Oft hat man das Problem gehärtete Werkstücke auf der Drehbank bearbeiten zu wollen. Das geht – Eine stabile Maschine vorrausgesetzt – Mit Hartmetallwerkzeugen, ist aber nicht ideal.
Was man eigentlich will, sind CBN Werkzeuge. CBN ist ausschließlich für gehärtete Stähle geeignet, wirkt dort aber wunder.
Selbst auf sehr leichten Drehmaschinen wie der meinen ist es problemlos möglich gehärteten HSS abzudrehen, Maßhaltig mit minimalem Schnittdruck.
Der große Nachteil: CBN Wendeplatten sind teuer. Die günstigsten CCMT Wendeplatten die ich finden kann kosten etwa 25Eur das Stück und haben nur ein nutzbares Eck.
Eine Lösung: Auf Ebay kann man CBN Wendeplatten in obskurem Formfaktor oft für kleines Geld kaufen.
Hat man dafür keinen Halter, kann man eine solche Wendeplatte einfach auf einen Stahlschaft (Im einfachsten Fall kaltgezogener ST37 Vierkantstahl) hartlöten.
(Grundsätzlich können das sogar gebrauchte CBN Wendeplatten sein, man kann diese selber an einer feinen Diamantscheibe nachschleifen.)
Hier ein Beispiel für Wendeplatten die ich sehr günstig bekommen habe. Das hier sind eigentlich Fräsplatten für einen Messerkopf:
Man kann eine solche Platte entweder als Ganzes an/auf einen Träger auflöten, oder man lötet nur das CBN auf einen neuen Träger auf.
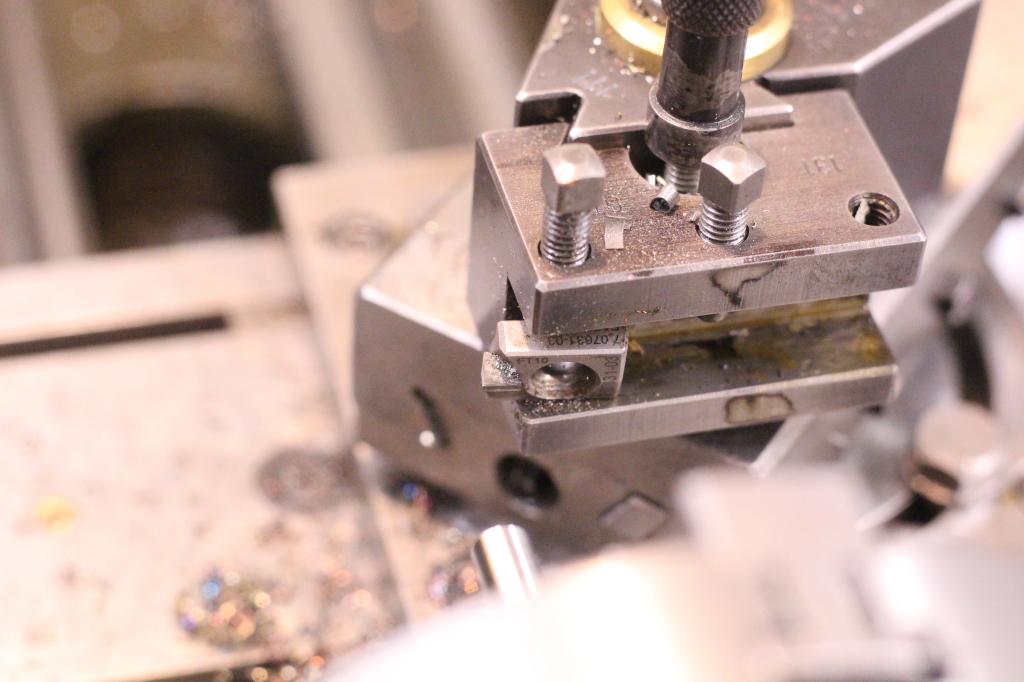
Links sieht man das ich das Stückchen CBN mit dem Autogenbrenner vom Grundkörper ausgelötet habe:

Das gerettete Stück CBN kann man jetzt z.b. auf einen Hartmetallschaft auflöten – Hartmetall hat den Vorteil der dreifach höheren Steifigkeit gegenüber Stahl, gerade bei Innenbearbeitung mit langer Auskragung ist das sehr Sinnvoll.
