


Anfang des Jahres wurde ich kontaktiert ob ich nicht an einem Schabekurs in Dänemark teilnehmen wolle, Organisiert von Jan Sverre Haugjord (Youtube - Jan Sverre Haugjord) , in der Werkstatt von Steen Nielson.
Der Kurs wurde von Richard King (www.handscraping.com) gehalten und dauerte 5 Tage, vom 18-22.04.2017.
Bei so einem Kurs bekommt man die Grundlagen an einem Stück Grauguss-Flachmaterial erklärt (Schaben von Hand und mit dem Elektroschaber, Tuschieren und beurteilen des Tuschierbildes, Halbmondschaben von Hand oder mit dem Biax HM10 Halbmondschaber), anschließend arbeitet jeder an einem Projekt das er mitgebracht hat, z.b. an einem Aufspannwinkel, einem Drehbankoberschlitten oder einer kompletten Maschine sofern er sie transportiert bekommt. Bei solchen Kursen wurden schon komplette Werkzeugmaschinen geometrisch überholt, indem mehrere Personen gleichzeitig daran arbeiten.
Solche Kurse werden auf der ganzen Welt gehalten, Mr. King ist sehr Reisebereit, sofern sich genügend Leute dafür finden und eine Werkstatt vorhanden ist.
Ich selber bringe meinen Renz Elektroschaber mit – Richard ist selbst Vertreter für Biax in den Usa und hat laut eigener Aussage das letzte mal vor 20 Jahren mit einem Renz gearbeitet – Und ihn nicht gemocht, umso mehr bin ich gespannt, was er über einen aktuellen Renz Elektroschaber sagt.
Als Projekt habe ich meinen 150mm Vertex Rundtisch dabei, an dem ich momentan arbeite sowie einen Aufspannwinkel den ich schon immer Schaben will.
Grundsätzlich bin ich ja mit der Arbeitsweise beim Schaben vertraut und ich habe auch schon Maschinen und Spannmittel eingeschabt, aber ich habe immer das Gefühl das ich zum einen zu langsam Arbeite und ich mir schlechte Angewohnheiten angeeignet habe – Das ist der Hauptgrund für mich, den Kurs zu belegen.
Schaben an den Übungsklötzen, hier geht es erst einmal nur darum die Handhabung des Schabers in den Griff zu kriegen, Schabemarken dort beginnen und enden zu lassen wo man es gerne hätte und definierte Bereiche zu treffen:
Ab jetzt wird auf der Messplatte kontrolliert. Im Kurs wird ausschließlich die Wasserlösliche Canode Tuschierfarbe benutzt, die zeichnet zwar etwas schlechter als die Ölbasierende Dykem, ist aber ungleich weniger Sauerei, einfaches Händewaschen mit Seife reicht.
Es wurde gezeigt wie man die Platte vorbereitet, wie man verhindert das man die Tuschierfarbe verunreinigt, wie man das Teil abtuschiert und das Tuschierbild richtig beurteilt:




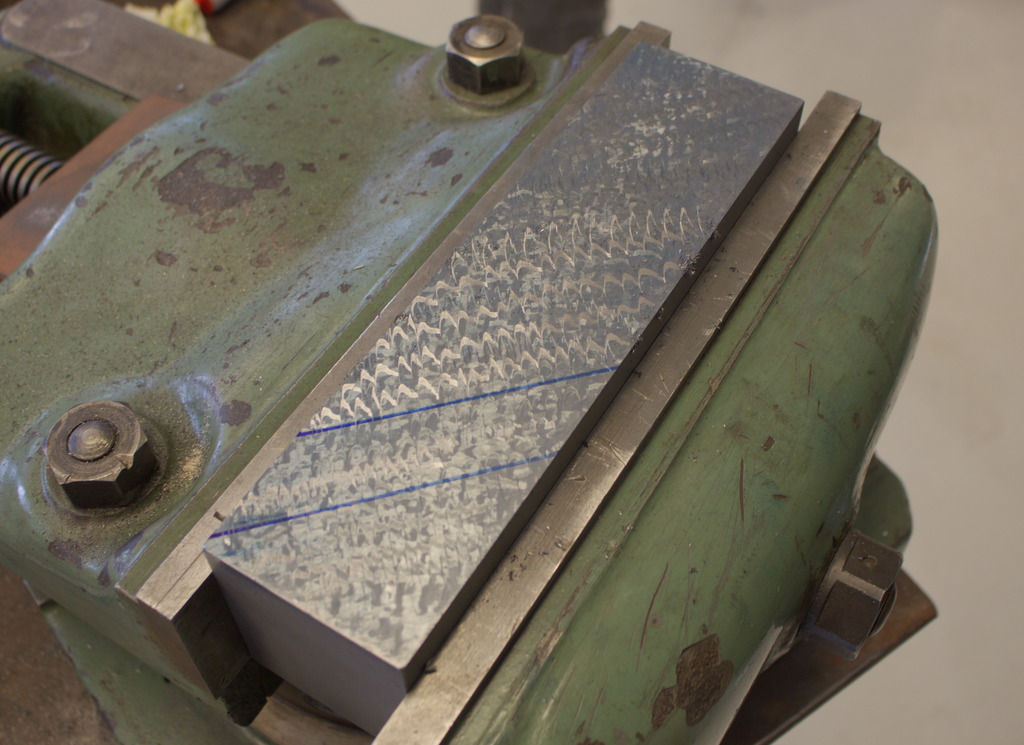
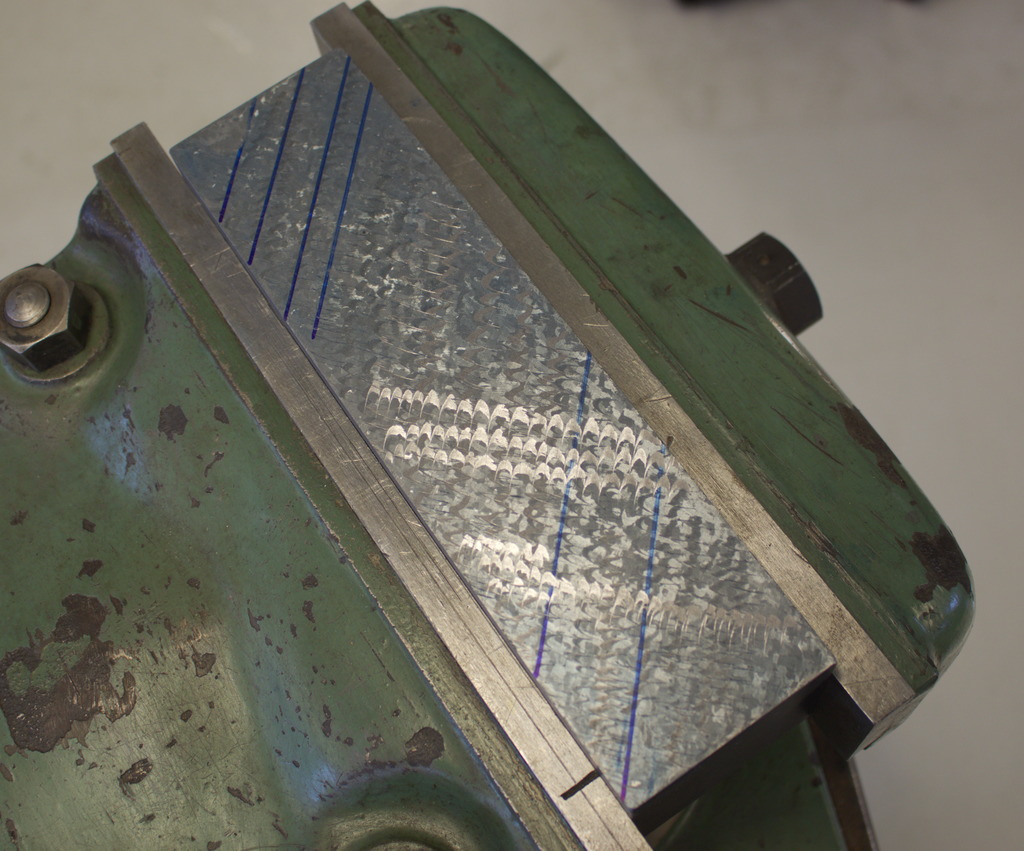
Nachdem das Ding eben war haben wir die Oberfläche mit versuchtem Halbmondschaben wieder ruiniert – Es sieht extrem einfach aus ist aber deutlich schwerer konsistent hinzubekommen als man denkt. Dabei geht es darum zusammenhängende Öltaschen zu erzeugen, die tiefer sind als das restliche Schabemuster und wie Ölkanäle wirken:
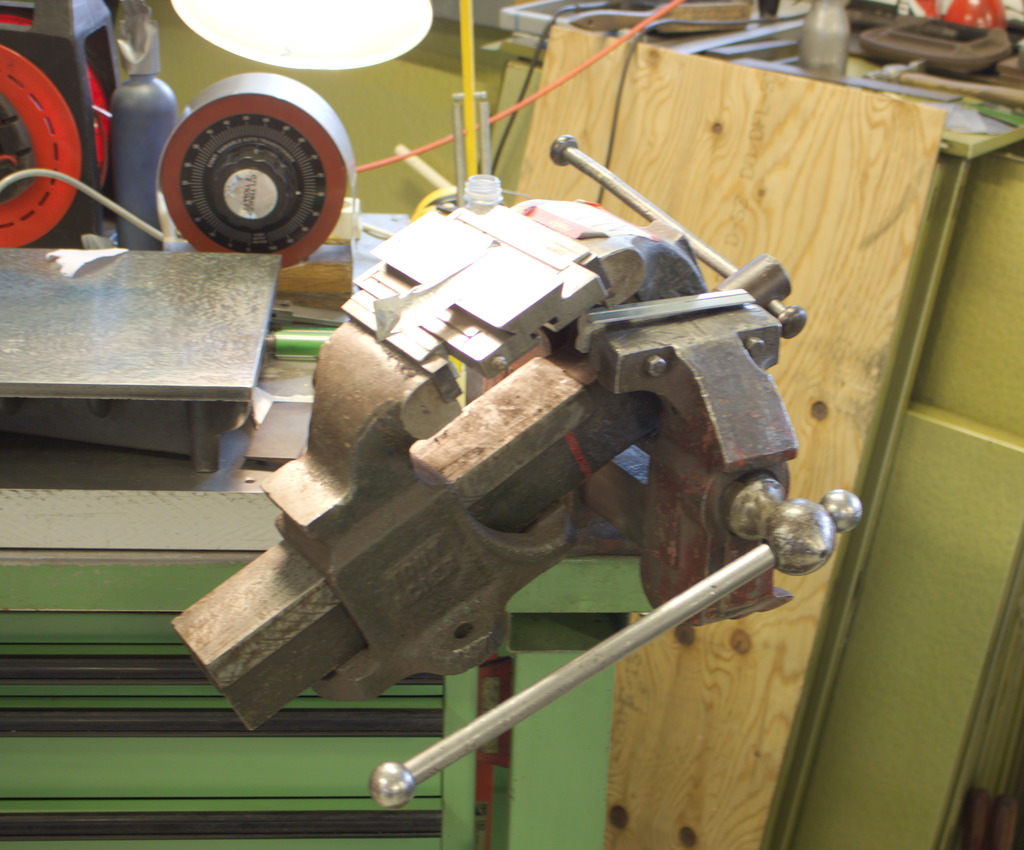
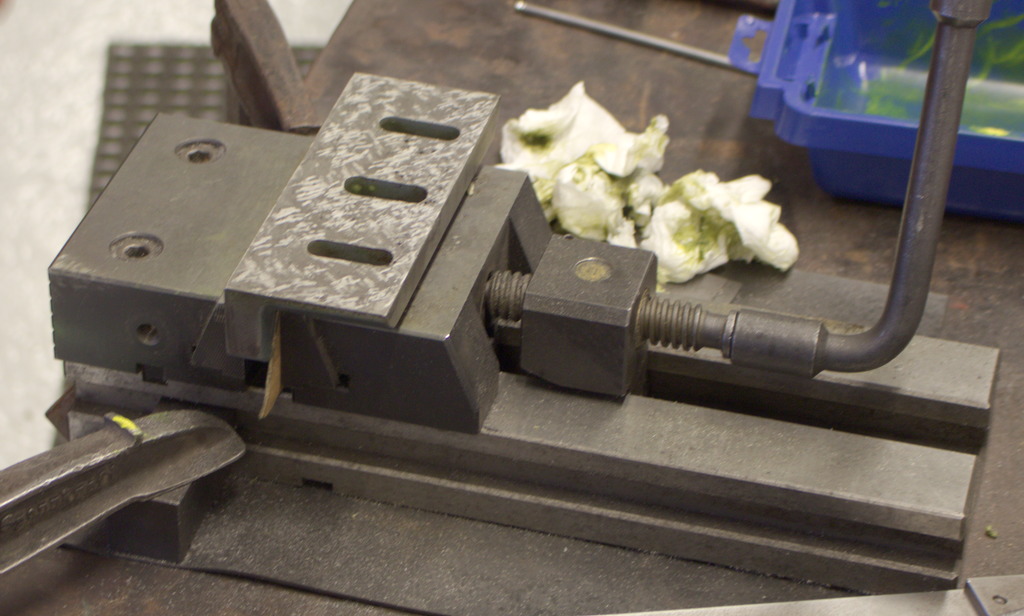
Was sich super bewährt hat sind diese Holzzwingen, damit lassen sich selbst unförmige Werkstücke zum schaben festhalten und man läuft nicht Gefahr bearbeitete Flächen zu vermacken:


Immer wichtig, das leibliche Wohl:

Eines der Übungsstücke, mit relativ hohem Traganteil:

Marcus aus Australien, ebenfalls Stolz auf seine erste geschabte Fläche:

Richard erklärt wie man die tuschierte Fläche zu lesen hat, die Unterscheidung von hohen, sehr hohen und tiefen Punkten sowie der beurteilung des Traganteils:



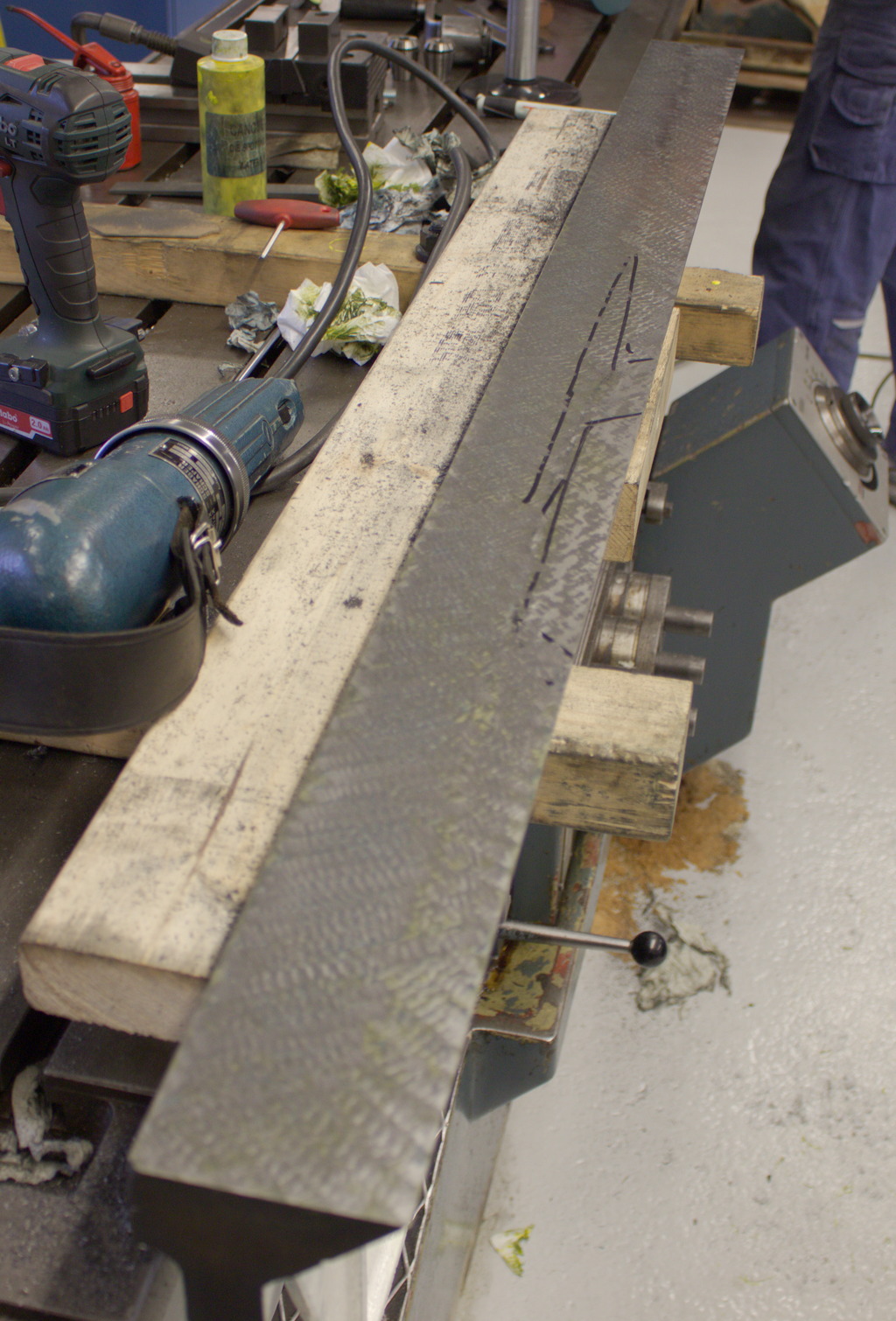
Jan, der bereits an mehreren der Kursen teilgenommen hat, arbeitet an seinem 48" Kingway-Lineal:


Nach einigem Probieren haben wir ein Stück Kupfer benutzt um auf den Halbmondschaber zu schlagen, damit war das Ergebnis deutlich gleichmäßiger als mit einem Kunststoffhammer:



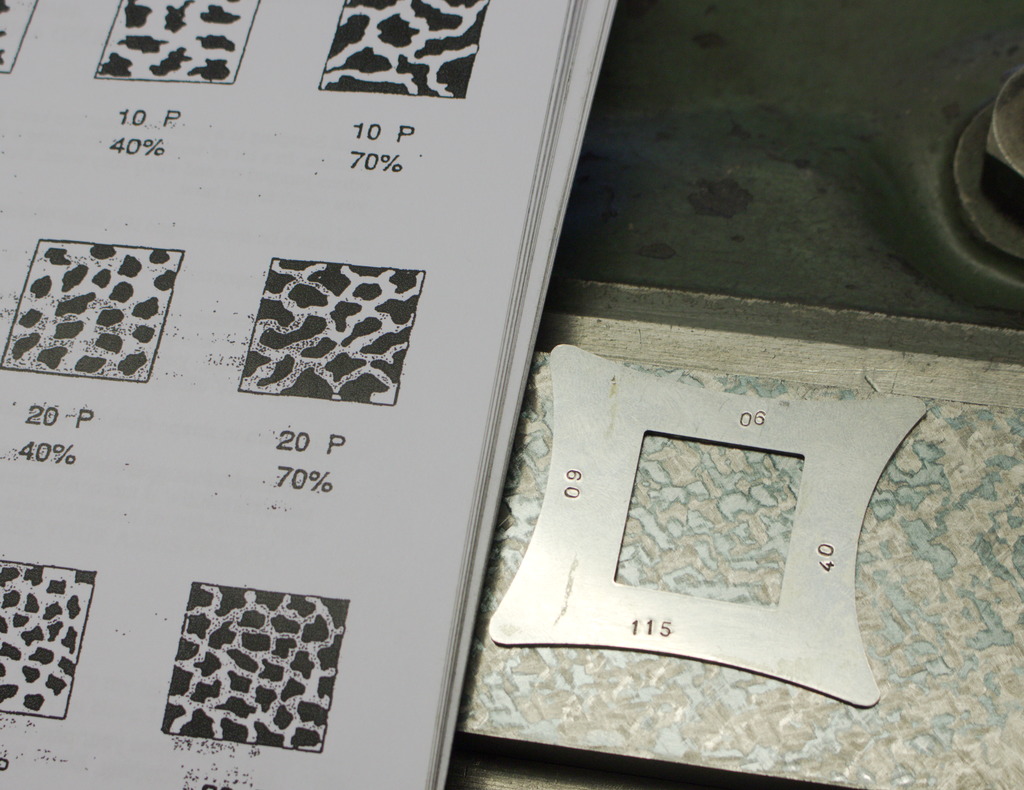
Etwa 20 Punkte und 70% Traganteil, für eine Maschinenführung wäre das schon fast zu viel Traganteil:

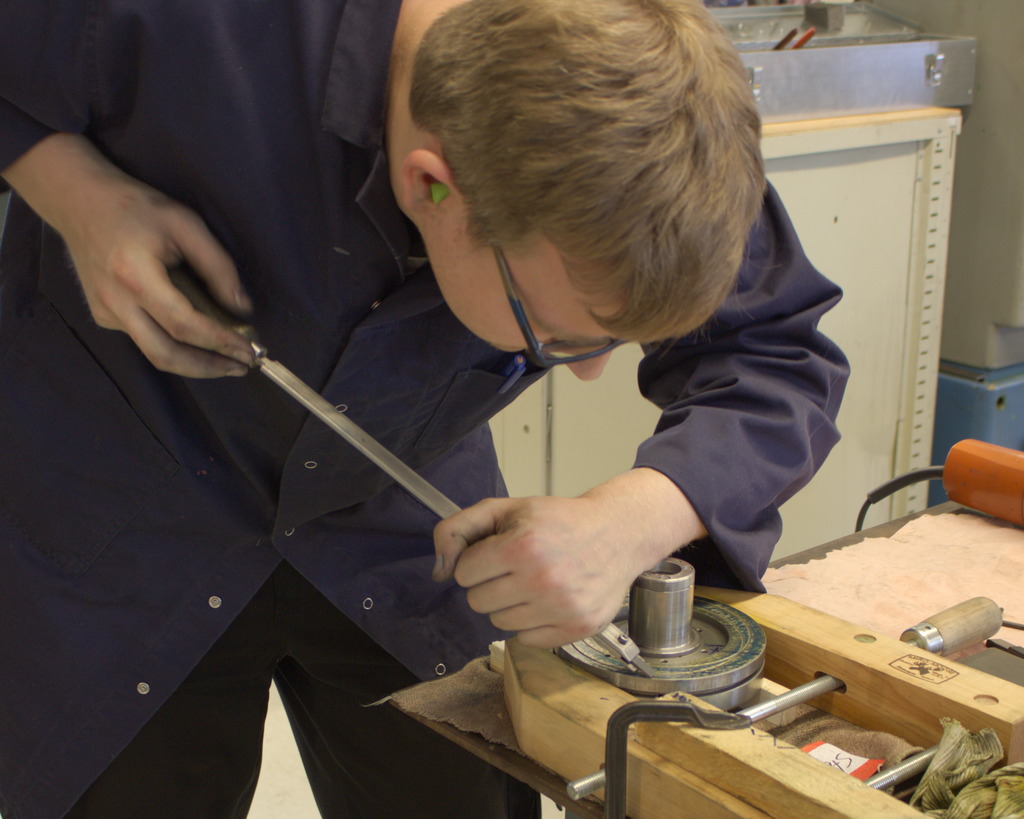
Immer wieder hat Richard uns bei der Handhabung der Elektroschaber korrigiert und geholfen:

Jan hat sehr guten Fortschritt an seinem 48" Lineal gemacht:
 .
.

