Die Gegenkontur für die Grundbacken habe ich auf der Cnc gefräst:
Für sehr dünnwandige oder weiche Werkstücke sind passend ausgedrehte Weichbacken oft die beste Lösung. Eine Sonderform der Weichbacke ist die Segmentbacke, die das Werkstück fast vollständig umschließt, das Werkstück sehr sicher und ohne Gefahr der Beschädigung spannt.
Solche Segmentbacken kann man als Rohling kaufen, wenn man ein Futter eines Namenhaften Herstellers hat – Habe ich nicht, meines kommt aus Fernost. Allerdings habe ich einen Satz harter Grundbacken auf die entsprechende Weichbacken aufgeschraubt werden können.
Zu diesem Thema habe ich auch ein Video (Englischsprachig):
Soft jaws for machining plastic parts
Deswegen muss ich mir die Backen selbst herstellen. Dafür habe ich mir Aluminiumronden mit 100mm Durchmesser und 40mm bestellt.
Die Gegenkontur für die Grundbacken habe ich auf der Cnc gefräst:
Durchbohren für die Schrauben auf der konventionellen Fräsmaschine, meine Cnc Portalfräsmaschine ist nicht geeignet so große Bohrungen mit 40mm tiefe herzustellen.
Ausserdem habe ich die Schraubenbohrungen von der Gegenseite so tief wie möglich flachgesenkt, um möglichst viel nutzbare Tiefe zu haben.


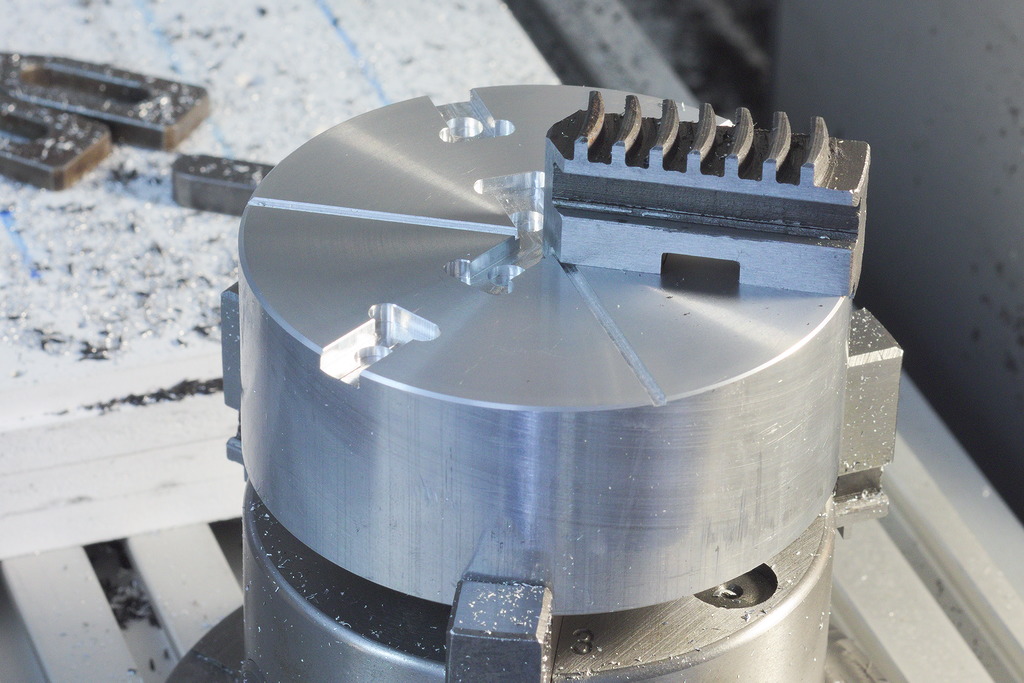
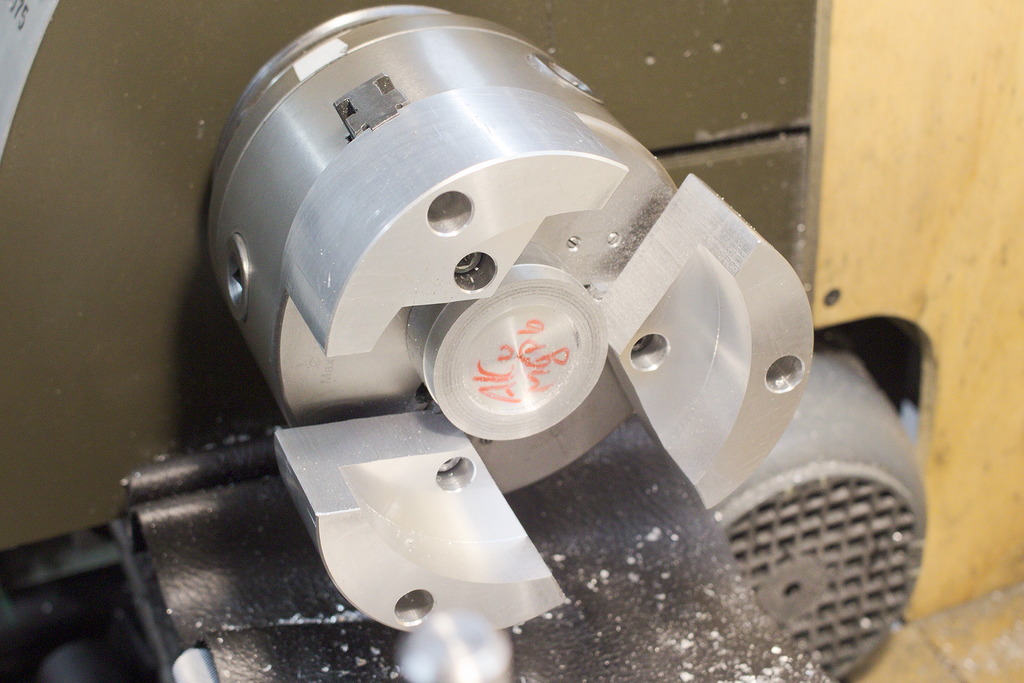
Danach wird der Weichbackenrohling auf der Bandsäge in drei Teile zersägt und auf das Backenfutter montiert:
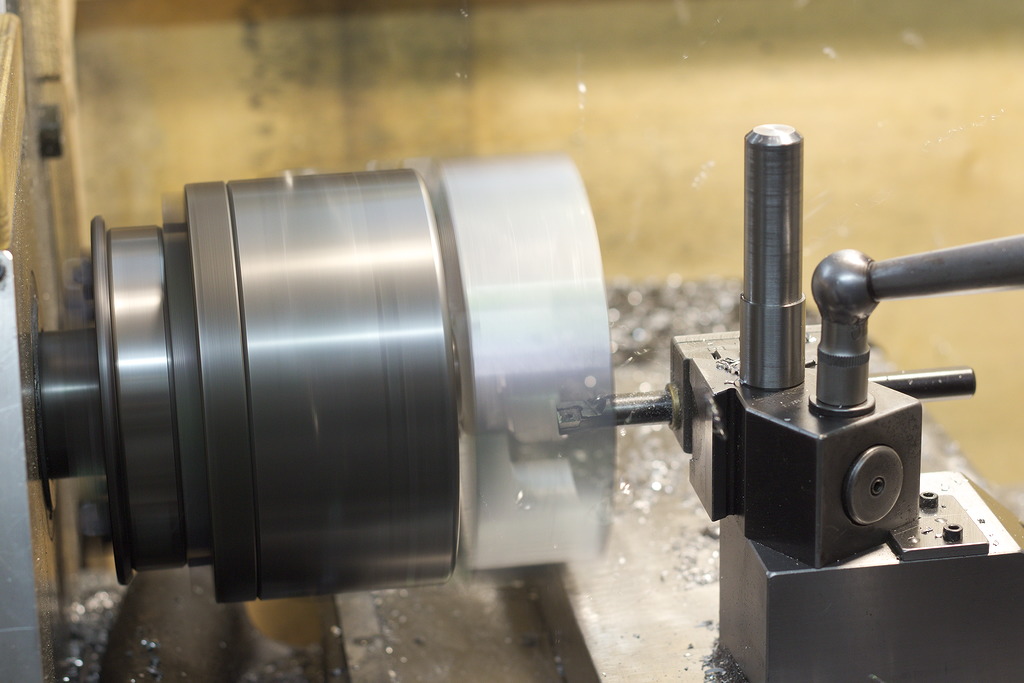
Danach können die Segmentbacken ausgedreht werden wie andere Weichbacken auch. Vorspannen nicht vergessen, in diesem Fall habe ich ein kurzes Stück Rundmaterial am hinterstem Ende der Weichbacken gespannt.