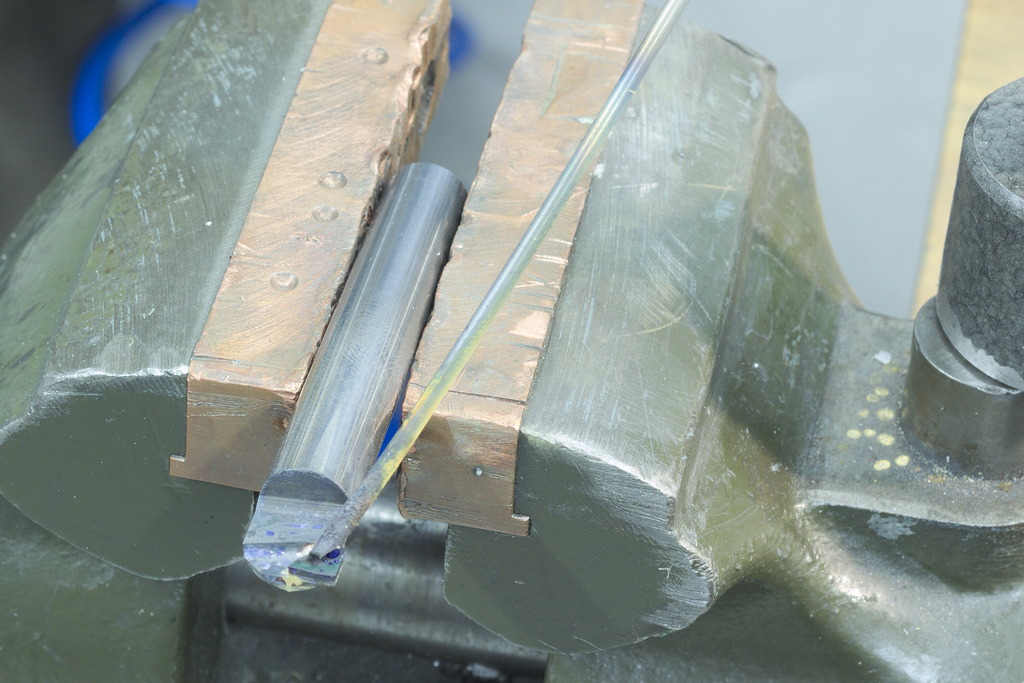
Gelötet wird auch wieder mit dem Autogenbrenner, ich benutze Silberhartlot und Fontargen F 300 H Flussmittel.
