
Das wichtigste sind natürlich die Werkzeuge, die Grundlegend ganz einfache Drehmeissel sind. Allgemein kann man sagen, dass fast alles, was auf der Drehbank funktioniert, auch auf der Stoßmaschine funktioniert.
Als Schneidstoff ist HSS üblich und zu bevorzugen, er ist leicht nachzuschleifen, bricht nicht aus und kann sehr scharf abgezogen werden.
Es gibt auch Hartmetallsorten die für das Hobeln geeignet sind, das setzt aber einen Meisselabheber an der Maschine vorraus, der den Meissel beim Rückhub zwangsmäßig vom Werkstück abhebt.
Mit diesen Stählen werden Flächen, Absätze, Fasen und ähnliches bearbeitet. Der neutrale Meissel kann dafür benutzt werden, Flächen zu bearbeiten, dabei kann der Quervorschub in beide Richtungen erfolgen. Sinnvoll ist es, die Spitzen der Meissel mit einem Abziehstein minimal zu verrunden und die Schneiden sauber abzuziehen, das verringert die Schnittkräfte und erhöht die Oberflächengüte.
Beim Hobeln von Absätzen arbeitet man den Absatz erst mit Aufmaß vor, um anschließend einen Schlichtschnitt zu nehmen. Dabei wird in Richtung der Senkrechten Wand gearbeitet, und anschließend nach oben. Man kann auch mehrere Schlichtschnitte nehmen, um dazwischen das Maß zu kontrollieren:

Mit dem linken und rechten Meisseln lassen sich auch Schwalbenschwänze hobeln, auch hier wird grob vorgearbeitet und anschließend die schräge Wandung und die Bodenfläche in einem Zug bearbeitet:



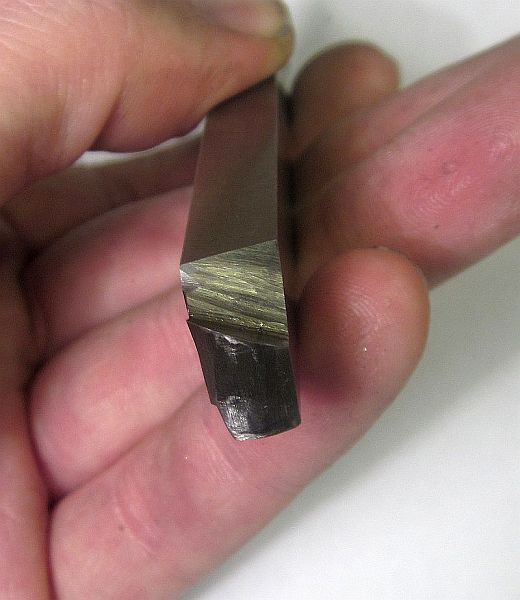
Grundsätzlich das gleiche wie die großen Stoßstähle, durch den kleineren Querschnitt (Hier 7x7mm) aber deutlich schneller anzuschleifen.

Erzeugt sehr gute Oberflächen, auch bei großem Quervorschub. Die Spantiefe sollte dabei nur wenige 1/10mm betragen, der Quervorschub darf dabei durchauf 0,25-0,5mm sein. Mit ähnlichen Meisseln und noch größerem Vorschub wurden früher auch die Tische von Fräsmaschinen (z.B. Deckel) bearbeitet.
Der Nasenradius beträgt etwa 20mm:
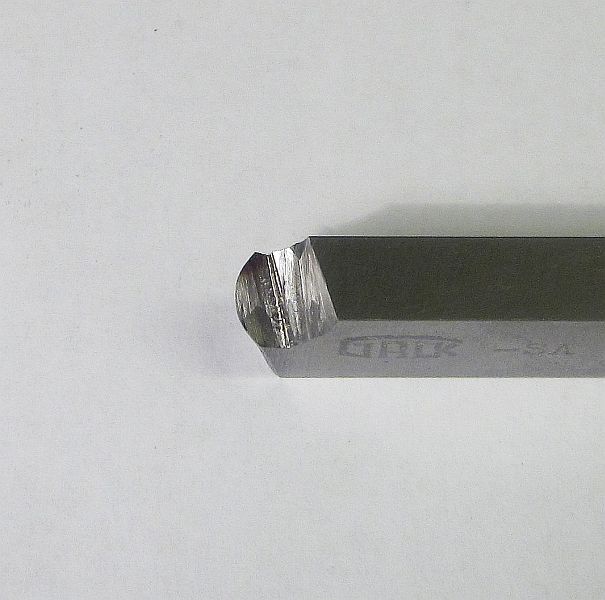
Die Schneidenkante ist um 30° gekippt:
Ein solcher Stoßmeissel erzeugt im schlechtesten Baustahl noch wunderbare Fließspäne und sehr schöne Oberflächen:

Wenn man die Hublänge sehr genau einstellt und die Enden des Absatzes freiarbeitet, kann man auch solche innenliegenden Flächen sehr gut bearbeiten:

Youtube Video zur gezeigten Bearbeitung

Das ist der Stoßstahlhalter den der Vorbesitzer meiner Stoßmaschine zum anfertigen von Passfedernuten gebaut hat. Er ersetzt den normalen Hobelkopf komplett und ist deutlich stabiler als die üblichen Nutenstoßhalter mit dem langen Ausleger. Die Bohrung für den Stoßstahl ist unter 5° eingebracht, damit ergibt sich der Freiwinkel am Meissel automatisch:

Der Meissel ist aus Silberstahl gefräst und gehärtet, an der Spitze hat er das Nennmaß der Nutbreite, dahinter ist er freigefräst, damit er nicht klemmt oder reibt.
Eigentlich kann man auf einer Stoßmaschine keine blinden Nuten stoßen, man ist auf solche Beschränkt die komplett durch eine Bohrung durchgehen. Man kann sich dadurch behelfen, dass man eine Querbohrung setzt, die als Auslauf für den Meissel und als „Auswurf“ für die Späne dient:

Hier im praktischen Einsatz beim Hobeln einer blinden Nut, die in der Bohrung ausläuft, die Riemenscheibe ist dabei gegen einen Aufspannwinkel gepratzt:

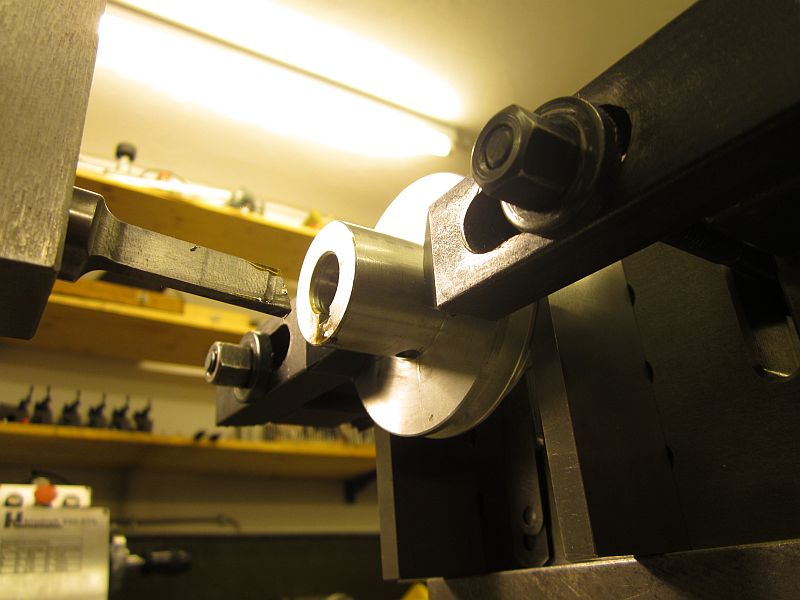
Man kann unten die Bohrung sehen, die als Auslauf für den Stoßmeissel dient. So können die Späne nach unten herausfallen.