Ernstgemeinter Ratschlag: Weichbacken, egal welcher Art immer entgraten.
Die Backen sind so viel sicherer und angenehmer zu handhaben.

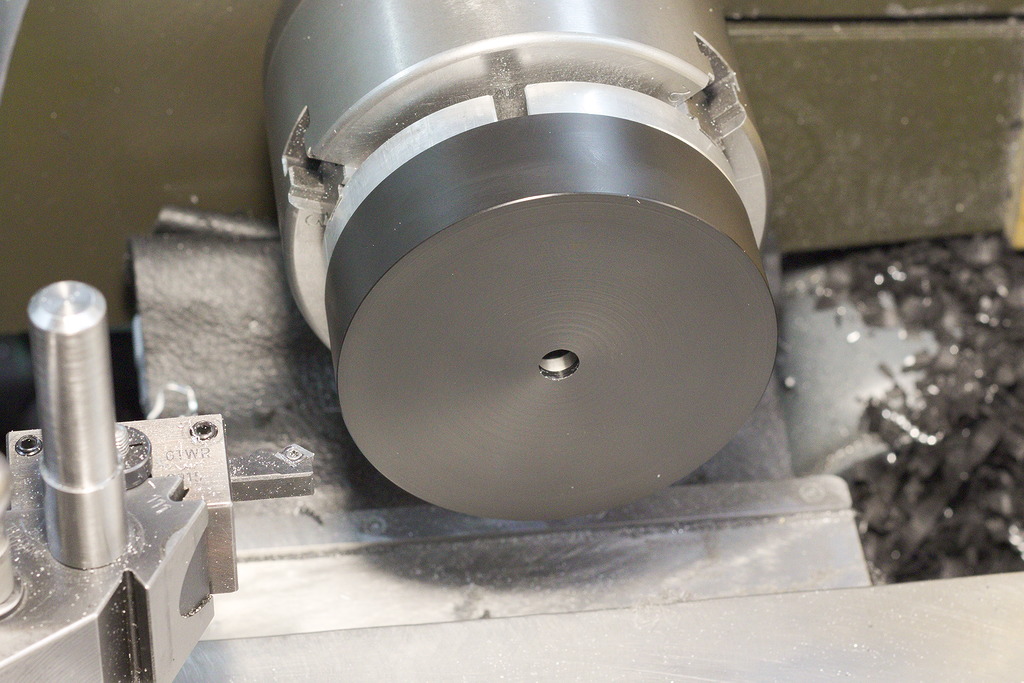
Segmentbacke mit gespanntem Werkstück – 100mm PVC Hohlstab. Durch die große Spannfläche ist das Material extrem sicher gespannt und es können schwere Schruppspäne genommen werden, ohne Gefahr zu laufen das Werkstück aus den Backen zu walken.

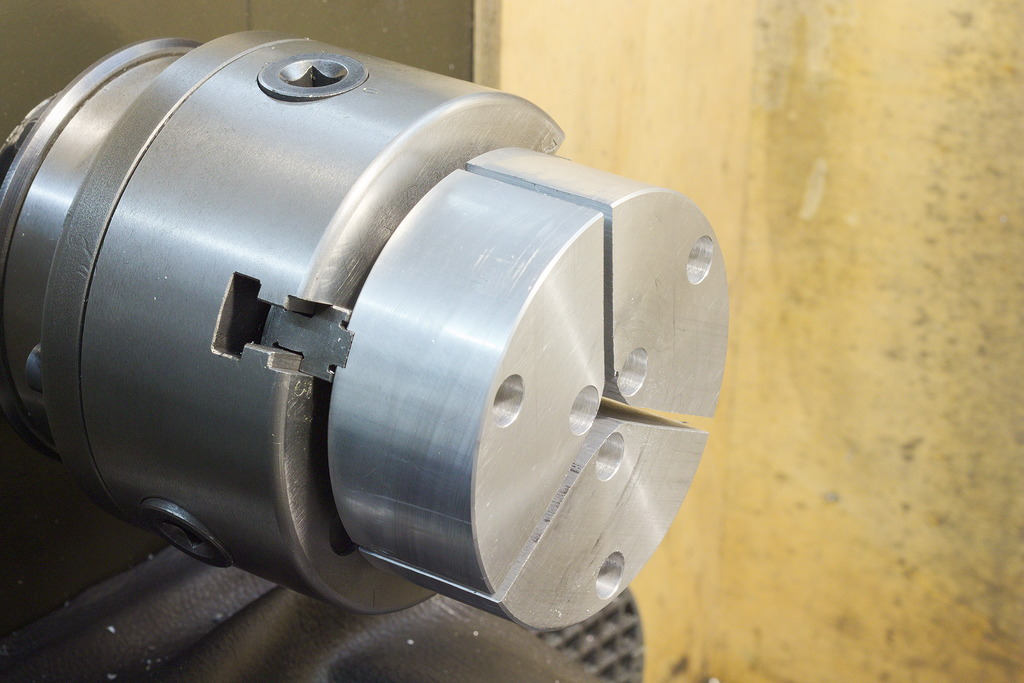
Ein zweiter Satz Weichbacken für ein Dünnwandiges POM-Drehteil (Hier kann man auch das gespannte Stück Rundmaterial sehen, um die Backen vorzuspannen.):
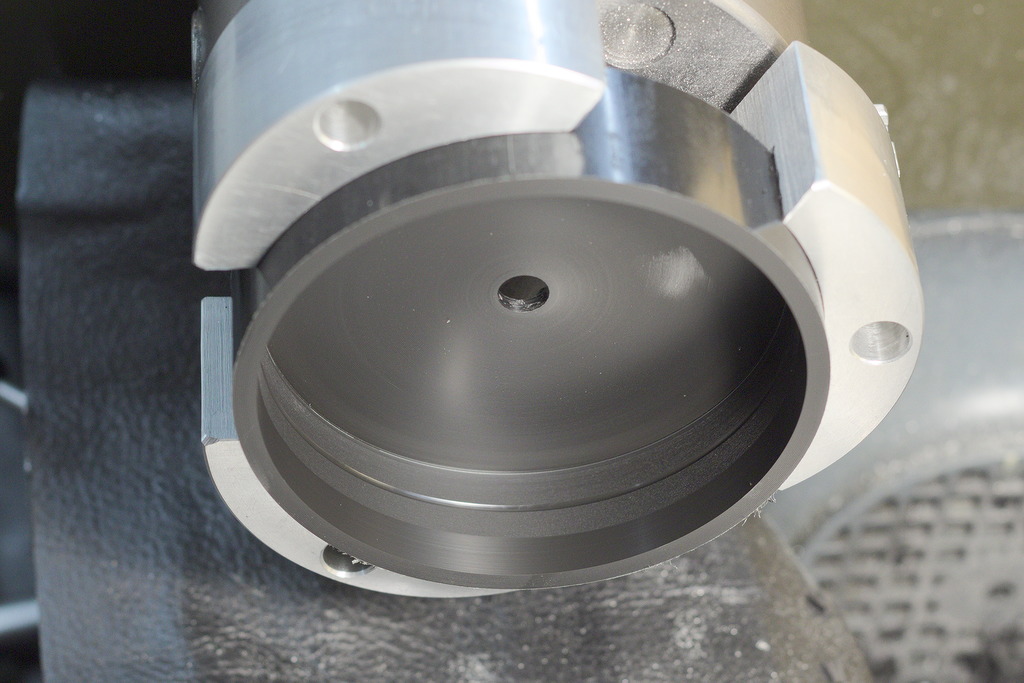
Das Teil wird aus 100mm Rundmaterial gedreht, anschließend bekommt das Drehteil noch einen Radiuseinstich und eine 3mm Fase.


Die gleichen Backen habe ich ausserdem aussen auf Maß gedreht um das Teil anschließend von innen zu spannen um die Aussenseite zu bearbeiten. Hier sind die Segmentbacken wieder sehr wertvoll, durch die große Auflagefläche wird das Teil nicht dreieckig verformt.