Der Federstahldraht hält das Stück CBN zum Löten in Position:
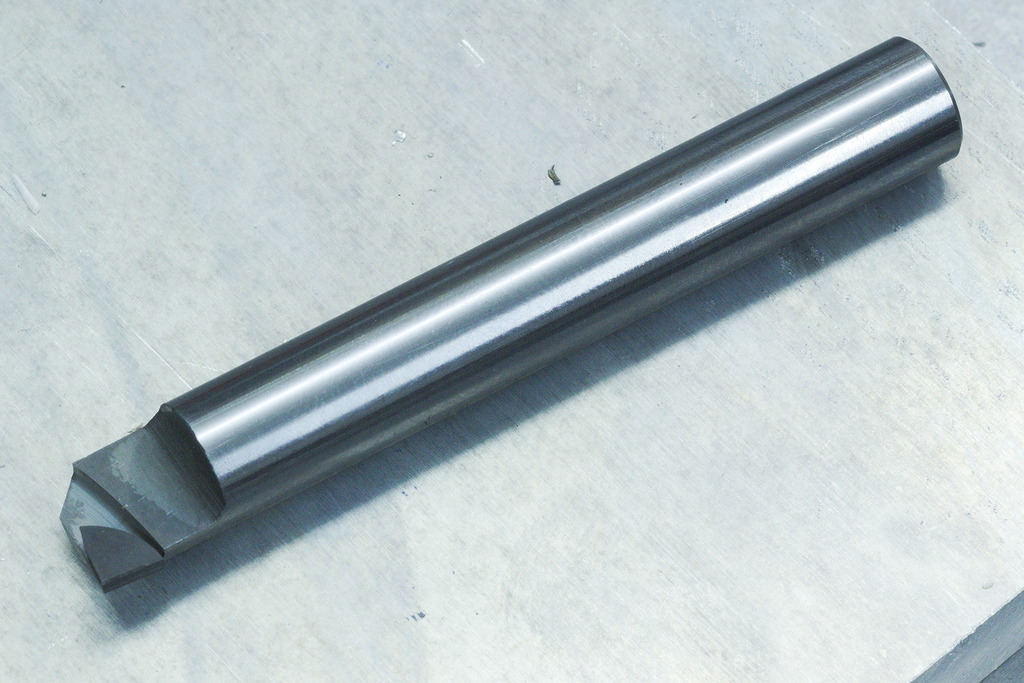
Nach dem Löten und entfernen des Flussmittels habe ich das CBN an einer feinen D40 Diamantscheibe in Form geschliffen:
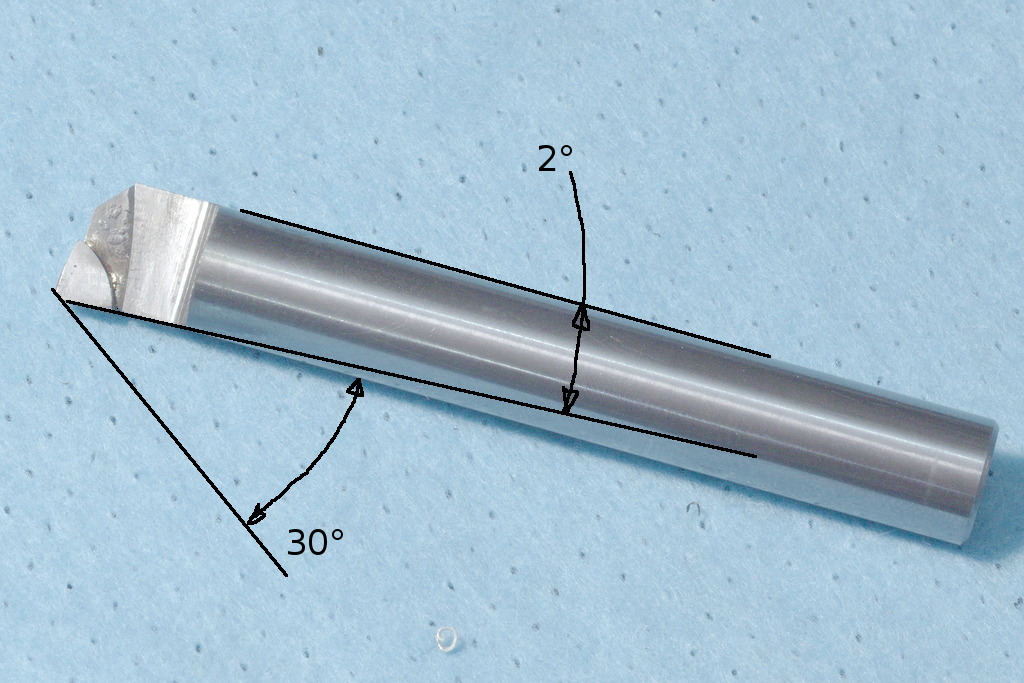
Eine Eigenheit von CBN scheint zu sein, das es unbedingt einen negativen Spanwinkel braucht, welcher als einfache Schneidkantenfase ausgeführt sein kann. Versucht man das CBN neutral oder positiv zum Drehen zu verwenden, wird man schnell Probleme mit Ausbrüchen und schlechter Oberfläche bekommen.

