Material ist GG25:
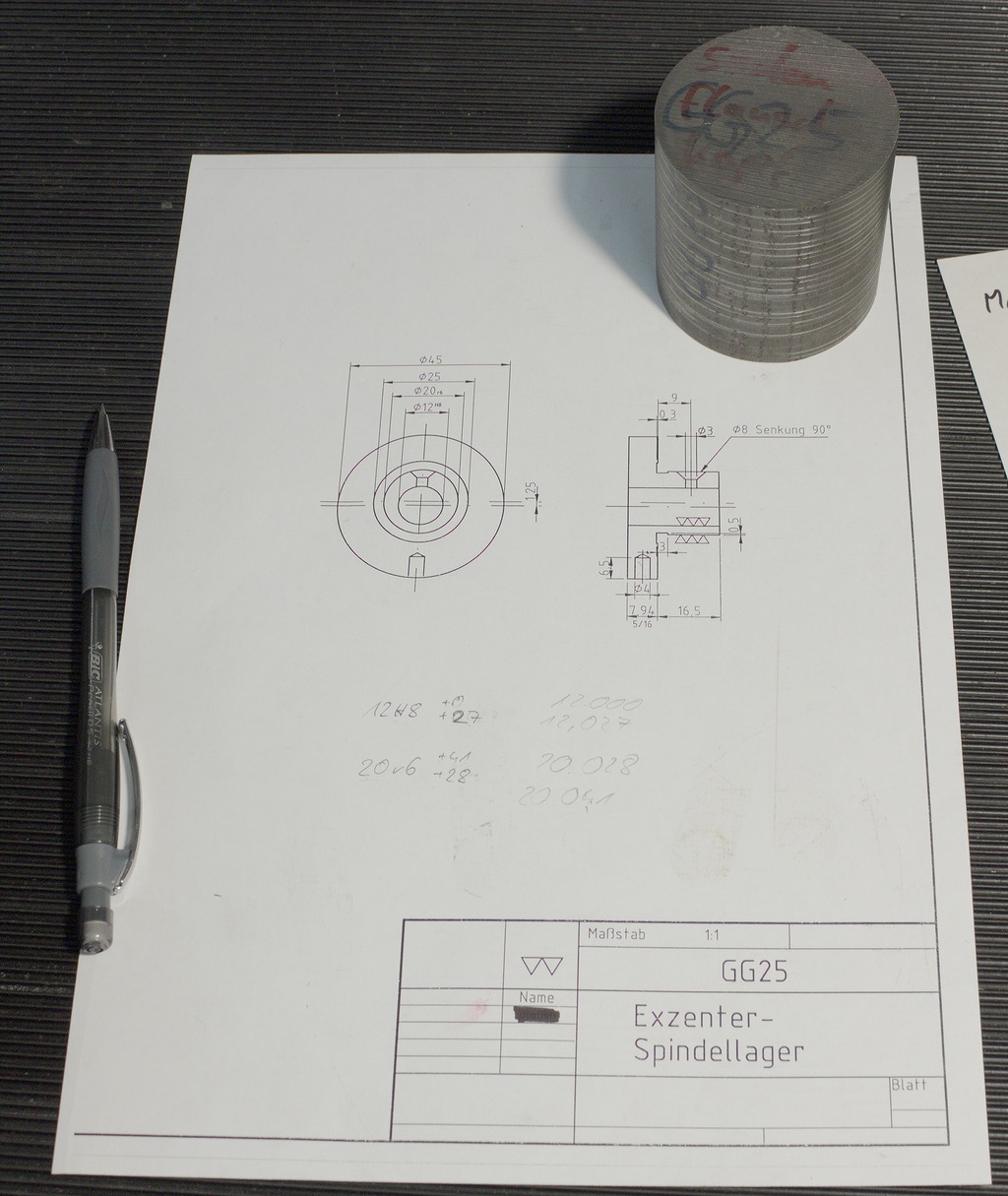
Ersatzteil für eine Mondiale Celtic 12 Drehbank, eine Exzenterbuchse. Zentrierdurchmesser Aussen 20R6 aussen, Bohrung 12H8 innen.
Material ist GG25:
Von einer Seite komplett vorgeschruppt, abkühlen lassen und dann fertig gedreht. Um die r6 Passung sauber zu treffen sollte man schon gründlich arbeiten und die letzten Zustellungen immer gleich groß gestalten.
