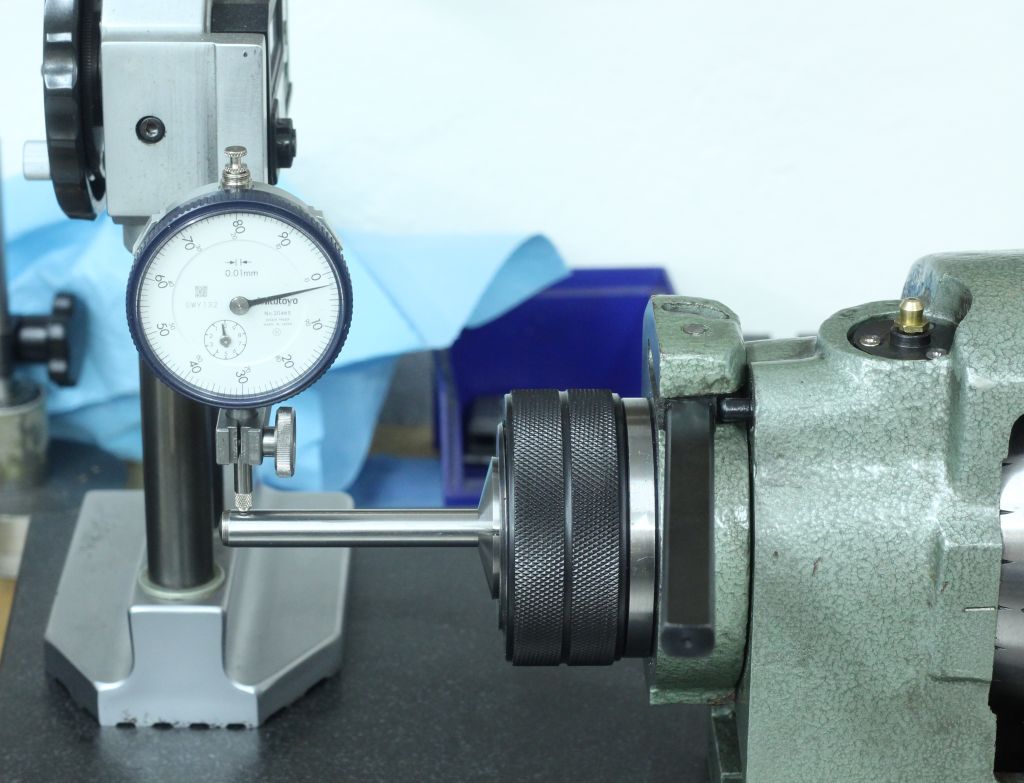
I got a deviation of 0,02mm over a distance of 50mm.
Next check was the squareness of the two mounting surfaces to each other, using my squareness comparator – This measurement was 0,03mm off, over the whole length of the surface:

Next I pulled out the spindle – To do that you have to remove the drawtube for the collets and the index plate – Here is a view on the index plate, the setscrews in it can be used to mask off certain index holes. Right now the plate is masked to have only six holes open:
The spindle with the big conical bearing surface. I checked it for hardness it came out at roughly 45…50HRC:

Last thing I wanted to check was the conical bearing in the casting, by the looks of it is was scraped with a dull beaver. I applied a thin coat of highspot blue on the taper and put the spindle into its conical bearing – Giving it a light hit with the hand and turning it very lightly (less than 1/8 of a full turn). I ended up with a very light bearing pattern in the conical bore, I used a felt pen to mark the blue areas out, as they are hard to photograph:

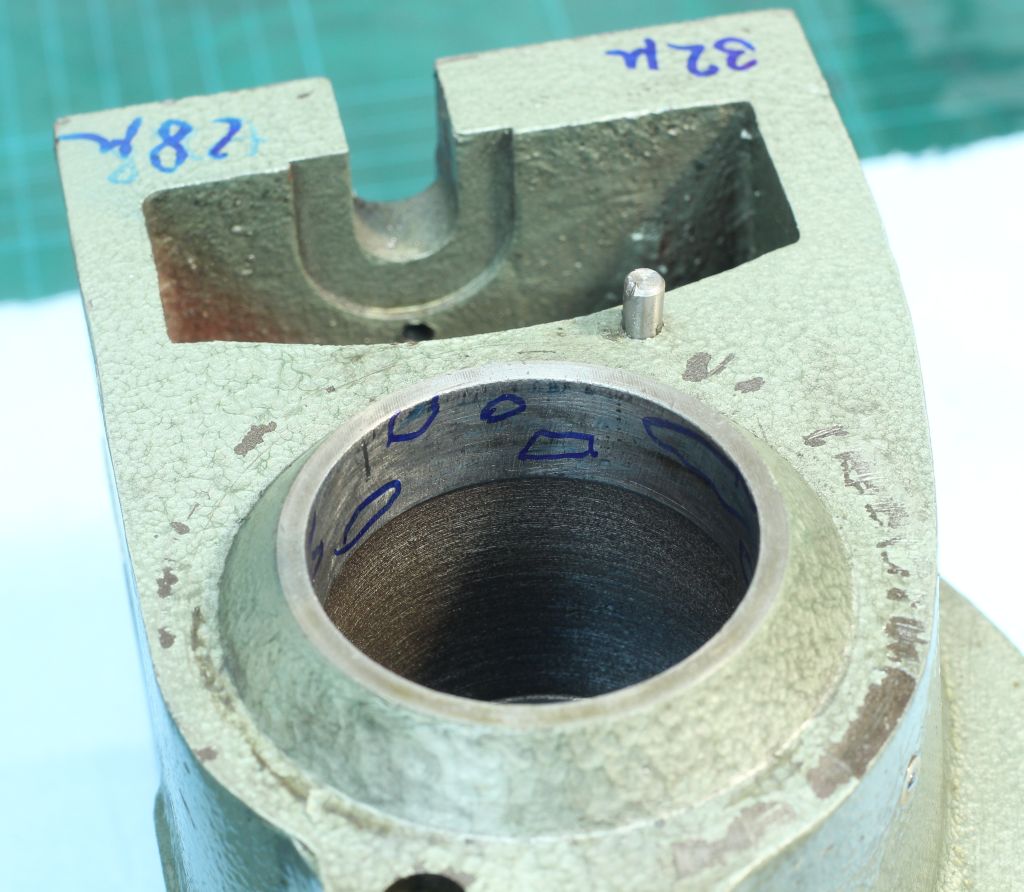
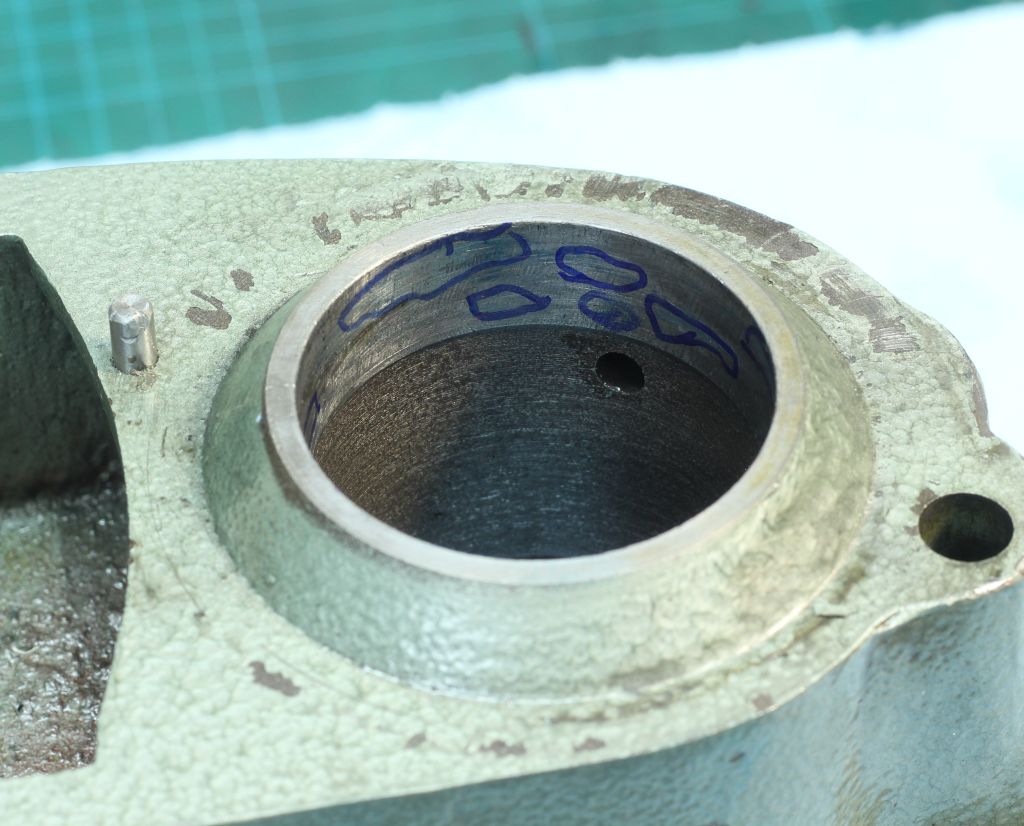
The bearing pattern is not incredible good, but its somewhat even all around.
I think I will do a complete rebuild of the unit, scraping the conical bearing, scraping the two mounting surfaces (or grind them, if I can get the casting setup on the surface grinder) and do some cosmetic work.
Overall it is for a lot of tasks way precise enough, even without modifications. The runout in the spindletaper is less than 1/100mm. Keeping the low price in mind (1/70 of the Hardinge unit) I can absolutely not complain.
My philosophy about the Chinese tooling and machines: They come as a kit – They work out of the box, but you can improve them as good as you want/are able to. They are also a great skillbuilder, you can work on them and if you mess something up, you did not ruin a valuable, superexpensive part (or worse, a customer part...).