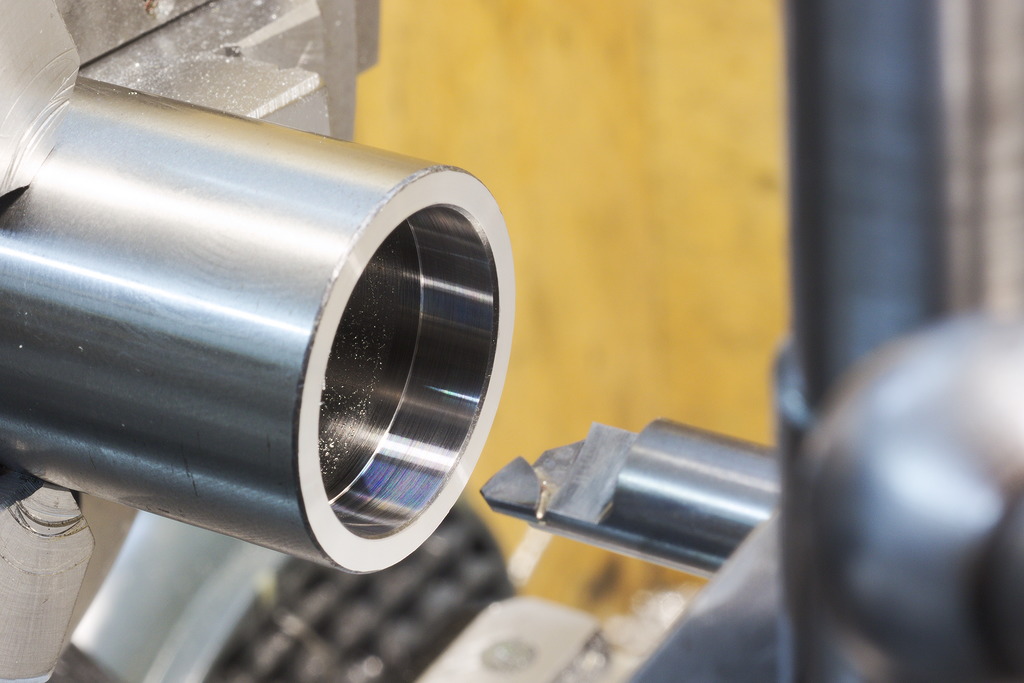
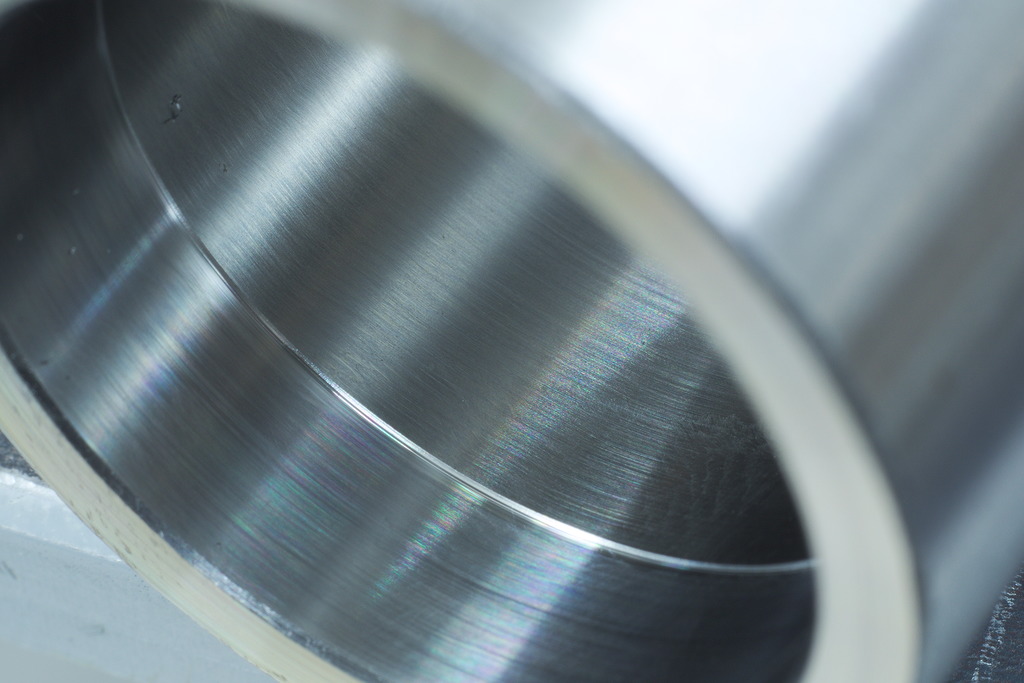
Ausdrehen einer gehärteten Lagerbuchse mit der selbstgelöteten CBN Bohrstange, die Oberfläche dabei wird sehr gut:
Die Schnittgeschwindigkeit kann dabei in einem großem Bereich variieren, ich habe gute Erfahrungen damit gemacht, eher am unterem Ende zu bleiben, um weniger Wärmeeintrag zu haben, das macht das Drehen von Passungen einfacher.