Der Eckenfreistich sieht etwas ungewöhnlich aus, Axial- und Radialeinstich. Dafür habe ich einen Meissel aus 4mm Hss geschliffen, mit dem ich radial einstechen kann, axial in die Planfläche fahren und dann zurückziehen kann.
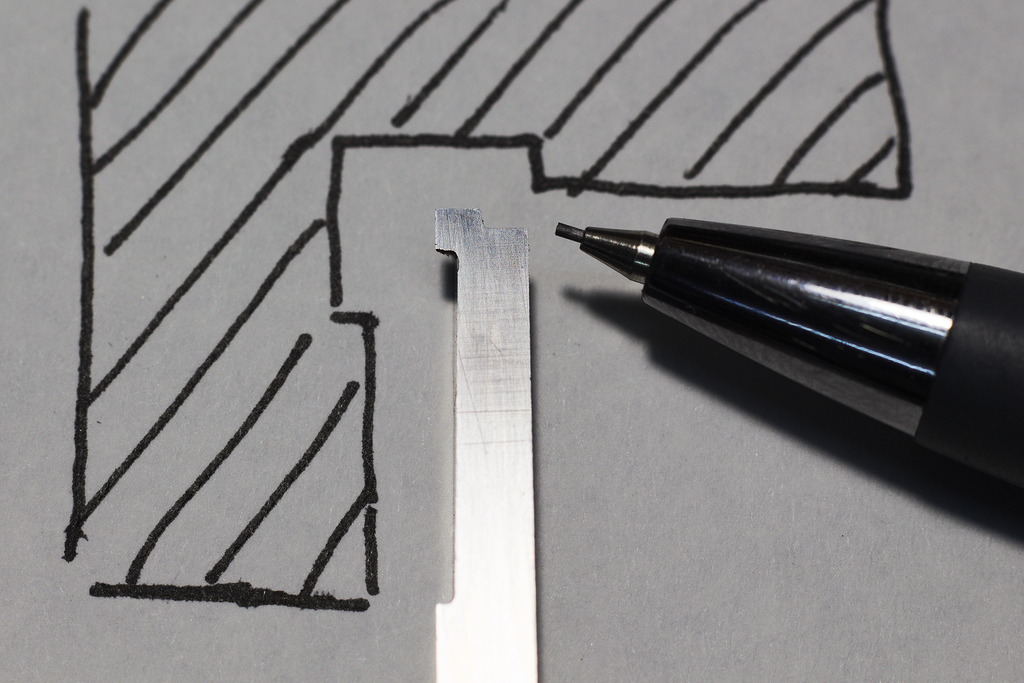
Der 4mm Hss war zu klein im Querschnitt, musste ich mit einem 8mm Drehling darunter stützen, sonst hat das Ding viel zu stark vibriert.