Marcus arbeitet am Oberschlitten einer russischen Drehmaschine:



John hat ein sehr schönes Camelback Lineal das er auf Vordermann bringt:



Niels arbeitet am Planschlitten einer Schaublin 102 der sehr stark verschlissen ist:


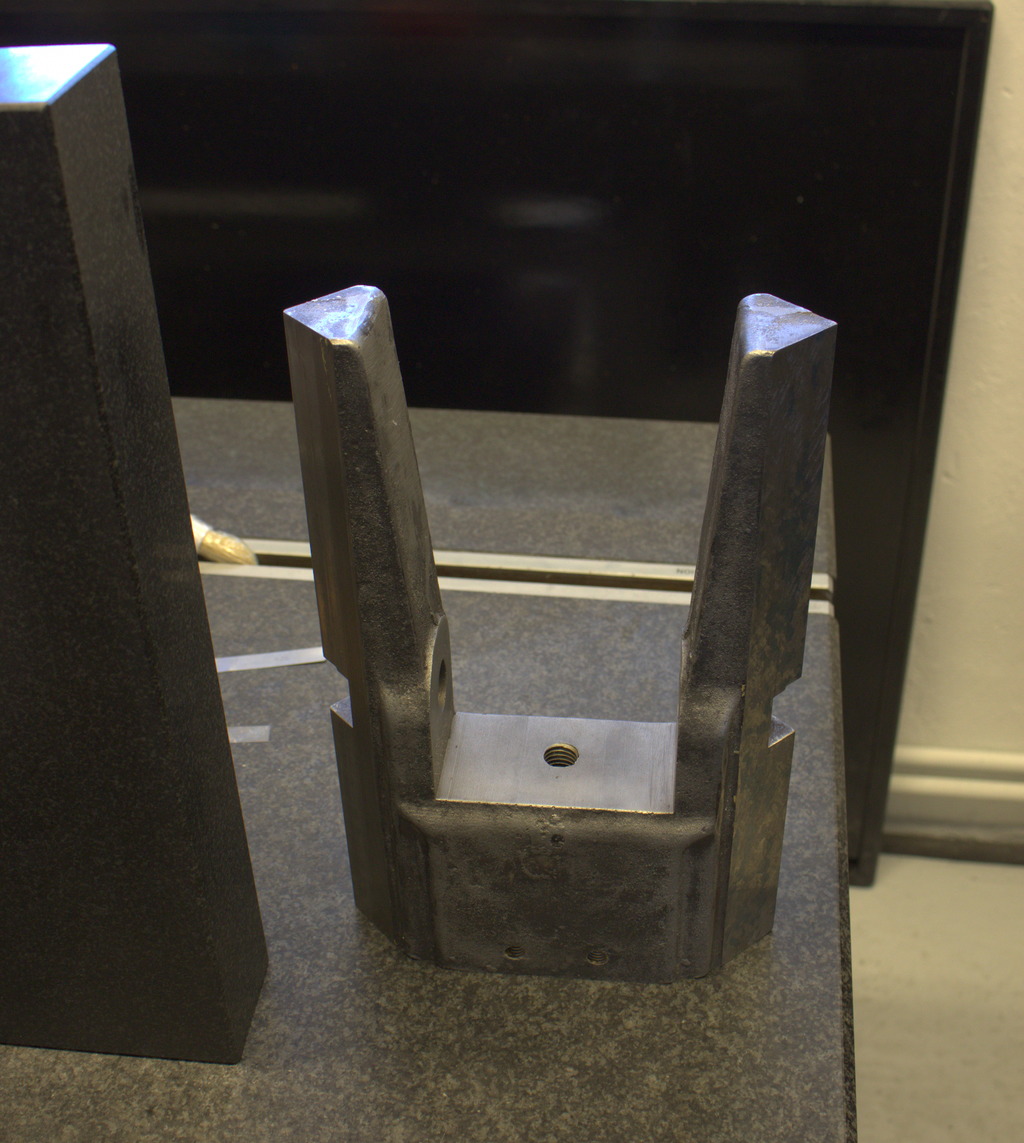
Seine Aufspannung um den Schwalbenschwanz besser schaben zu können:
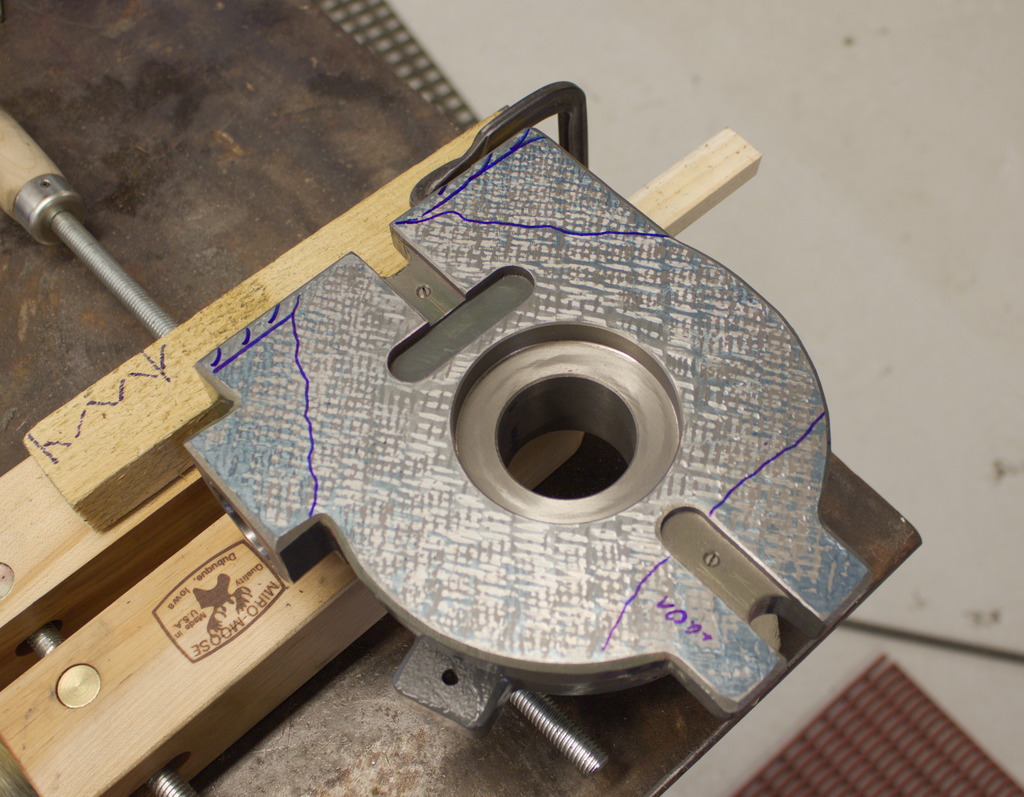
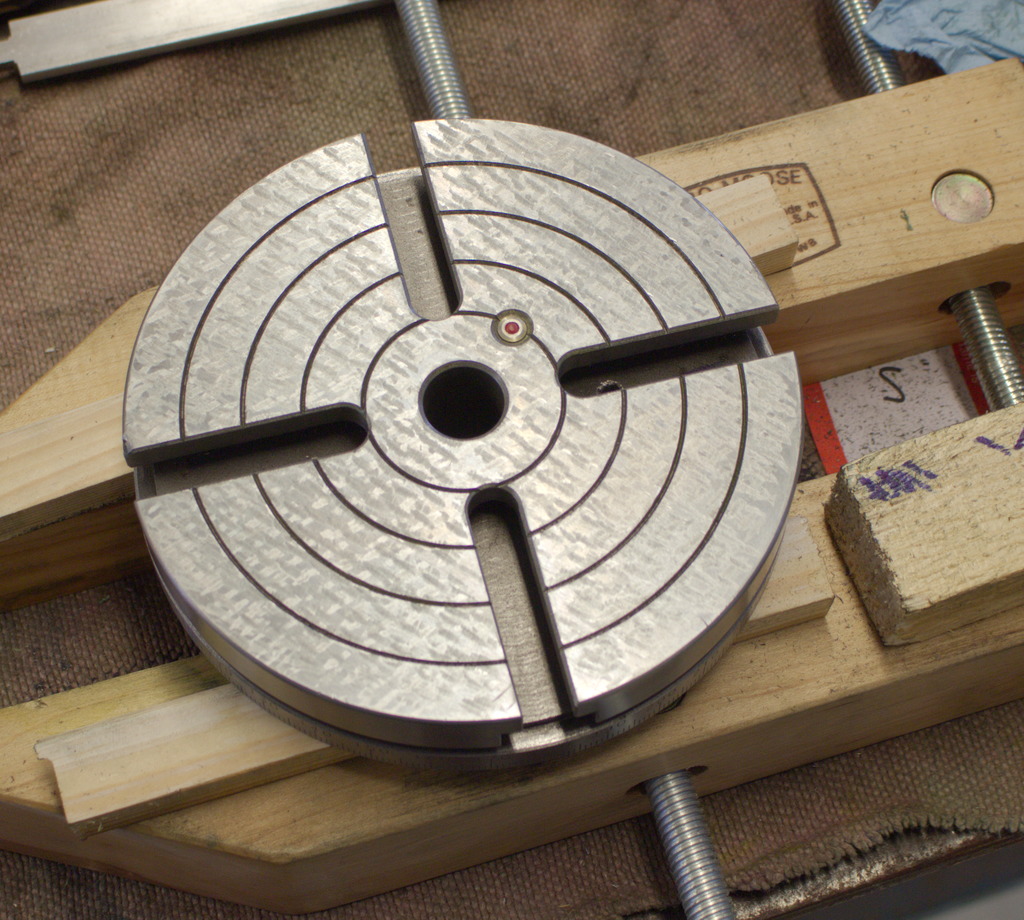
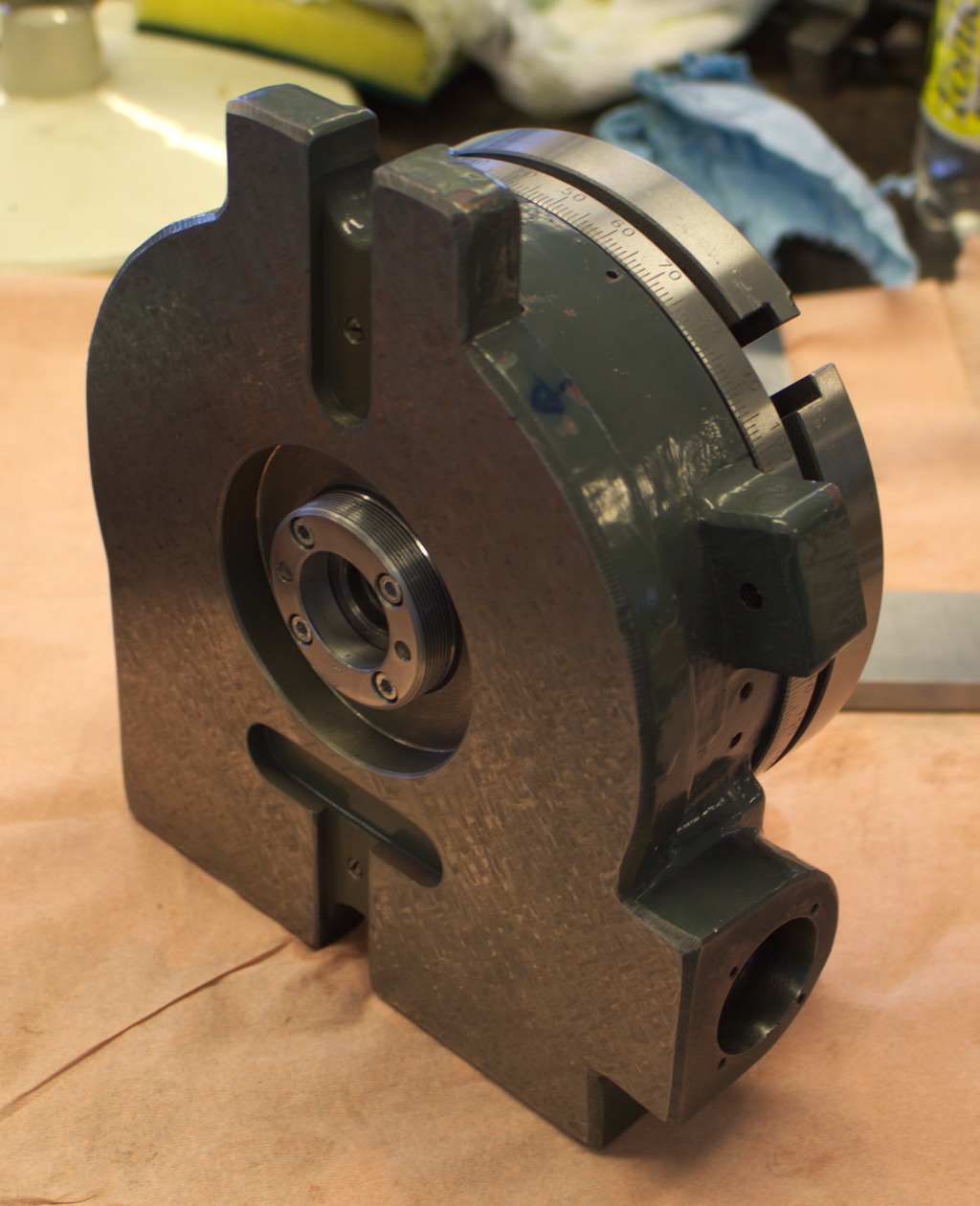
Ich arbeite an meinem 150mm Rundtisch, zuerst wird die Fußfläche zur Bohrung parallel geschabt:

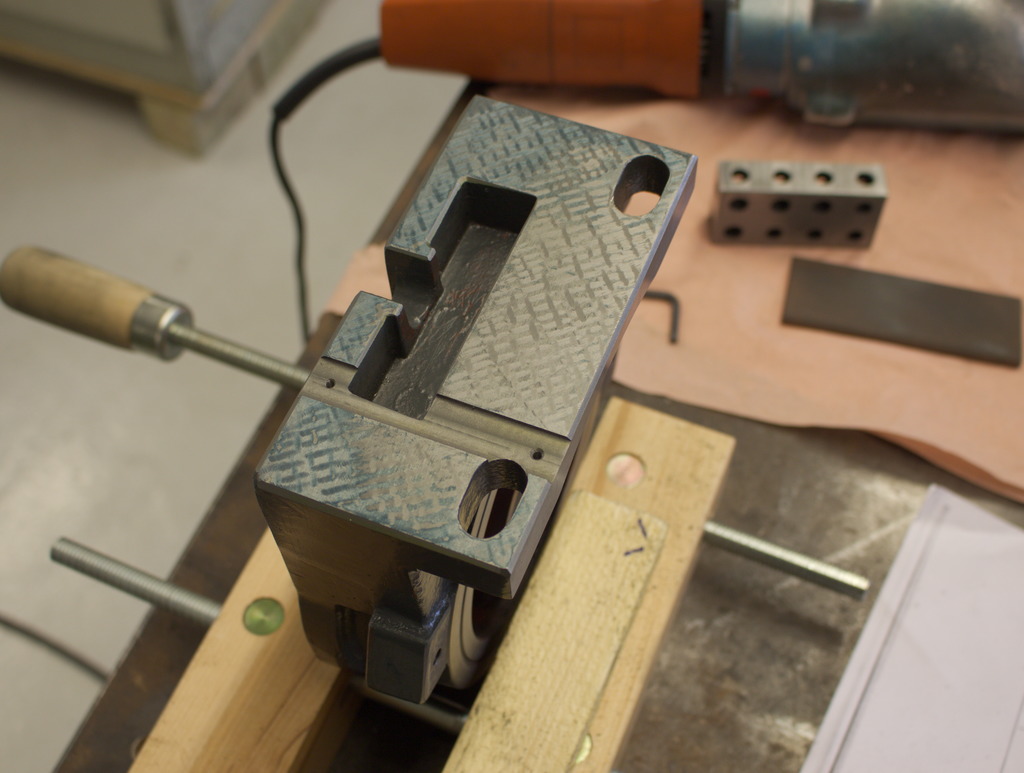

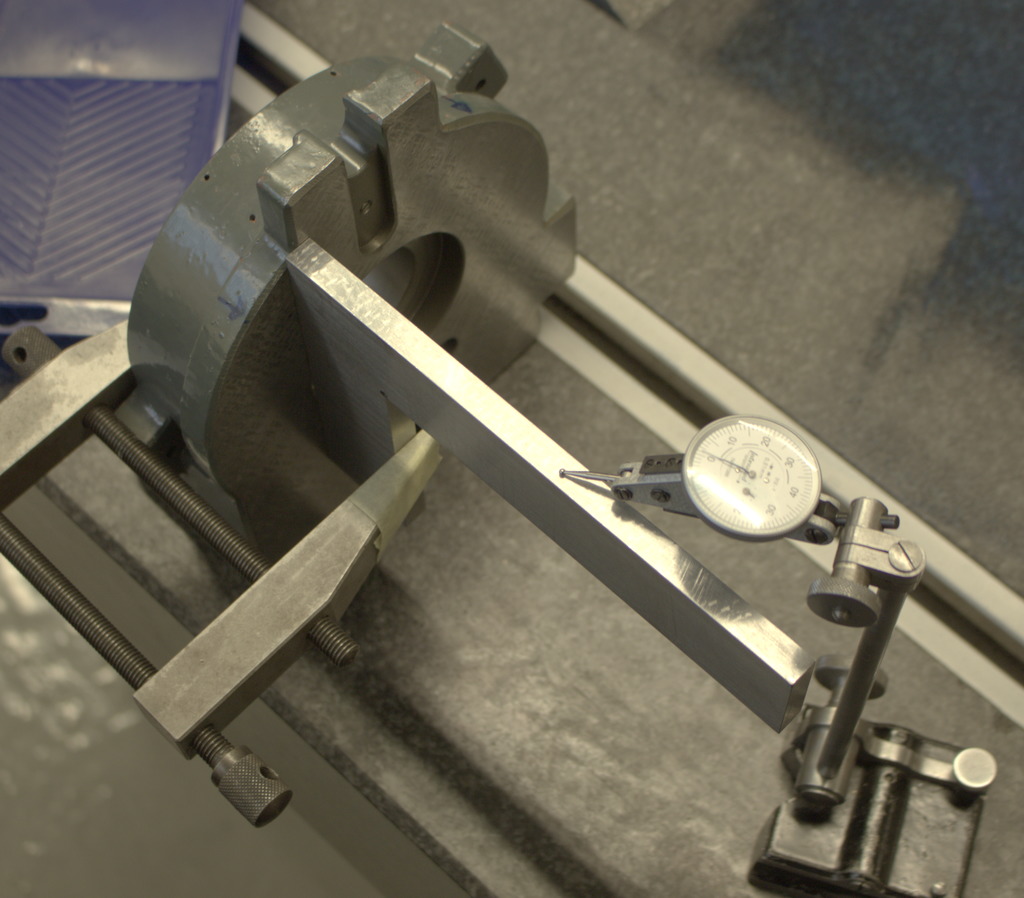
Anschließend die rückseitige Fläche rechtwinklig zur Bohrung und Fußfläche:
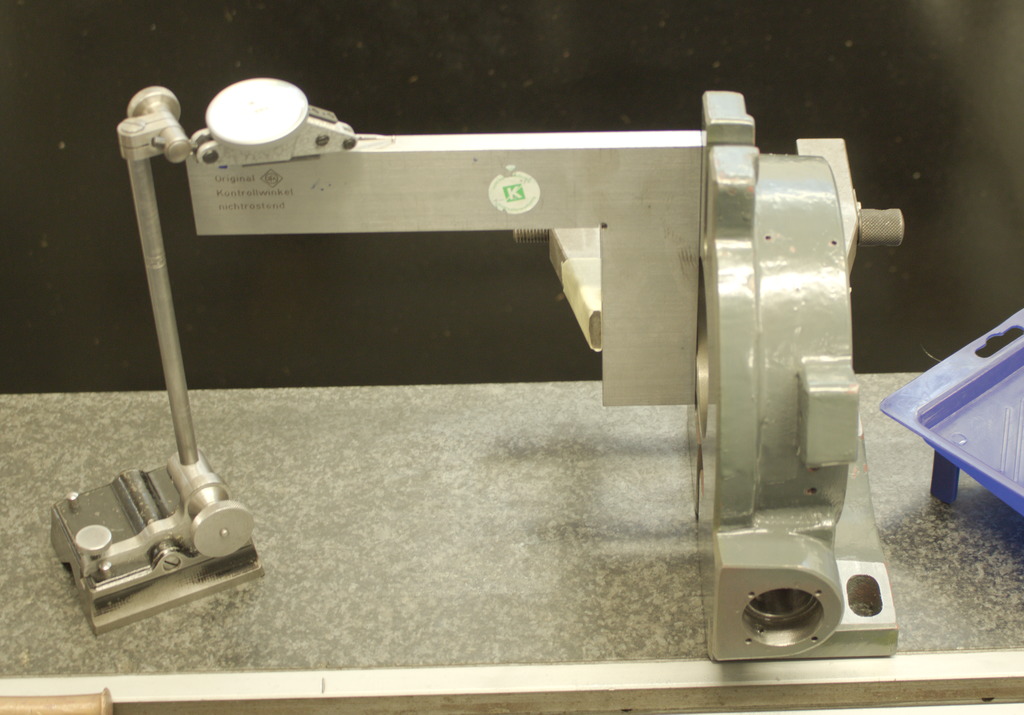
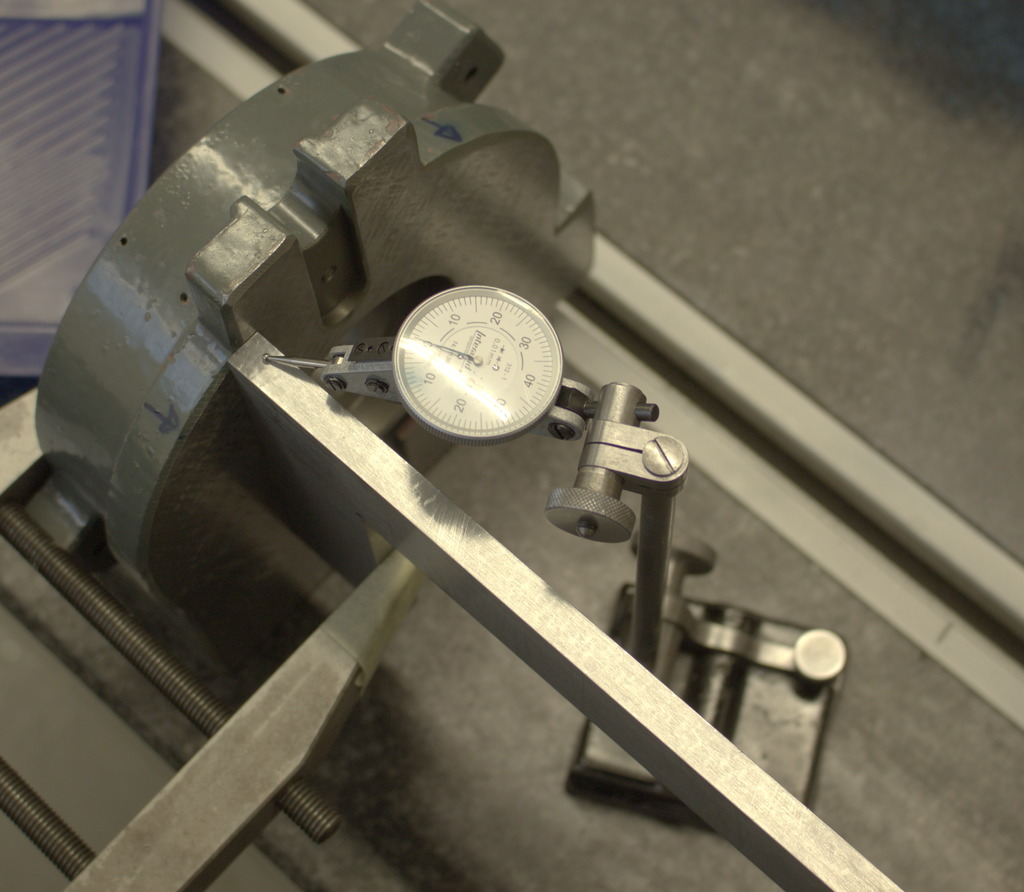
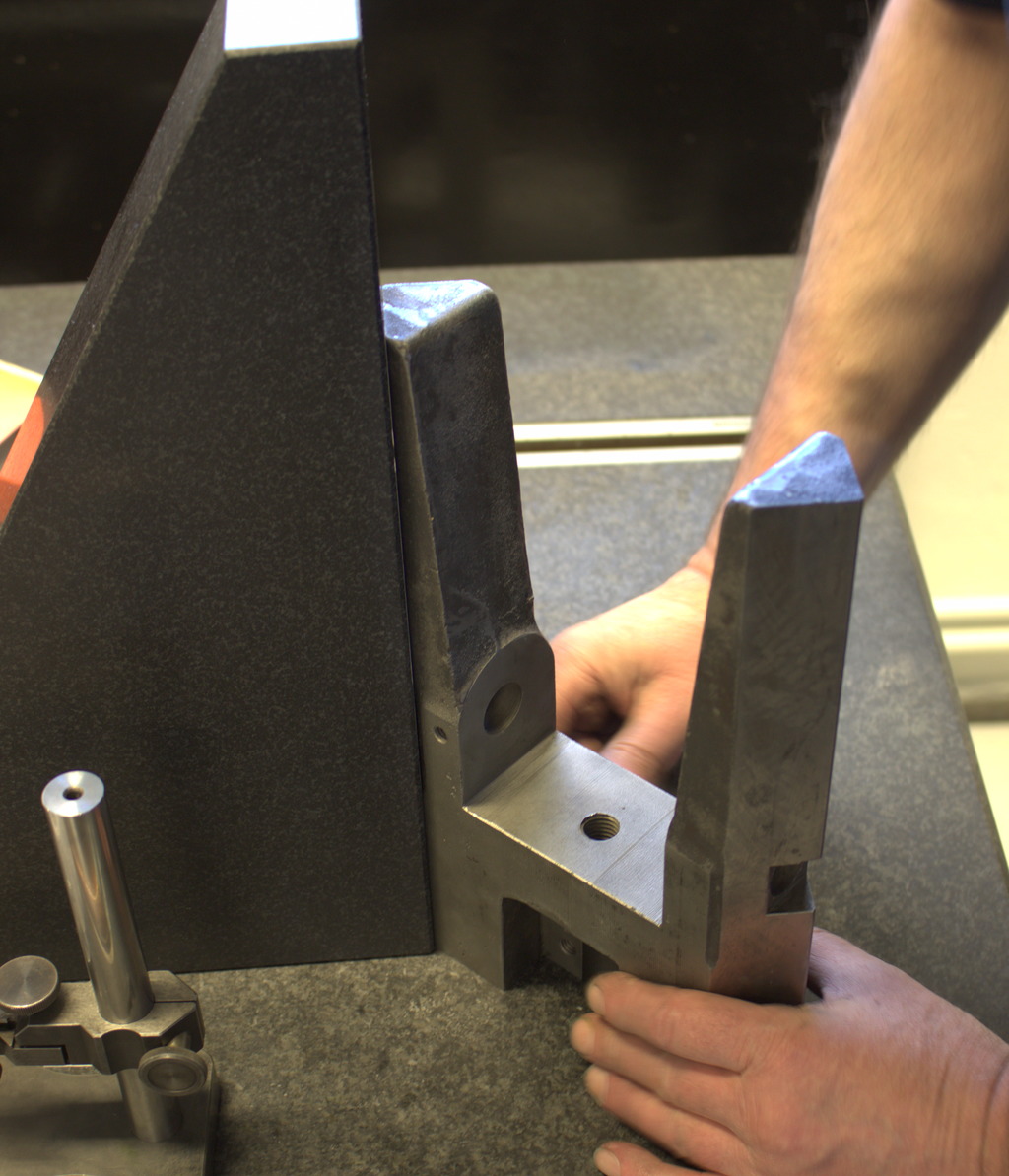
Messung der Rechtwinkligkeit mit einem genauem Flachwinkel, der mit einer Parallelzwinge leicht gegen die Rückwärtige Fläche gespannt ist. Hier ist es wichtig nicht mit zuviel Kraft zu spannen, sonst verformt man den Winkel und das Gussteil:
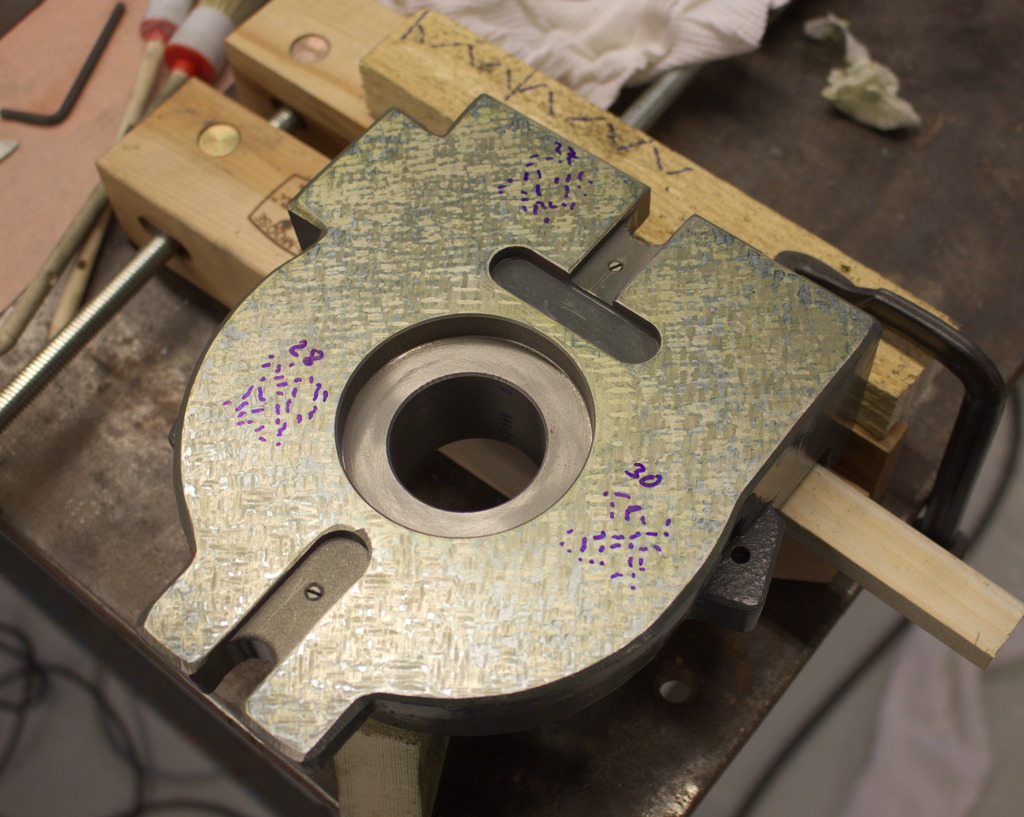
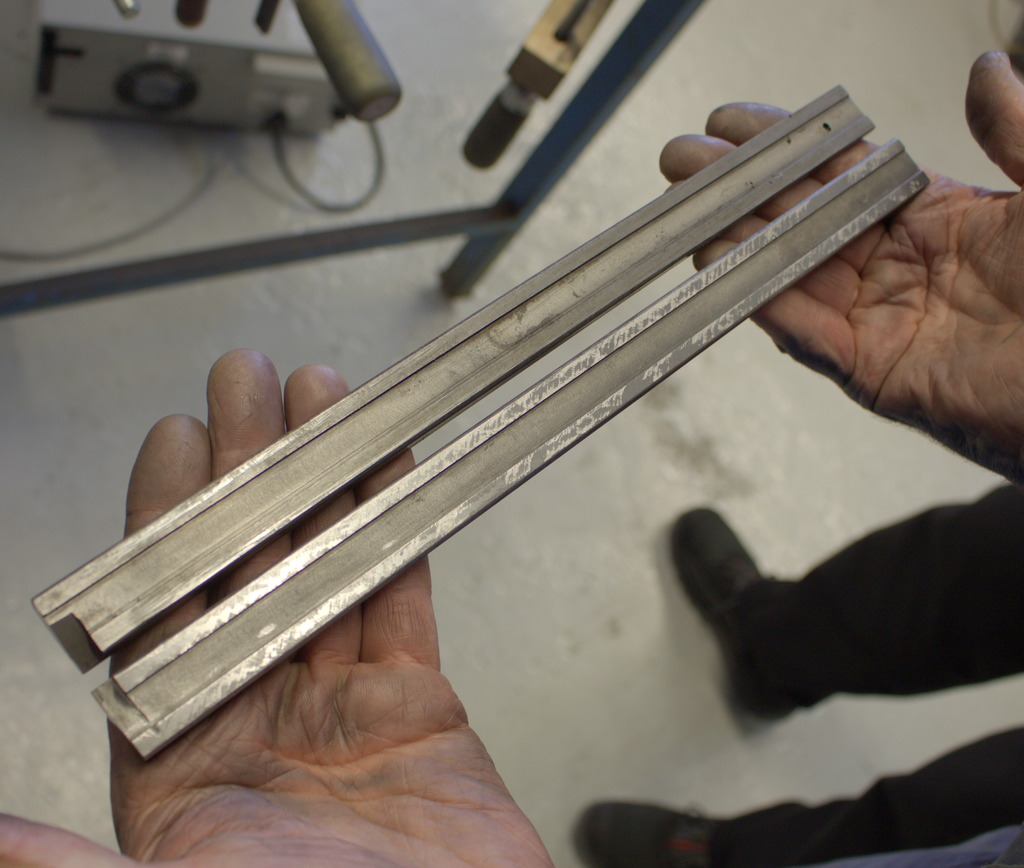
Arbeiten an den Prismatischen Führungsleisten:



Ich hab zwischenzeitlich angefangen die Gleitfläche am Rundtisch parallel zum Fuß zu schaben:

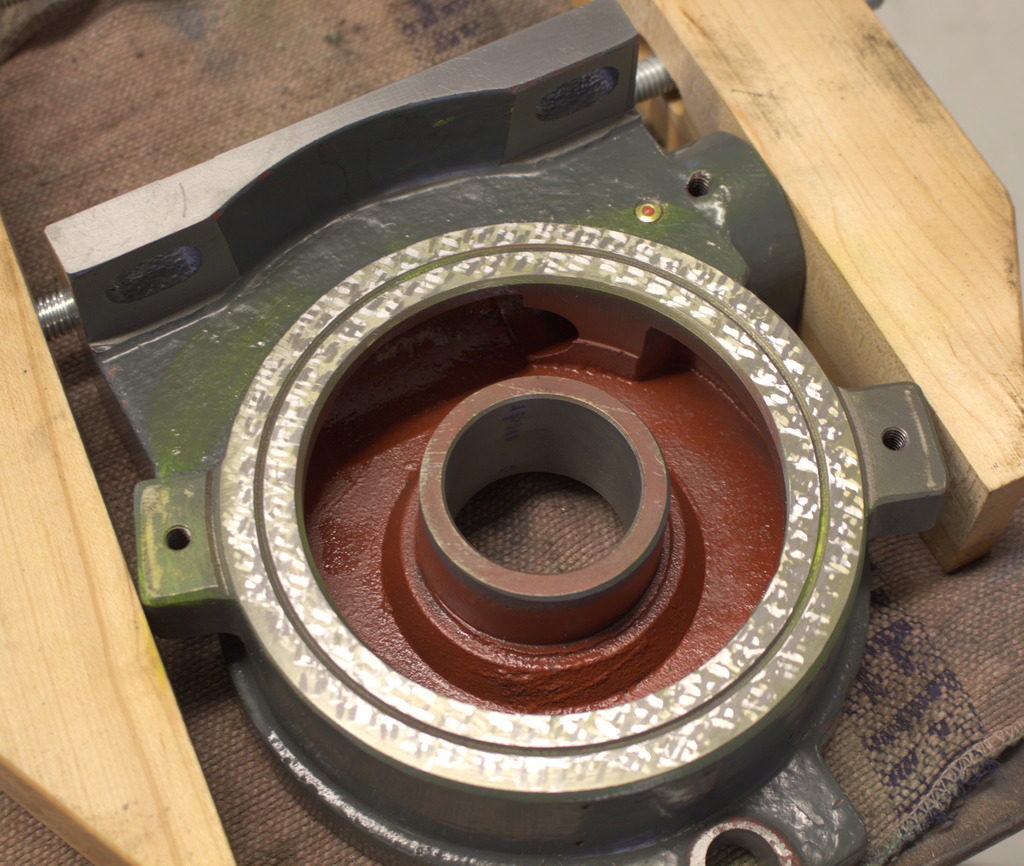
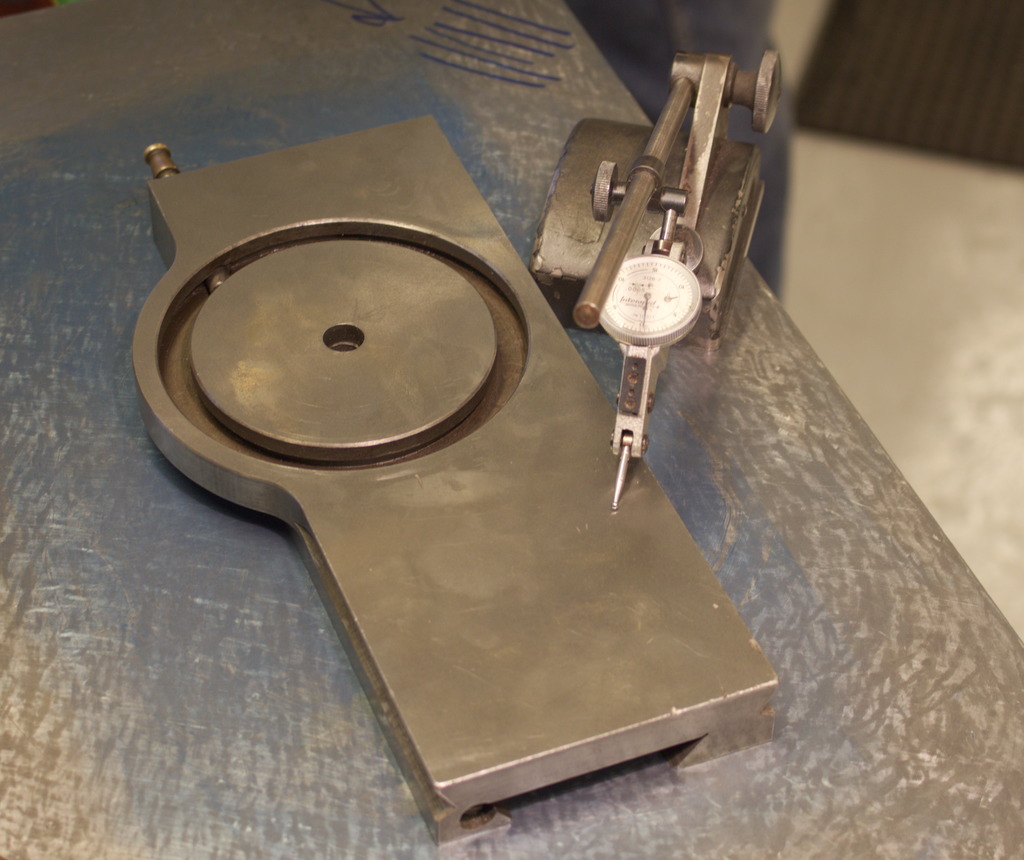
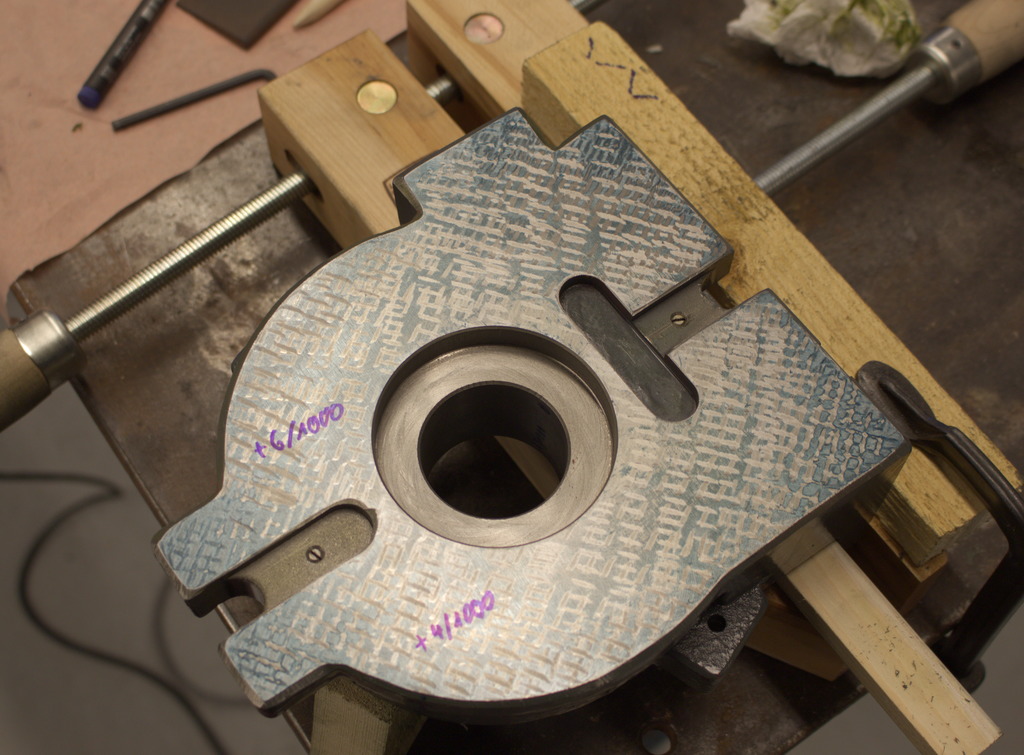
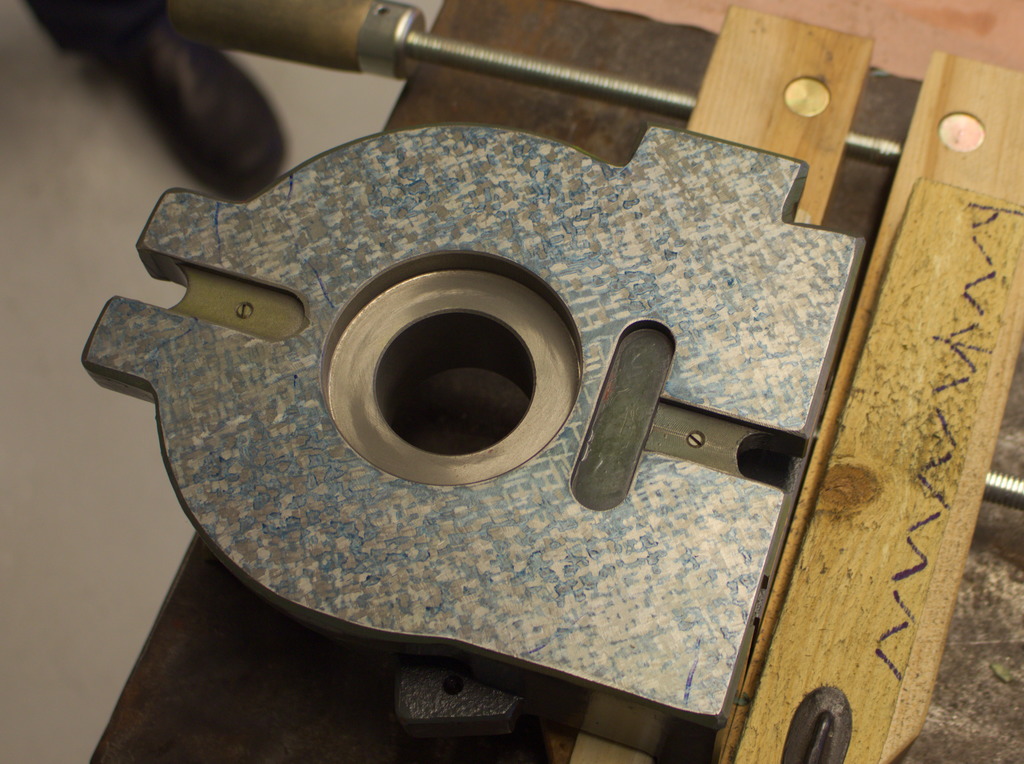
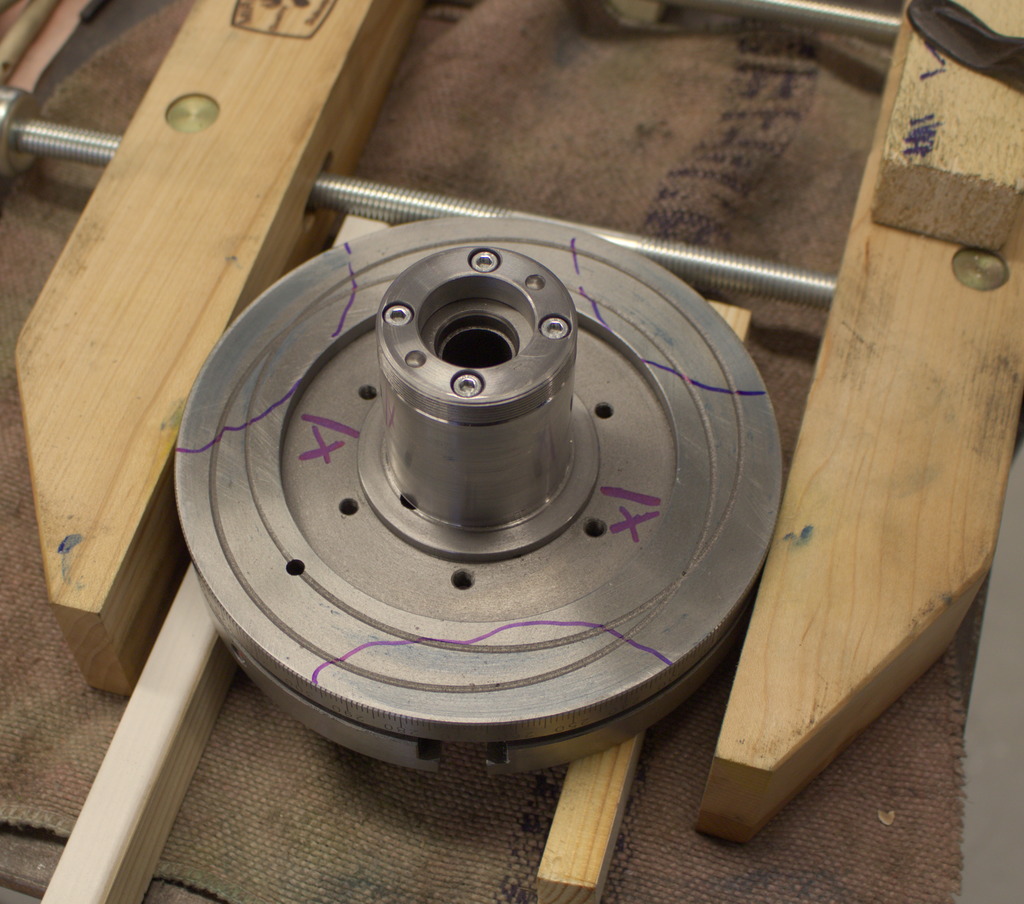
Die Gleitfläche hat dann als Meister zum abtuschieren des Rundtisches gedient - Das ging wegen des Wellenstummels natürlich nicht auf der Messplatte. Man sieht an den ersten Tuschierbildern, das der Rundtisch zum Bearbeiten wohl recht kräftig in ein Dreibackenfutter gespannt war und sich nach dem ausspannen auf drei Auflageflächen verzogen hat:




Nachdem die Lagerfläche vollflächig getragen hat, hab ich noch Öltaschen geschabt. Mir war die Fläche zu klein um sie mit dem Biax Halbmondschaber zu bearbeiten, Richard hat mir vorgeschlagen mit einer kleinen Schaberklinge, mit Radius 20mm Öltaschen gleichmäßig verteilt zu schaben:



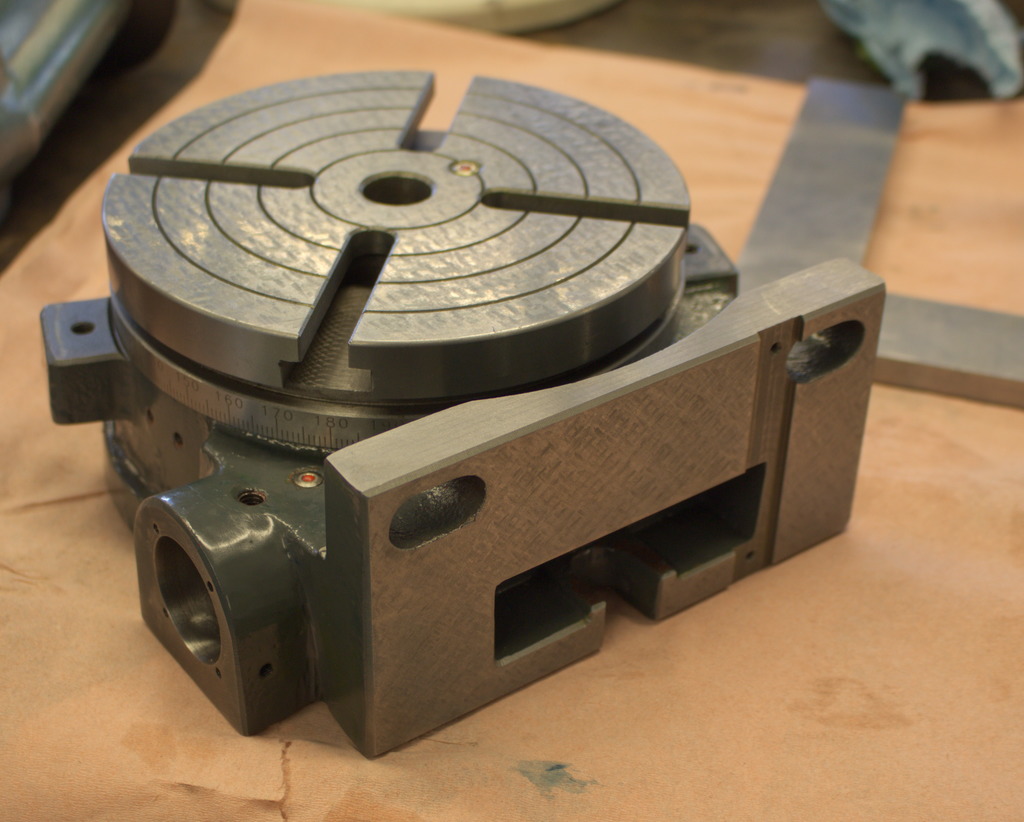
Die Oberseite des Tisches hat relativ wenig Arbeit gebraucht, sie war fast eben - Eigentlich habe ich nur ein gleichmäßiges Schabemuster auf die Fläche gelegt. Die gelbe Farbe hilft zu sehen wo man mit dem Schaber schon war:


Übungsstück für den Biax HM10 Halbmondschaber - Die Maschine macht eigentlich die ganze Arbeit und die korrekte Bewegung mit der Klinge um das Halbmondmuster zu bekommen, man muss den Halbmondschaber nur mit der richtigen Geschwindigkeit gleichmäßig vorwärts schieben:


Überarbeitete Keilleisten:



Eine von Unzähligen Lektionen an den Projekten, Richard erklärt wie die Prismenleisten auf Passgenauigkeit kontrolliert werden können:


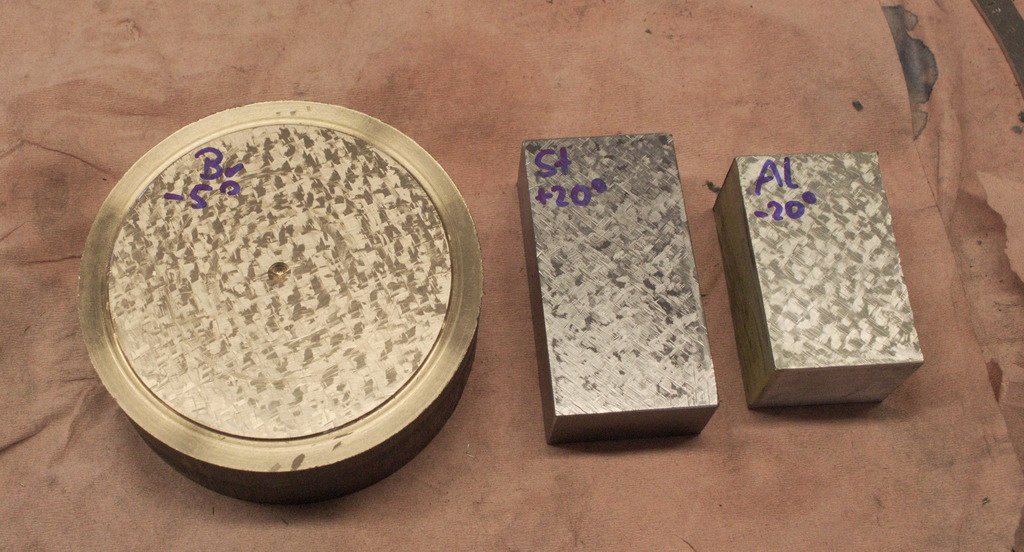
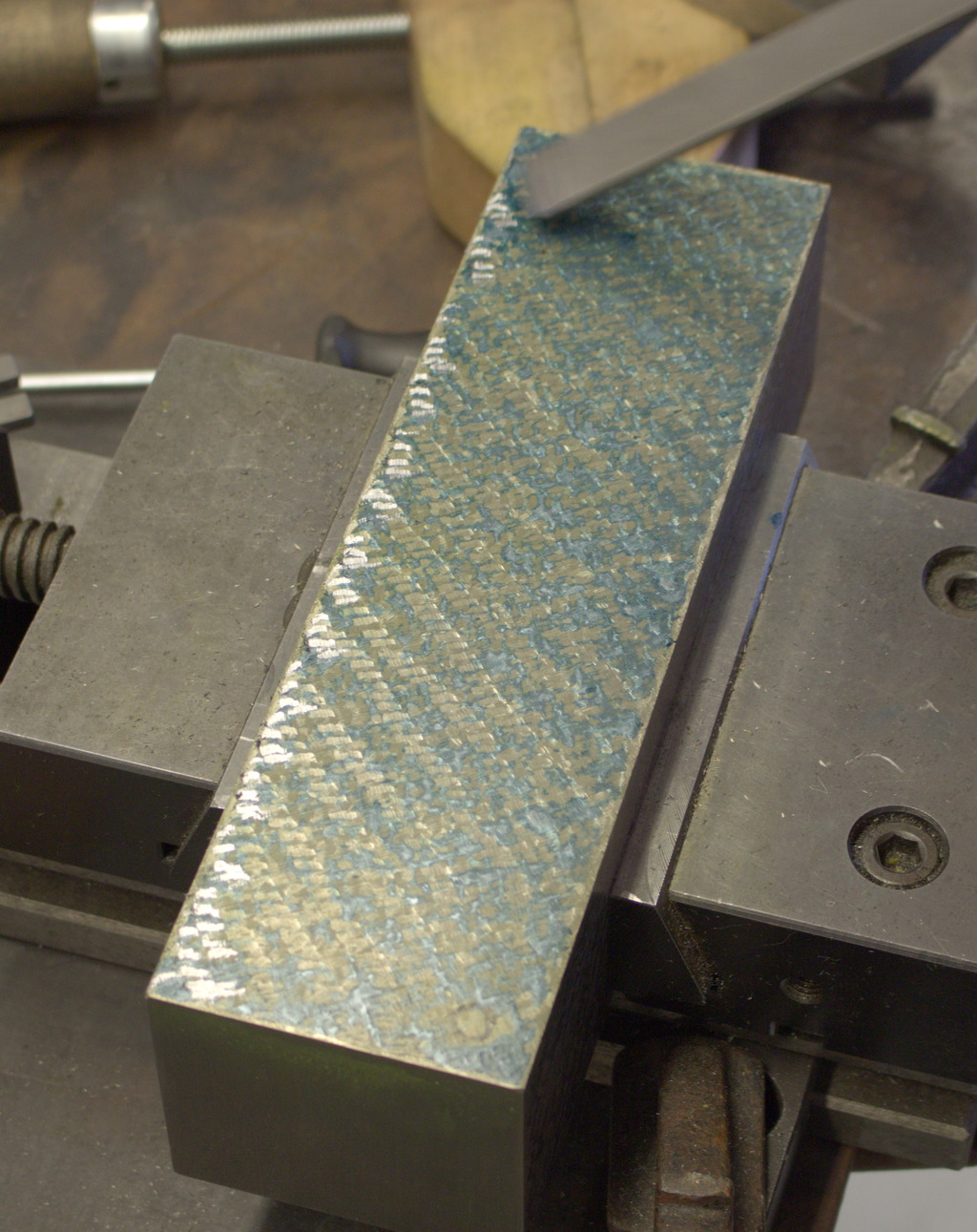
Ich habe mich neben Grauguss und Turcite auch an verschiedenen anderen Materialien versucht: Stahl, Alu und Bronze.
Stahl mit einer 20° positiven Schaberklinge, Alu mit 20° negativ und Bronze mit 5° negativ:

Marcus hat ein Tuschierlineal überprüft und aufgefrischt um den Schwalbenschwanz des Oberschlittens tuschieren zu können:


Das 48" Lineal an dem Jan arbeitet sieht sehr gut aus:

Daniel hat an einem Myford Aufspannwinkel gearbeitet:
John verfeinert immer noch sein Camelback:


Spannvorrichtung aus Boschprofil und einigen Schrauben für Keilleisten:
Daniel hat ausserdem sein schaben soweit verfeinert das er problemlos 40 Punkte/Quadratzoll schaben konnte:
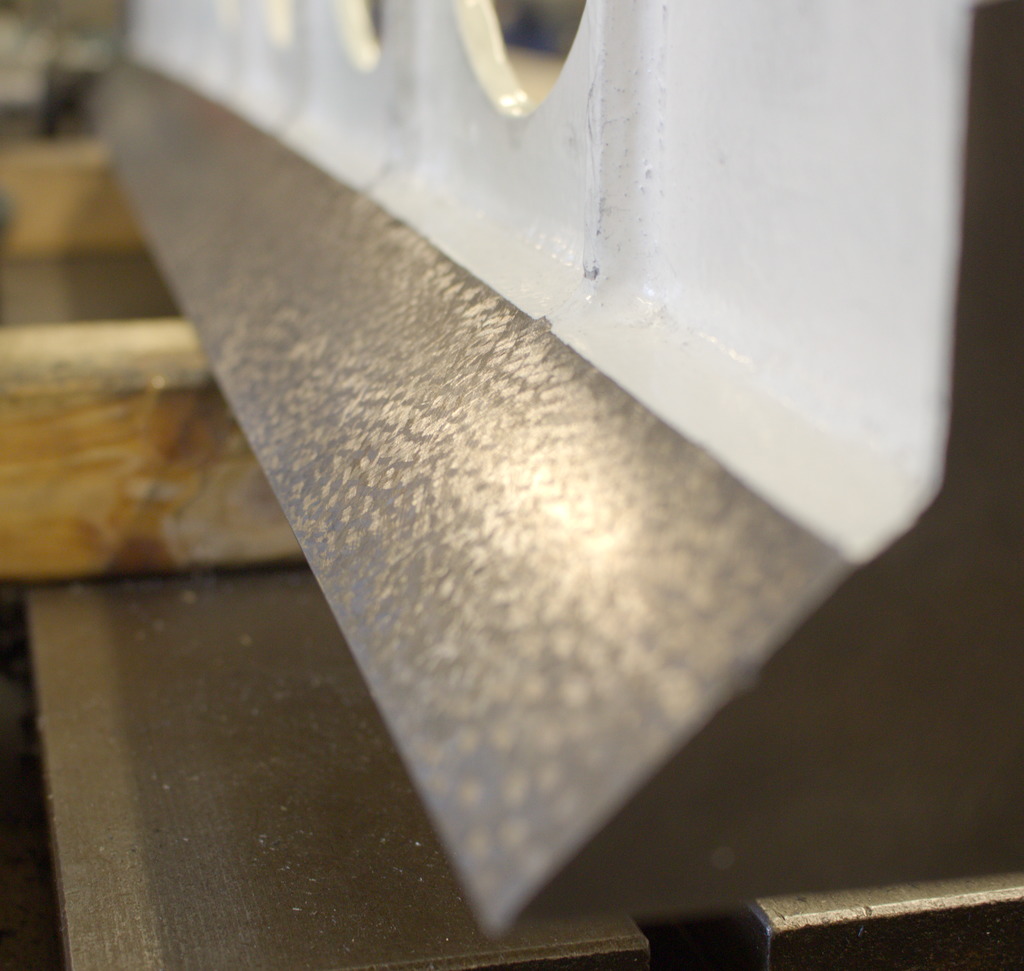
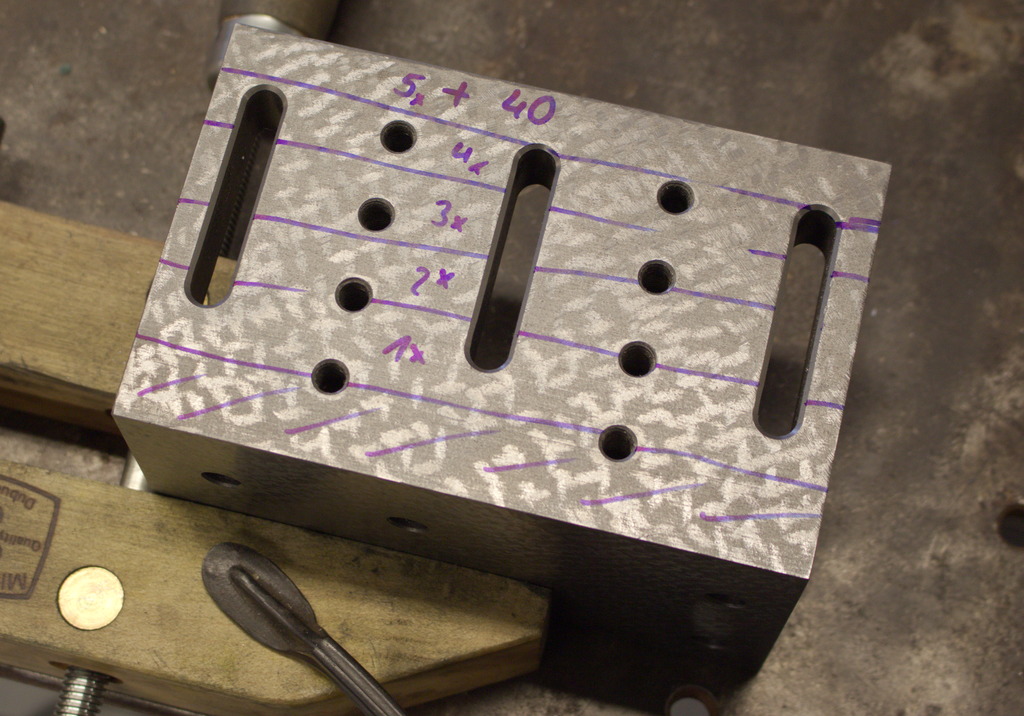
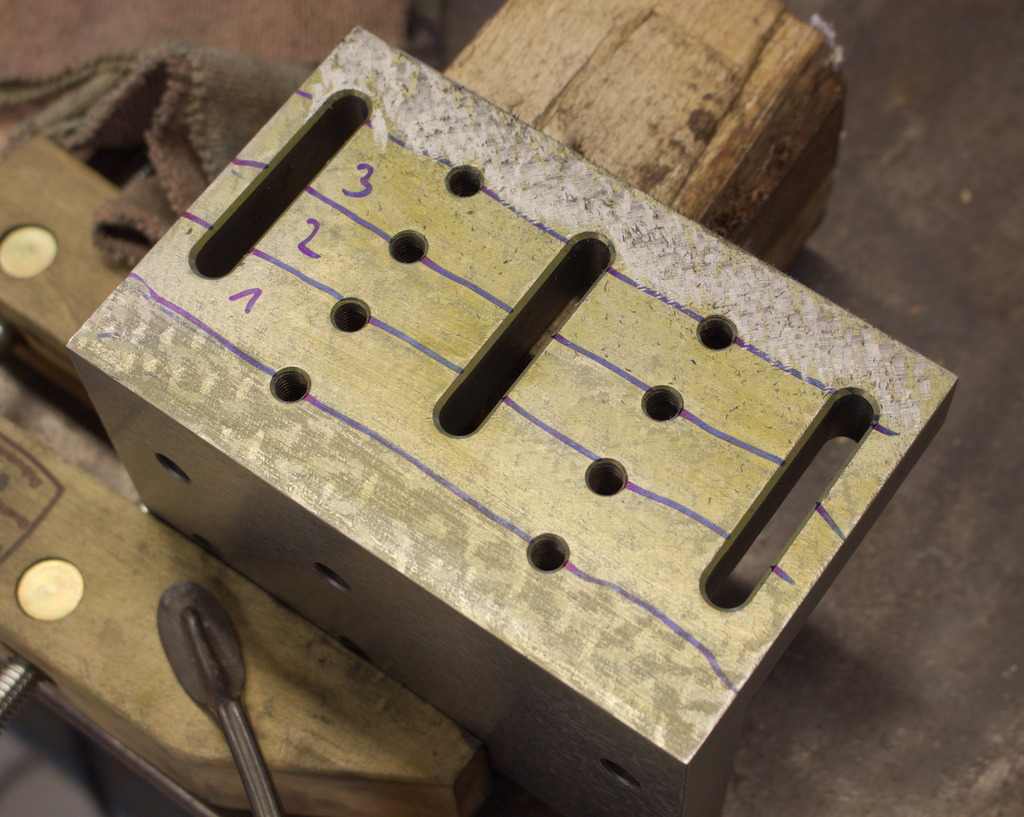
Ich hatte noch etwas Zeit, also habe ich meinen Aufspannwinkel angefangen zu schaben - Hier beim Stufenschaben um die Rechtwinkligkeit sehr schnell herstellen zu können, ohne zwischendurch messen/tuschieren zu müssen:
Thorsten schabt am Turcite Probestück mit seinem neuem Biax Schaber:

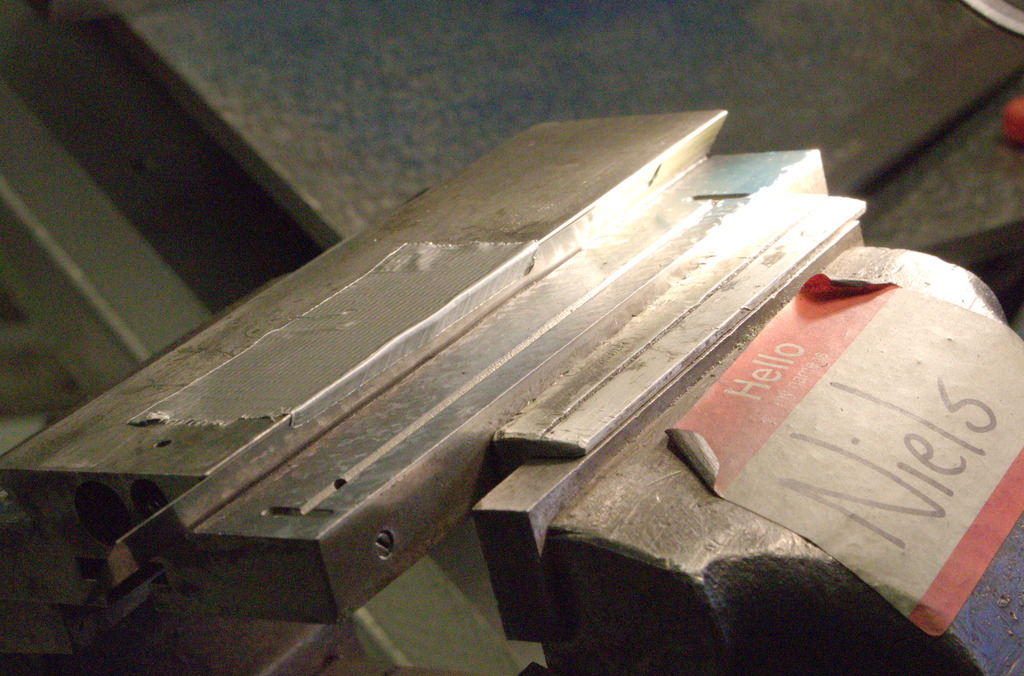
Niels hatte eine gute Idee die schräge Fläche des Schwalbenschwanzes beim Schaben vor Einschlägen mit der Schaberklinge zu schützen: Hasbergfolie. Damit lässt sich die Fläche sehr gut schützen und sie ist dünn genug nicht zu stören:
Das Obligatorische Gruppenfoto der Klasse:



Damit war der letzte Tag eigentlich auch zu Ende, wir haben die Werkstatt gründlich aufgeräumt, jeder hat sein Werkzeug zusammen gesammelt, Richard hat die 50h-Schabekurs-Urkunden verteilt und damit war es auch vorbei.
Richard, Jan und Ich waren noch bis Montag morgen im Ferienhaus, saubermachen – Ich bin um 0900 Richtung Heimat gefahren (war um 22:15 daheim..), Jan und Richard sind mit der Fähre nach Norwegen, da ist die nächste Klasse ab Mittwoch.
Hat es sich gelohnt? Für mich ja – Ich hatte zwar eine ganz gute Idee vom schaben und wie man die Geometrie von Maschinen misst, aber viele Sachen die ich gemacht habe waren langsam und oder unzuverlässig. Wenn ich heute eine Maschine geometrisch überholen müsste, hätte ich eine ziemlich gute Idee wo ich anfangen müsste und ich hätte die Zuversicht, die Maschine auf einen vernünftigen Stand zu bringen.