80...200m/min sind für gehärtetes Material und undbeschichtete CBN Wendeplatten ein guter Anhalt, den Vorschub/Umdrehung halte ich bei etwa 0,03-0,05mm/U.
Die Zustellung sollte auch eher am unterem Ende liegen, 0,05 bis 0,2mm funktionieren bei mir sehr gut.
Wo liegen die Grenzen von CBN?
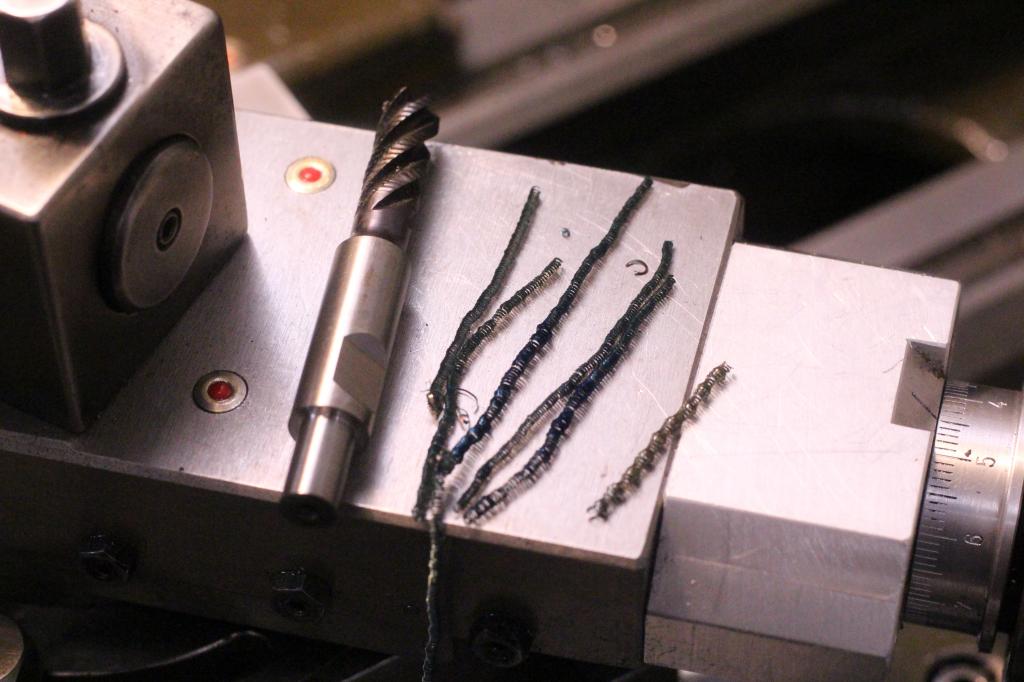
Gute Frage, selbst das Maßhaltige abdrehen eines HSS-Co8 Fräsers ist kein Problem (Härte etwa 65..67Hrc):