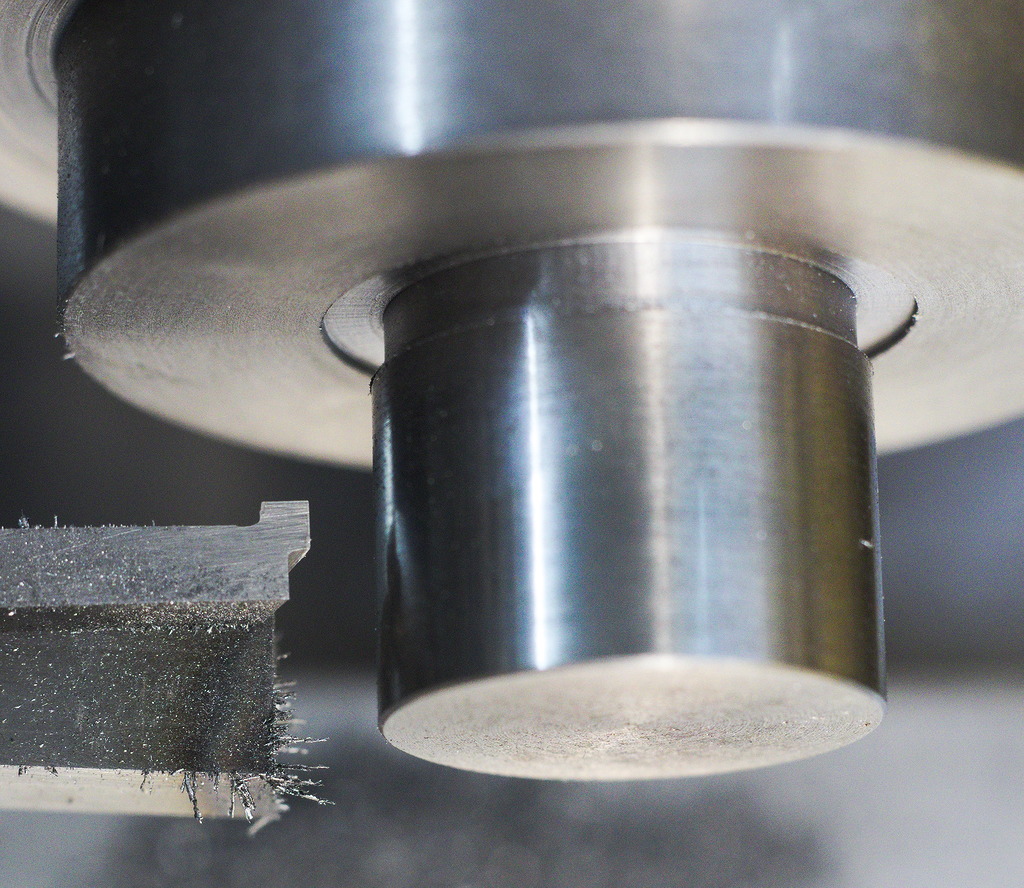

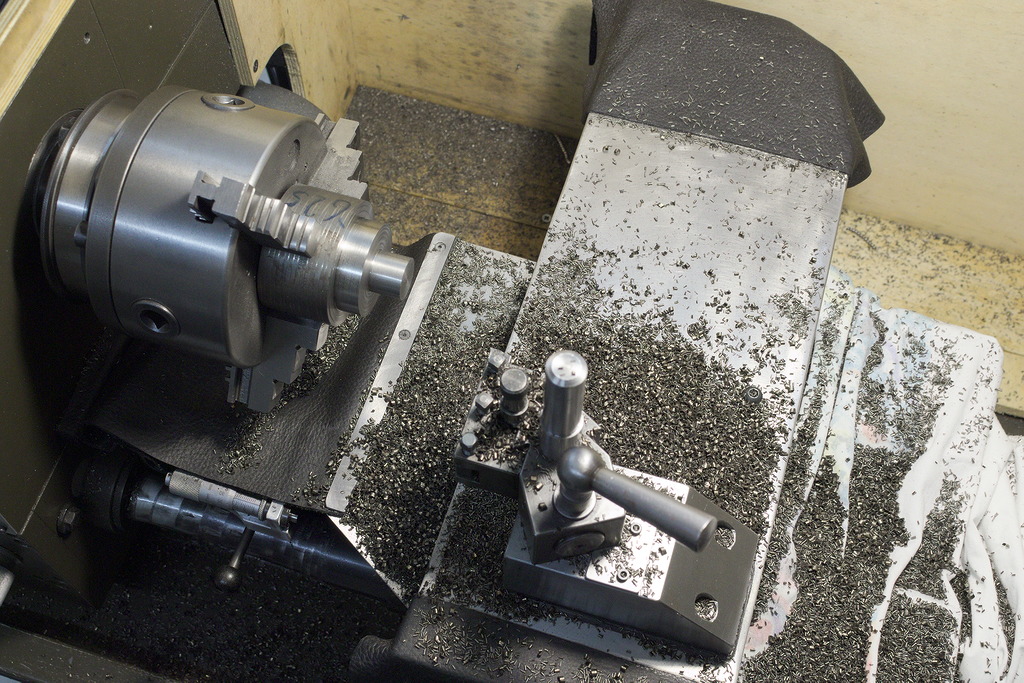
Das fertige Teil Abstechen – Alle sagen immer das man auf einer leichten Tischdrehmaschine nicht vernünftig abstechen kann.
Kann man schon – Gutes, sauber ausgerichtetes Stechwerkzeug, eng eingestellte Führungen, kurzer Überhang.

Teil umgedreht und auf dem 20mm Durchmesser mit einer 5C Spannzange gespannt um es plandrehen zu können. Ich hatte danach 1/100mm Planschlag, also hab ich die Fläche noch auf der Flachschleifmaschine leicht überzogen.

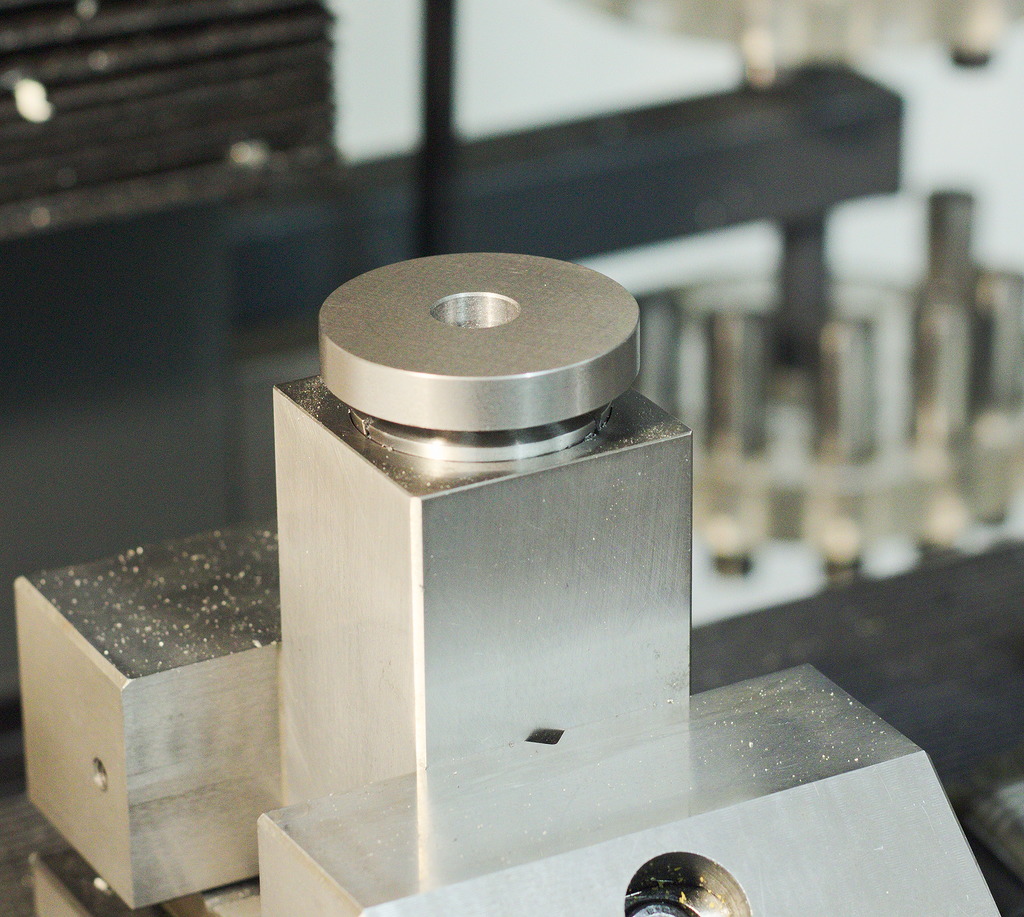
Die Exzenterbohrung habe ich auf der Fräsmaschine gefertigt, mit dem Teil wieder in einer 5C Spannzange gespannt.
Hier beim überprüfen des Planlaufs der Fläche zur Spindel der Maschine. Das ist insofern wichtig, das man die Bohrung gerne gerade durch das Teil hätte :-)

Vorgebohrt mit 6mm, aufgebohrt mit 11mm und dann aufgespindelt auf 12,01:

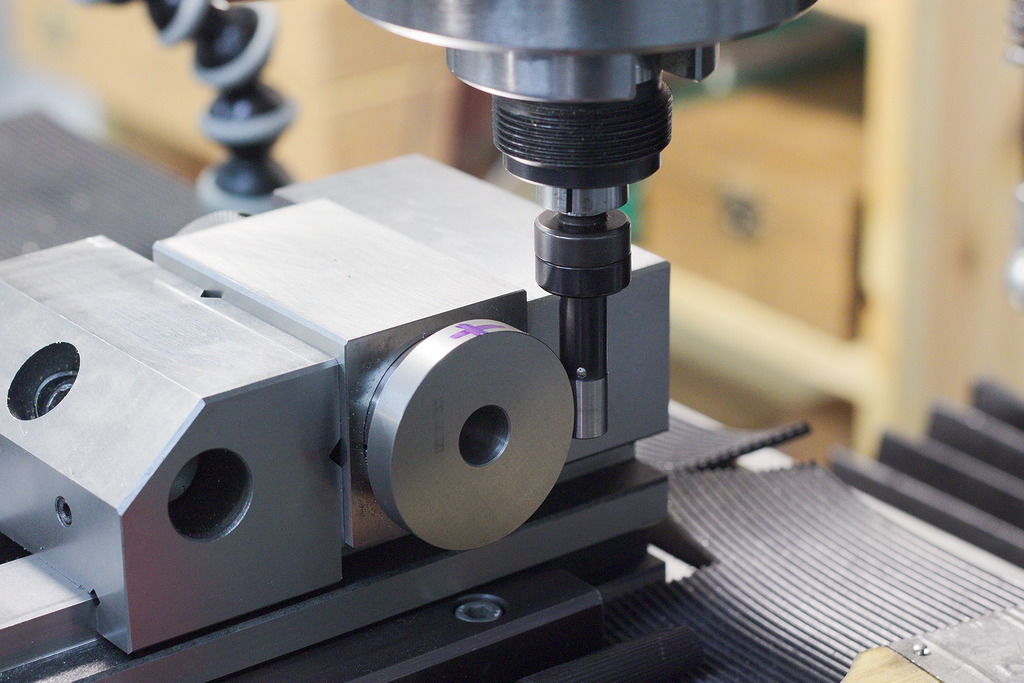
Und hier wird ersichtlich, warum ich das Teil in einem Spannzangenklotz gespannt habe – Damit habe ich automatisch die Ausrichtung der Exzenterbohrung nach dem Umspannen um quer zu bohren. Ausmitteln mit einem Kantentaster und dann bohren auf 4mm:
Die zweite Bohrung ist 180° gegenüberliegend zur 4mm Bohrung. Um das ausrichten zu können hab ich einen 4mm Stift in die Bohrung gesteckt und mit den geschliffenen Magneten im Schraubstock senkrecht ausgerichtet:


Danach war es einfach das Teil mit dem Kantentaster auszumitteln und zu bohren/senken:

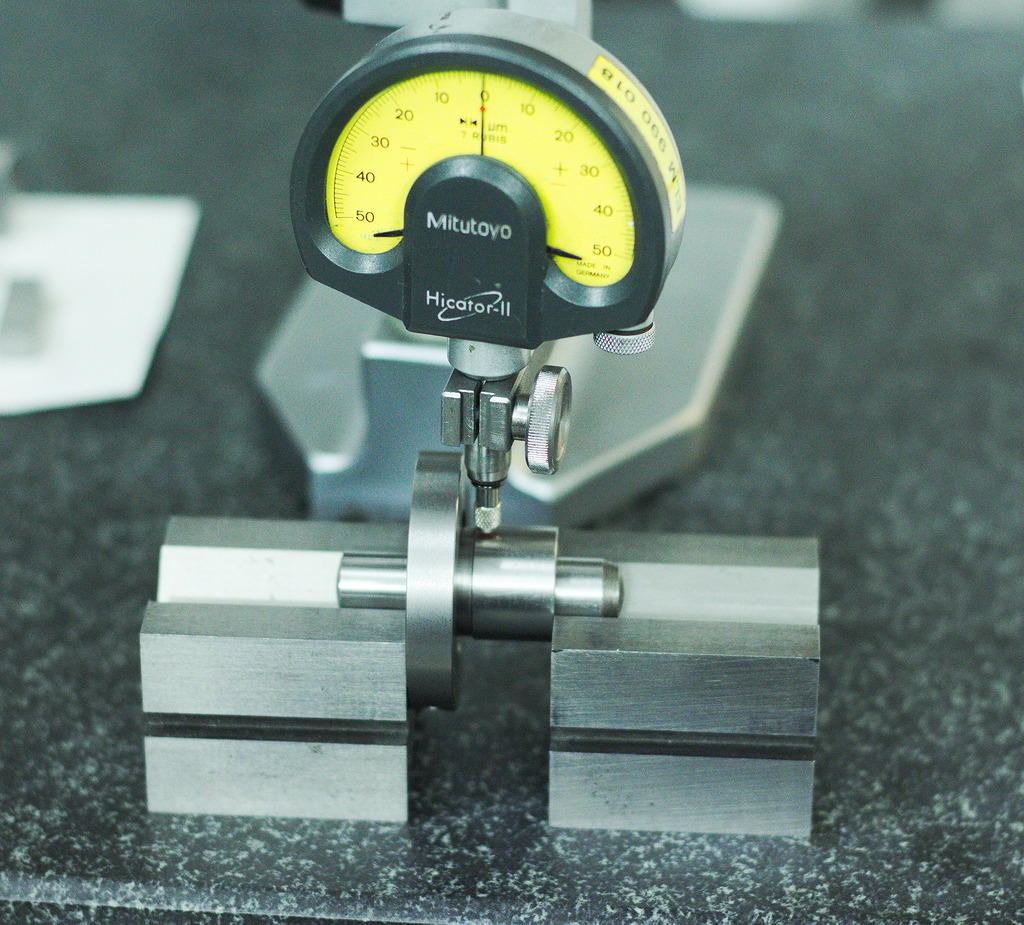
Kurze Prüfung ob das Zentrum der Mittenbohrung parallel zum 20r6 Passdurchmesser steht. Die Buchse hängt auf einem Zylinderstift der auf den zwei gleich hohen Prismen aufliegt. Höchsten Punkt jeweils am linken und rechten Ende des Zylinderabsatzes suchen und gegeneinander vergleichen. Danach Teil um 90° auf dem Zylinderstift verdrehen und die Messung wiederholen.
Dann weiß man durch die Abweichungen wie die Bohrung zum Zylinder steht, in zwei Richtungen.
Die Abweichung liegt in beide Richtungen deutlich unter 1/100mm:
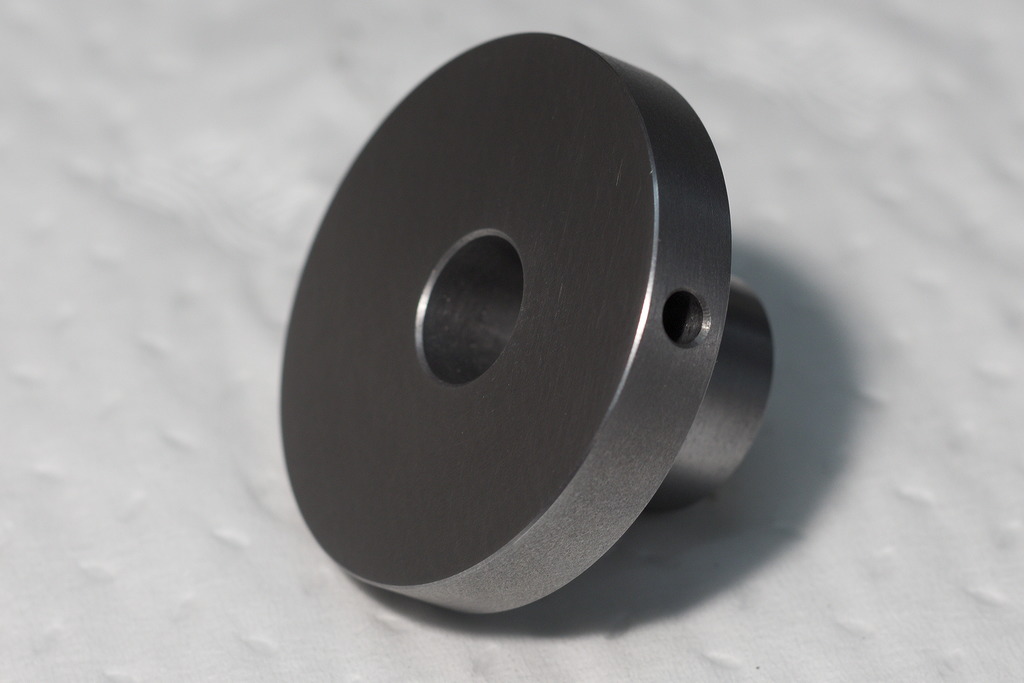
Das fertige Teil: