Also habe ich mich dazu entschlossen einen Teilkopf mit 5C Spannzangen zu ordern – Gekauft bei Chronos.Ltd in England.
Schon länger wollte ich einen Direktteilkopf mit Spannzangenaufnahme – Ursprünglich hatte ich dabei an ER-Spannzangen gedacht.<
ER Spannzangen kann ich bereits in meinem Rundtisch mittels MK2/ER16 bzw. ER25 Spannfutter nutzen und das System hat zwar den großen Vorteil dass die Zangen einen nutzbaren Spannbereich von 1mm haben allerdings kann man im Gegenzug keine kurzen Werkstücke damit spannen.
Also habe ich mich dazu entschlossen einen Teilkopf mit 5C Spannzangen zu ordern – Gekauft bei Chronos.Ltd in England.
(5C Spannzangen von 2-26mm in 1mm Stufung habe ich bei einem deutschen Händler bestellt)
Der Teilkopf hat eine 24er Teilscheibe, man kann Bohrungen in der Teilscheibe allerdings mit Madenschrauben verschließen – Dann überspringt der Raststift die verschlossenen Bohrungen.
Das Ding ist ein Nachbau des Hardinge HV-4N Teilkopfes – Den kriegt man von Hardinge immer noch neu und kostet 10000$ - Allerdings in einer ganz anderen Qualitätsklasse:
Hardinge HV-4N
Weiterbewegt wird die Teilspindel mit dem Hebel an der Vorderseite, der wie eine Ratsche wirkt. Man drückt ihn in Richtung Teilkopf um den Indexstift zurückzuziehen und drückt ihn dann nach hinten, vom Bediener weg, dabei dreht sich die Spindel mit – Wie in diesem kurzen Video zu sehen:
Kurzes Video auf Instagram vom Teilkopf im Einsatz
Auf diese Weise kann man Teilungen sehr schnell herstellen – Zusätzlich hat man den Hebelspanner für die 5C Spannzangen, der einen schnellen Werkstückwechsel erlaubt.
Nach Ankunft habe ich den Teilkopf direkt komplett zerlegt und gesäubert:

Das Konservierungsfett ist bei weitem nicht mehr so schlimm wie noch vor einigen Jahren, aber trotzdem findet man Dreck und Konservierungsfett an Stellen an denen man es besser nicht haben möchte.
Die meisten Teile haben in das Ultraschallbad gepasst, das große Gussteil habe ich nur mit WD40, Bürsten und Druckluft gereinigt.
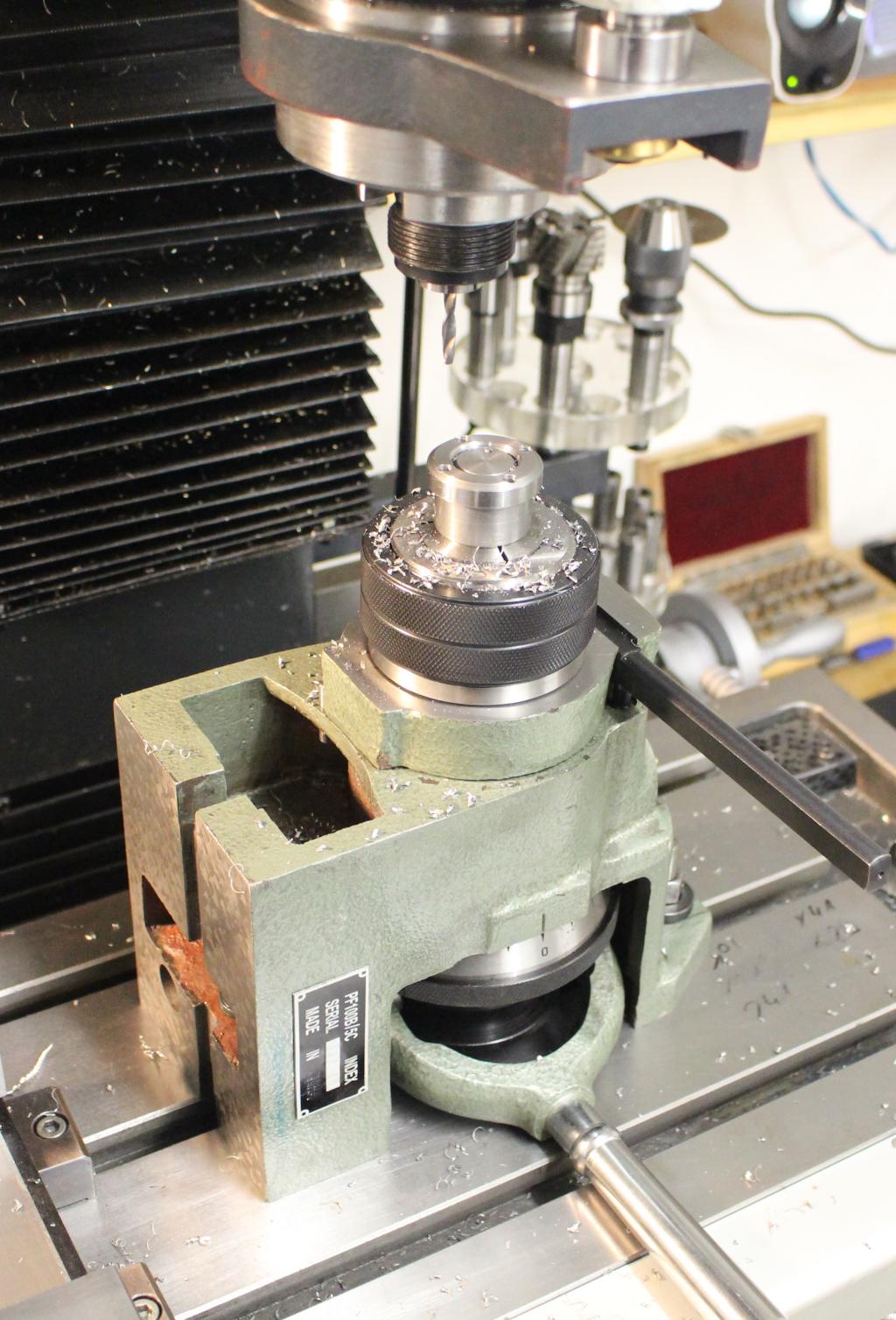
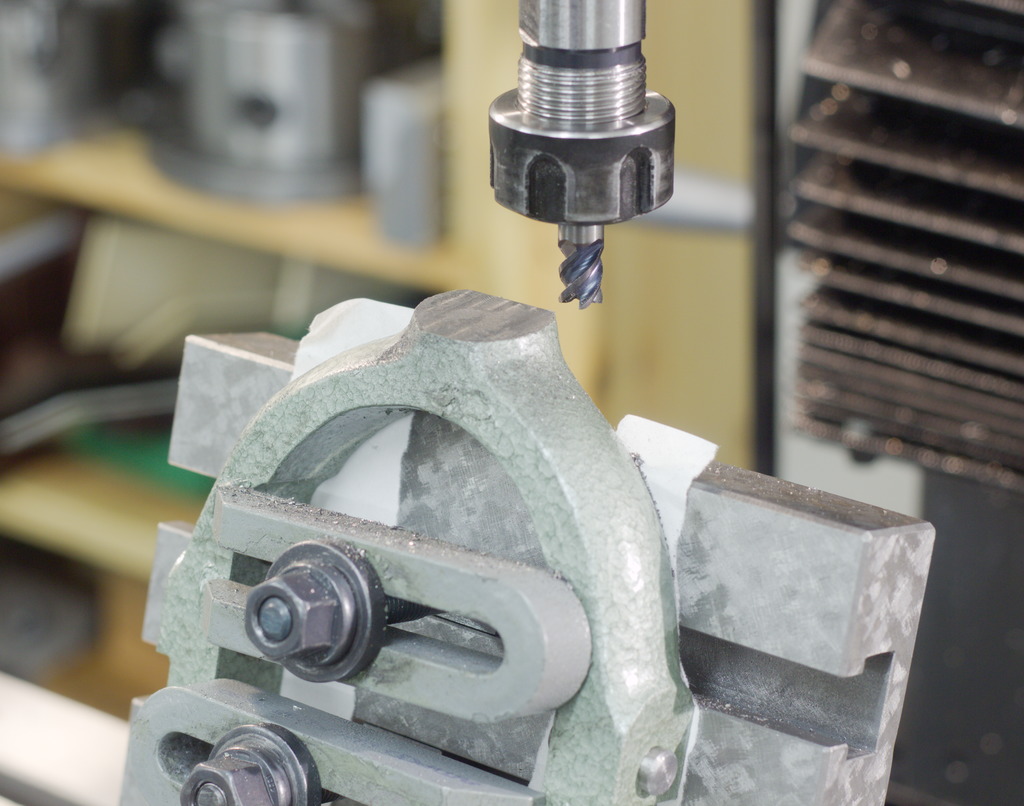
Den Teilkopf habe ich zwischenzeitlich schon für zwei Arbeiten eingesetzt, zuletzt in stehender Position zum Bohren:

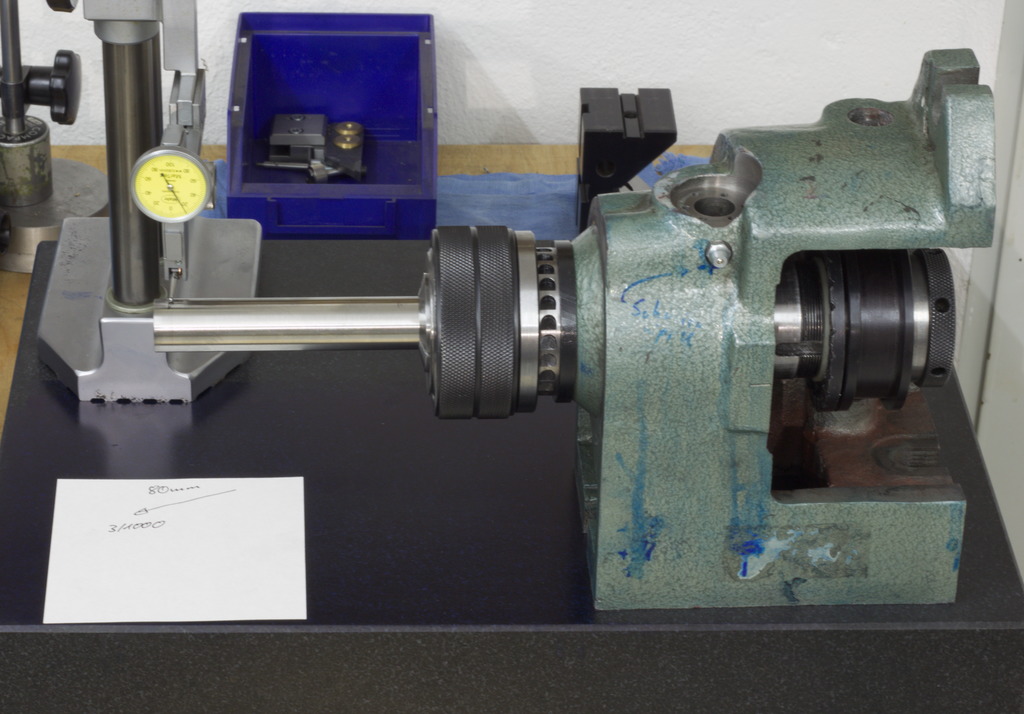
Nachdem ich ja grundsätzlich keine Ruhe geben kann, hab ich den Teilkopf auf die Messplatte gestellt, einen nicht-krummen 10mm Zylinderstift rausgesucht und gemessen ob die Teilspindel parallel zur Fußfläche liegt:
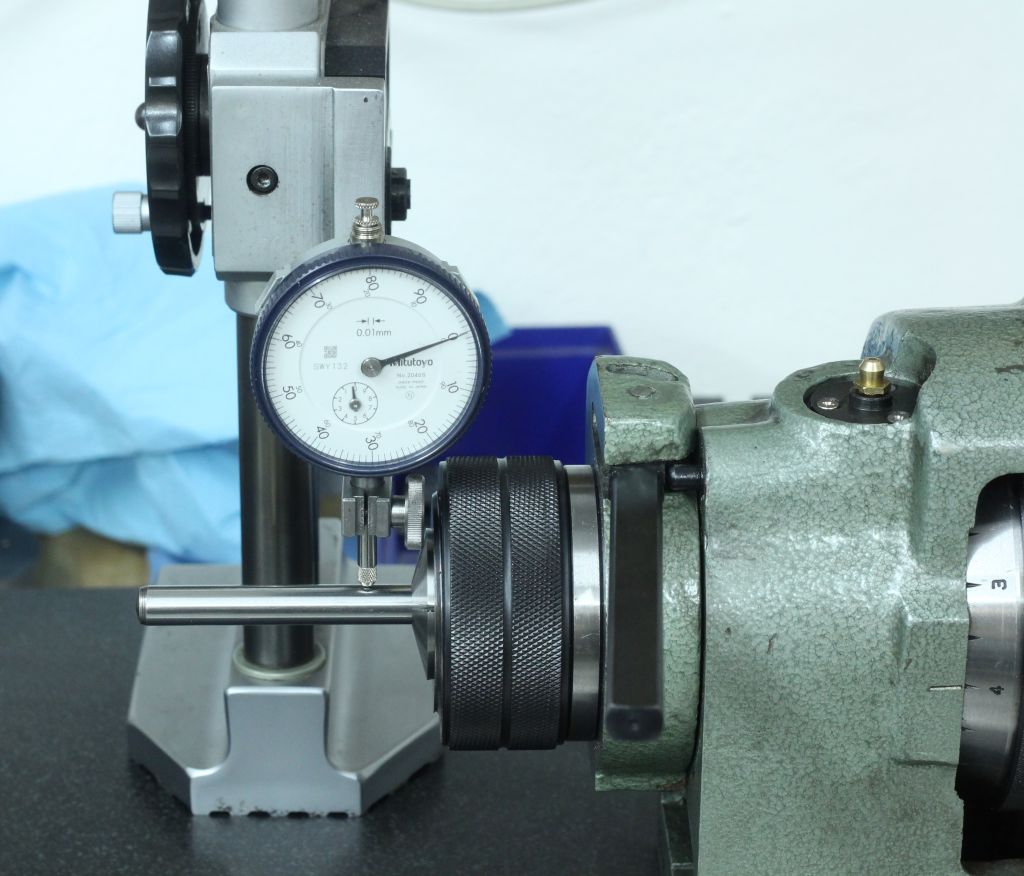
Distanz zwischen den beiden Messungen lag bei etwa 50mm, die Abweichung beträgt dabei 2/100mm.
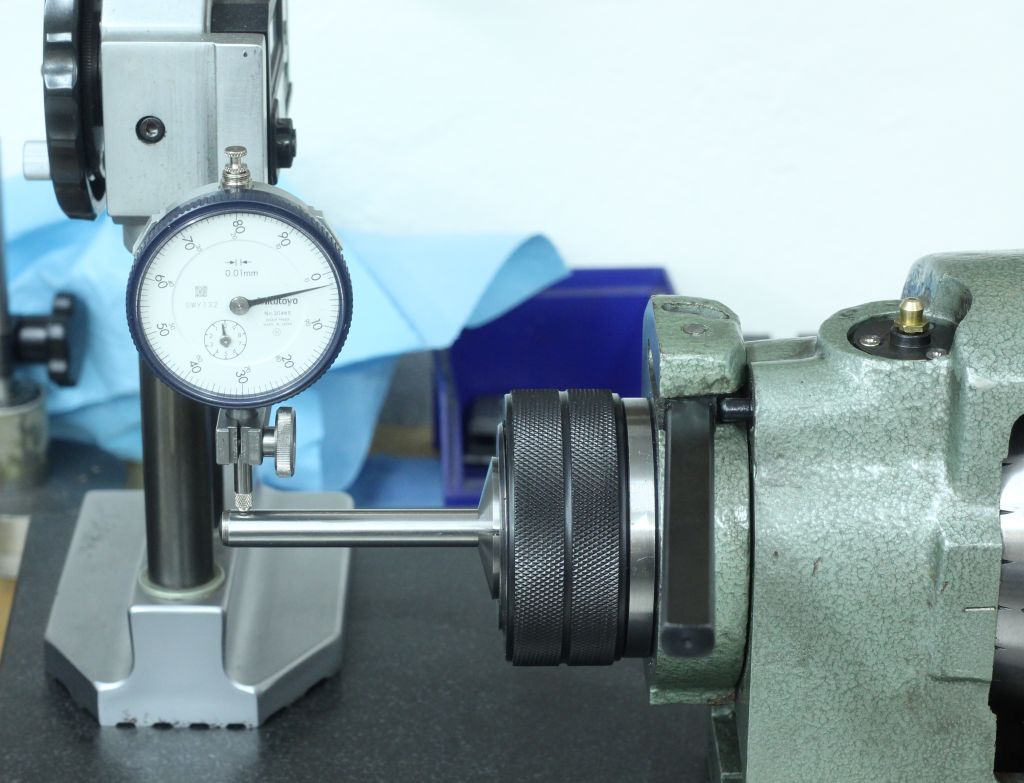
Als nächstes habe ich die Rechtwinkligkeit der beiden Aufspannflächen zueinander kontrolliert – Hier liegt die Abweichung bei etwa 3/100mm auf ganzer Länge:

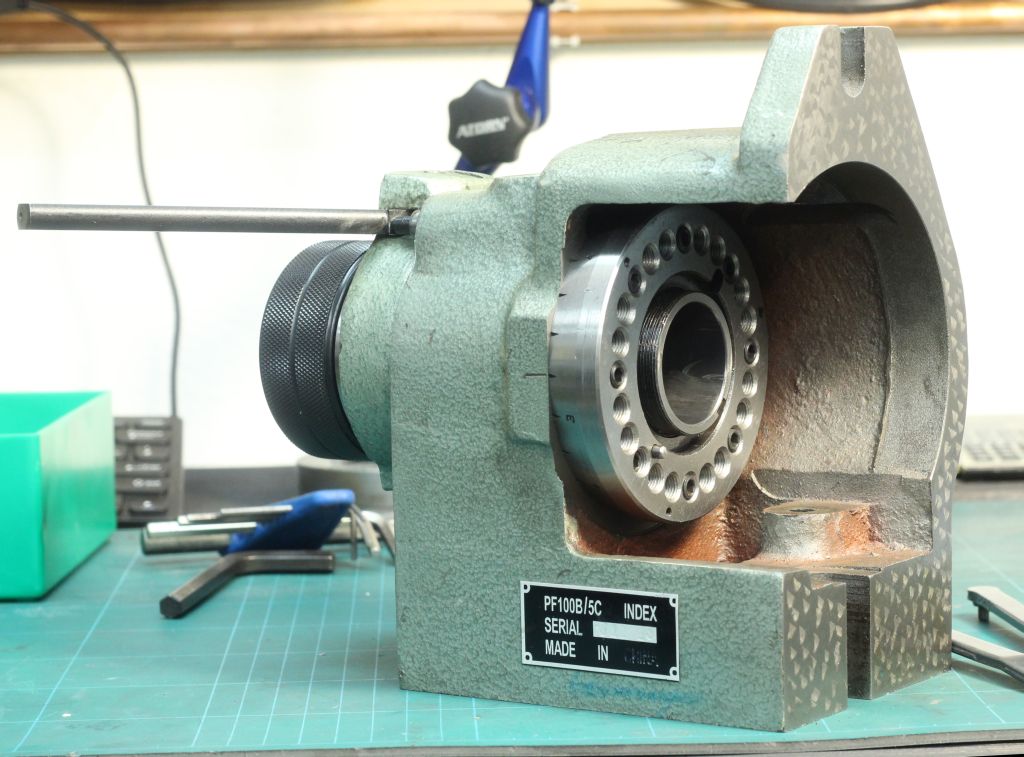
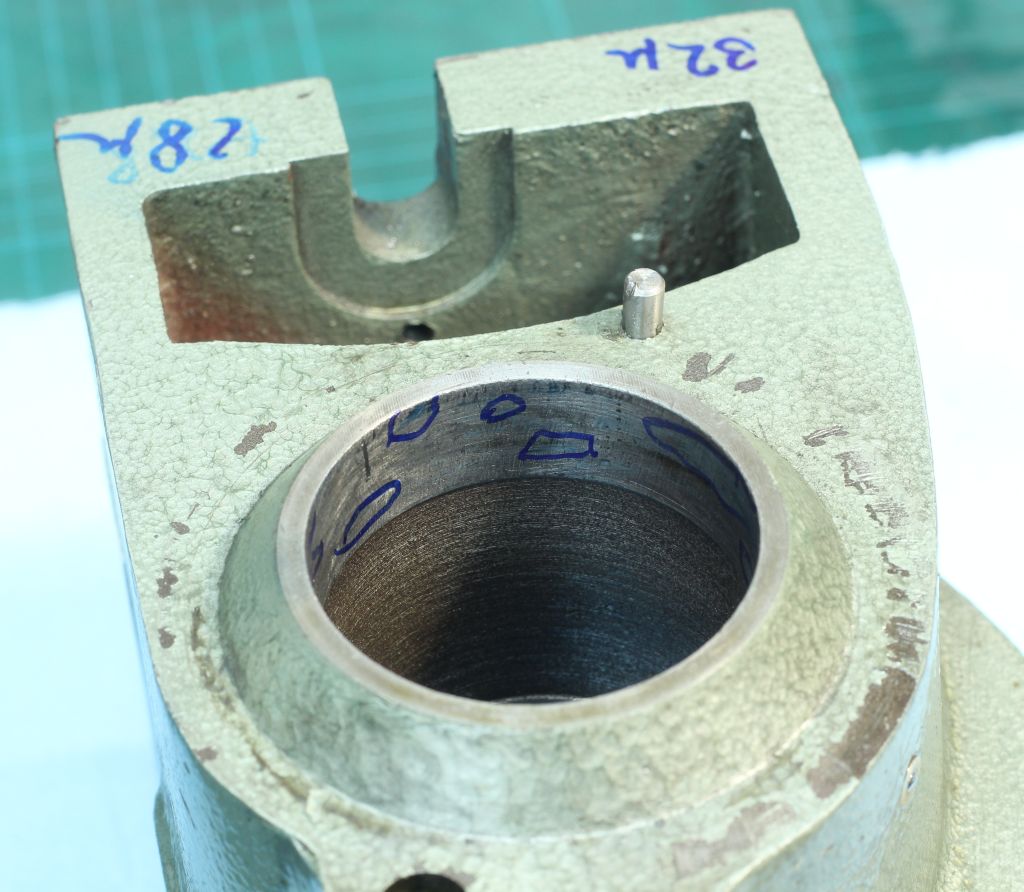
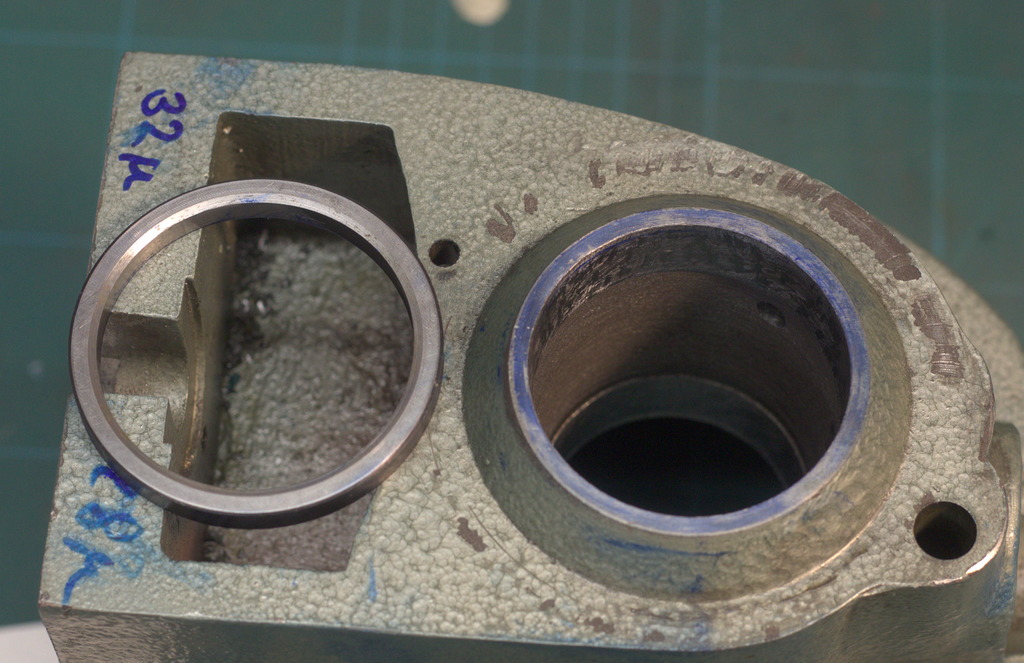
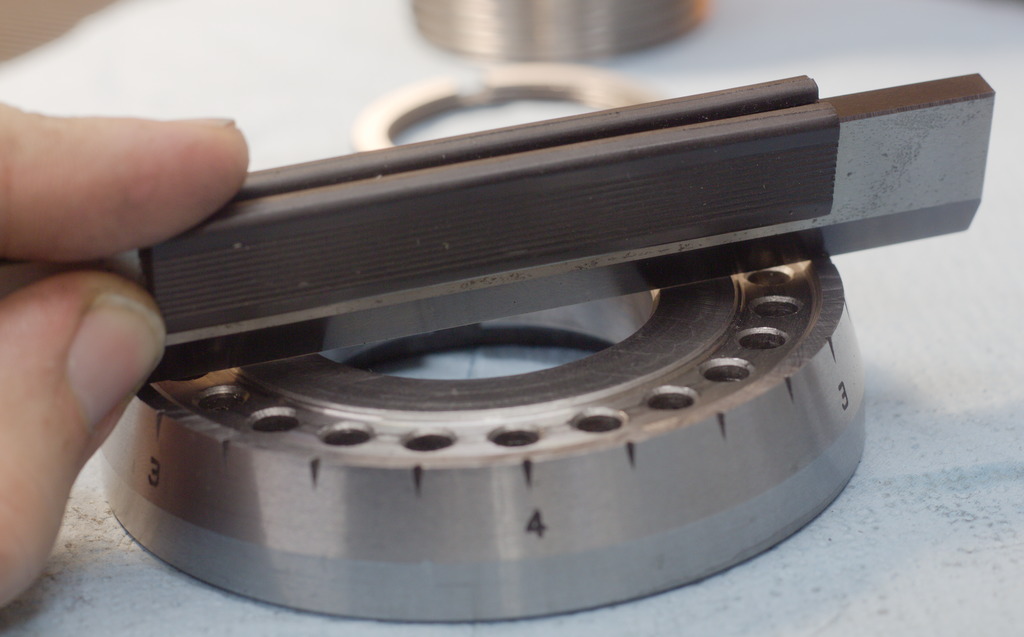
Danach habe ich die Spindel gezogen, dafür muss das Zugrohr für die Spannzangen und die Teilscheibe ausgebaut werden. Hier sieht man noch die Teilscheibe mit den Madenschrauben um unbenutzte Bohrungen zu maskieren. Sind die Schrauben zurückgedreht kann der Indexstift in die Bohrung eingreifen, ist die Madenschraube fast bis Anschlag geschraubt überspringt der Stift die Bohrung:
Die Spindel ist gehärtet, nach meinen Härteprüffeilen liegt sie bei 45-55HRC, ist also nicht glashart, aber schon deutlich vergütet.
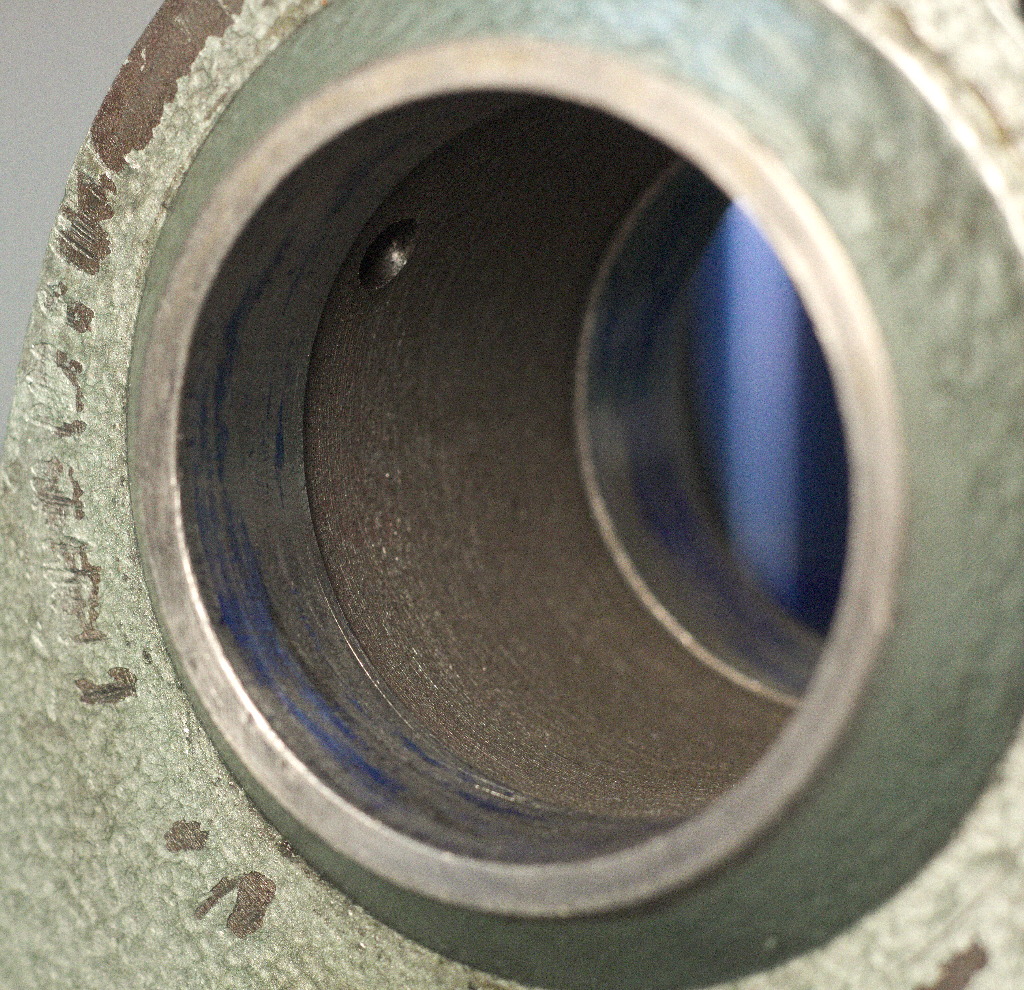
Man sieht auch das große konische Gleitlager:

Der Indexstift, das Zwischenrad und der Druckbolzen sind ebenfalls gehärtet, diese liegen bei 55-60HRC.
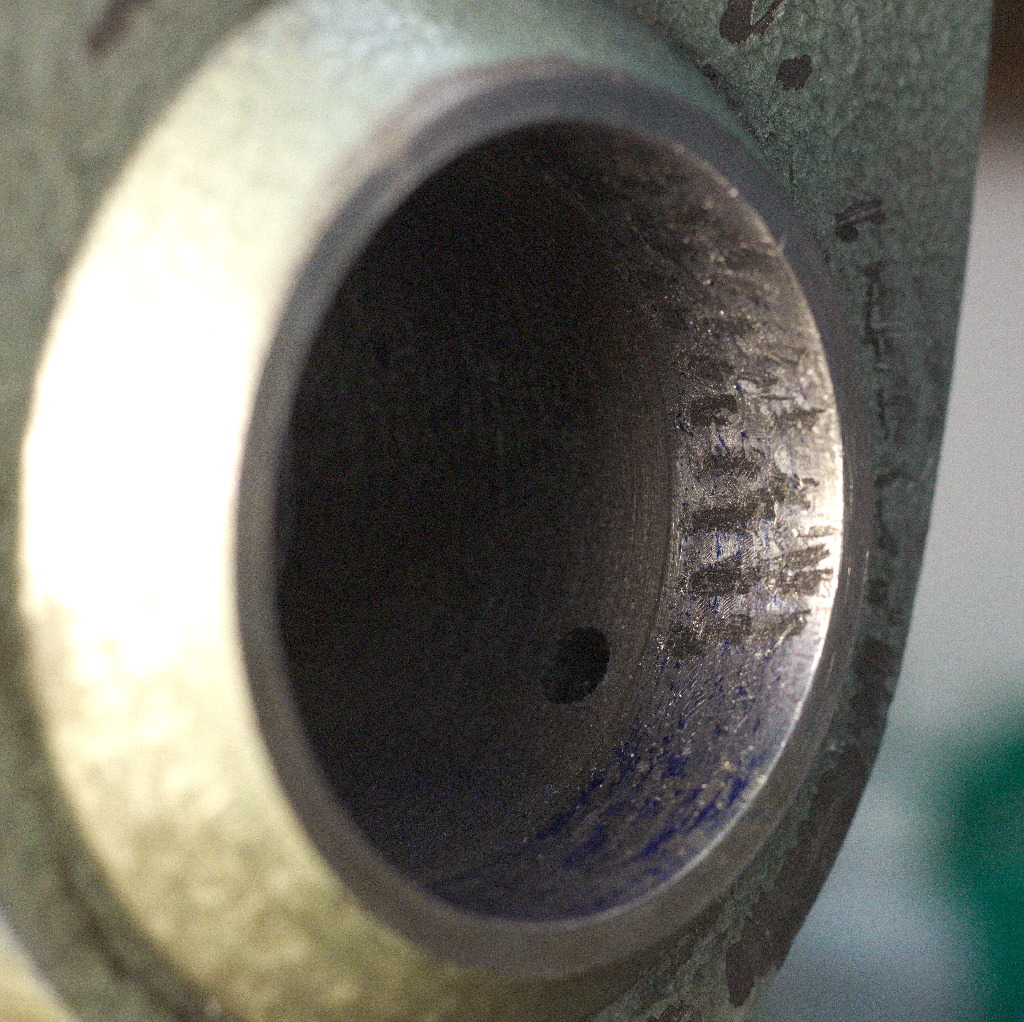
Das große Kegellager im Gusskörper habe ich abtuschiert – Sehr dünn mit Diamant Tuschierpaste eingestrichen, die Spindel mit einem leichtem Handschlag in den Sitz bedrückt und minimal verdreht. Das Tuschierbild ist sehr, sehr schwach, dürfte aber relativ realistisch sein:


Auch wenn der Kegelsitz verdächtig nach gemeißelt aussieht, trägt er doch rundherum mehr oder weniger gut.
Wie versprochen, mache ich mich daran den Teilkopf einen Hauch genauer zu machen.
Ich fange mit dem Lagersitz für die Spindel an und arbeite mich von da nach unten.
Warum in der Reihenfolge?
Es ist leichter die Lage der planen Flächen zu korrigieren als die Lage des konischen Lagersitzes.
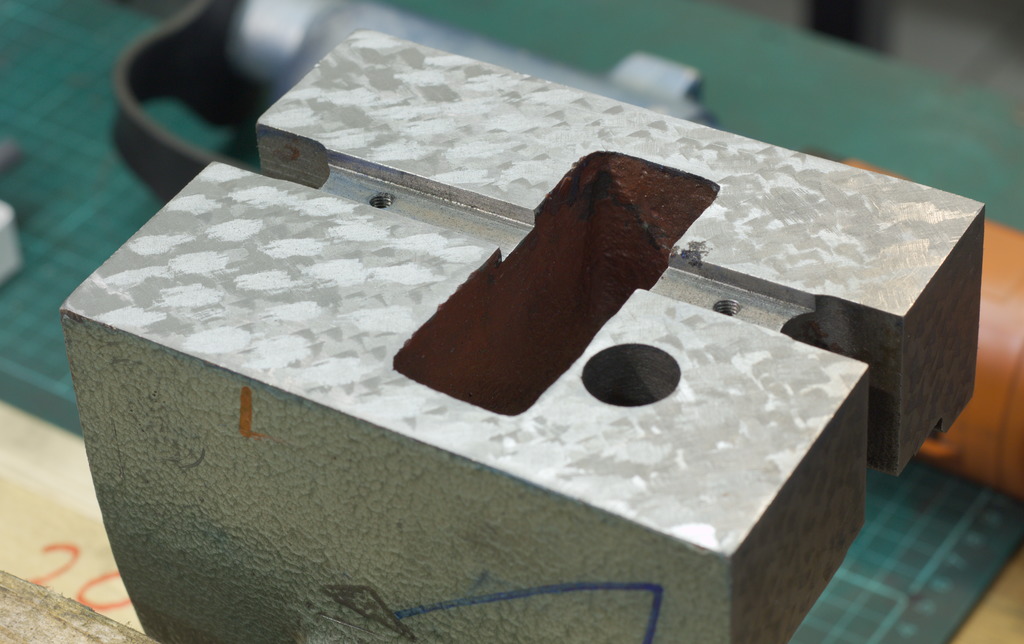
Der Lagersitz ist von Haus aus relativ gut passend, aber der Traganteil etwas komisch verteilt.
Abtuschiert habe ich mit Dykem, ist mit dem Auge (Und in Foto/Film) einfach besser zu erkennen:

Zum Schaben habe ich mir anfangs zwei Schaberklingen aus Stichelrohlingen geschliffen:

Mit der linken Klinge kann ich auf Stoß schaben, mit dem anderen seitlich, wie mit einem Dreikant- oder Löffelschaber.
Später hab ich mir dann noch einen langen Dreikantschaber mit einer Hartmetallklinge zusammengestrickt – 6mm Hartmetallrund mit Loctite 648 in ein Stück Alurohr eingeklebt:

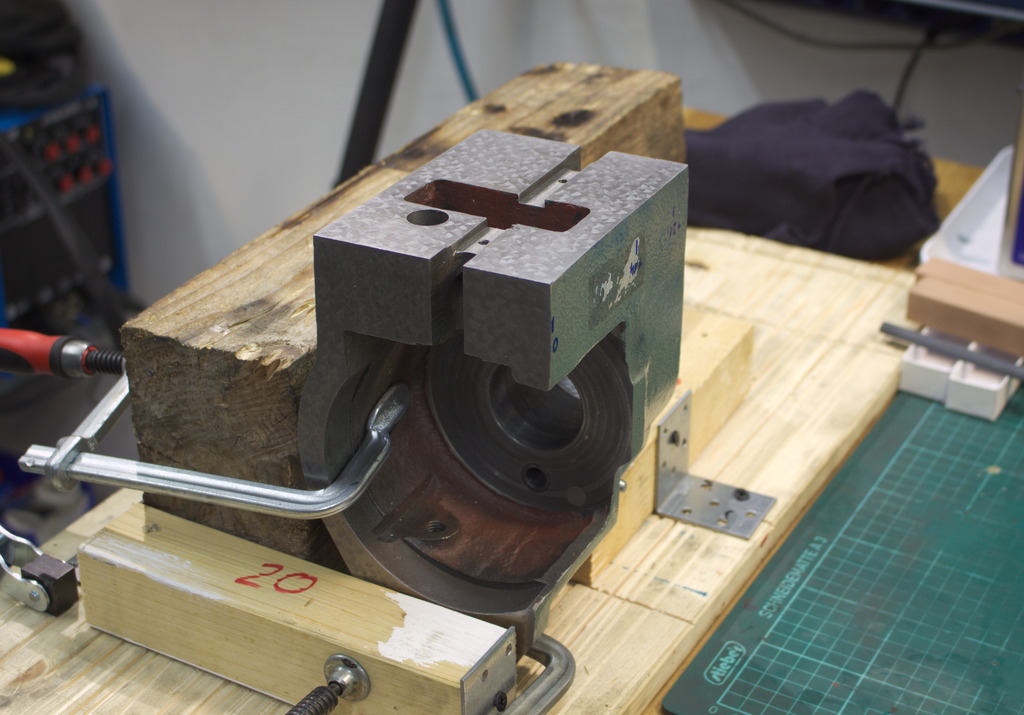
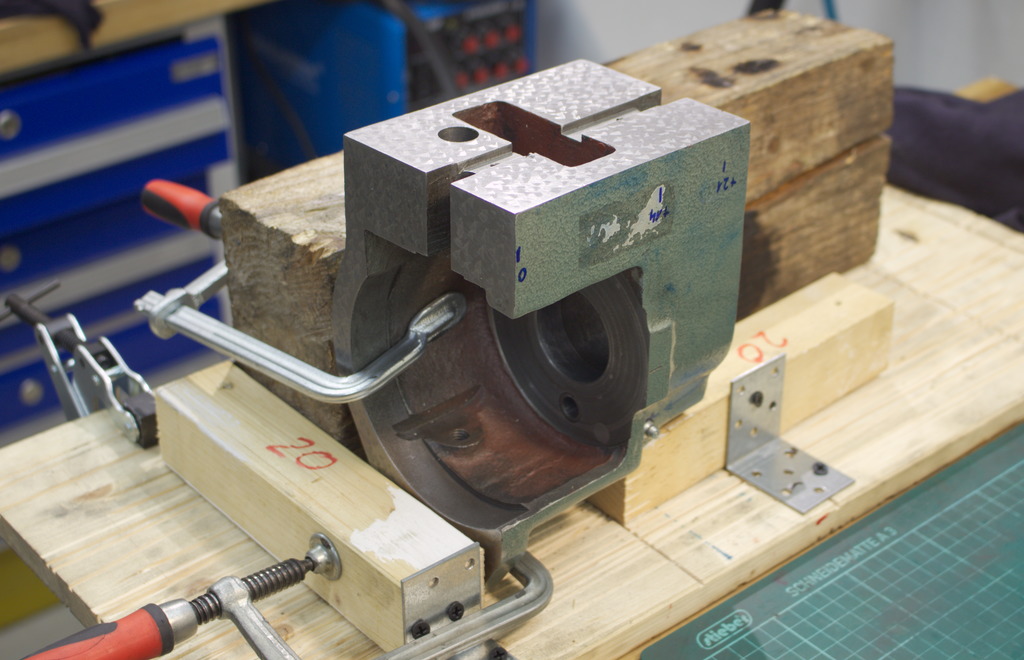
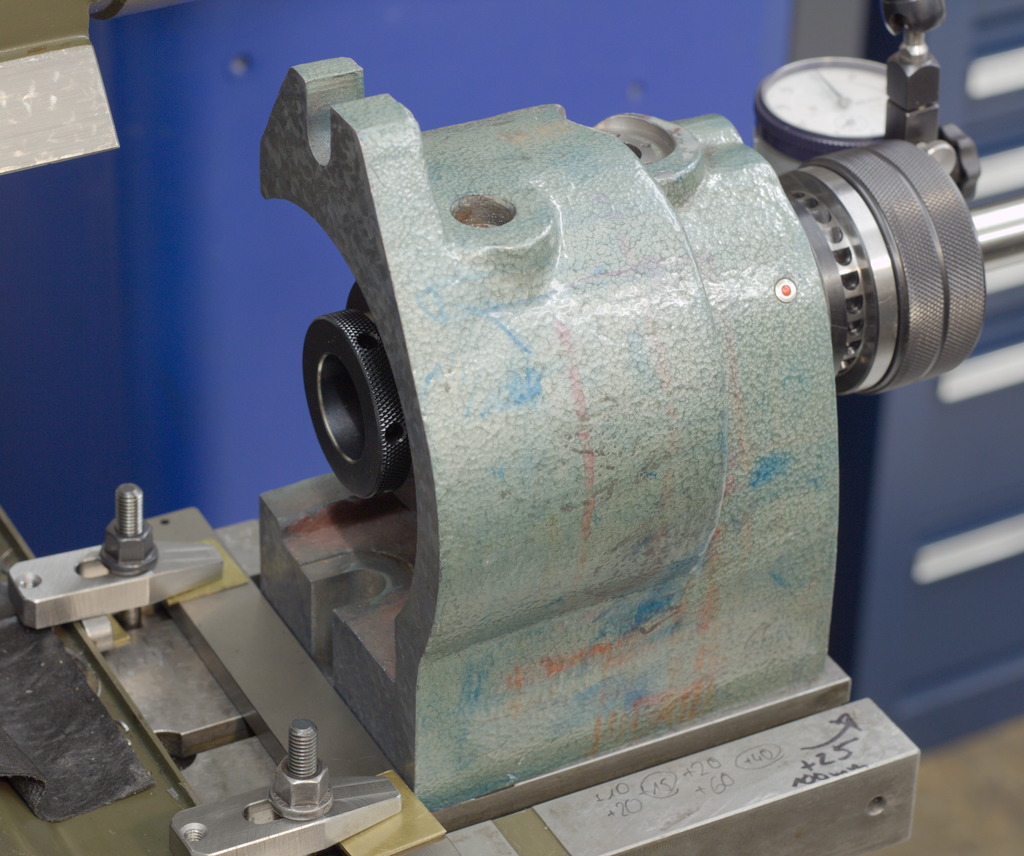
Das Ding festhalten um die Bohrungen umlaufend halbwegs bequem bearbeiten zu können hab ich mir das Gussteil mit einer Zwinge gegen einen Aufspannwinkel geklemmt, so konnte ich Schrittweise weiterdrehen. Mein Rundtisch war leider etwas zu klein dafür:


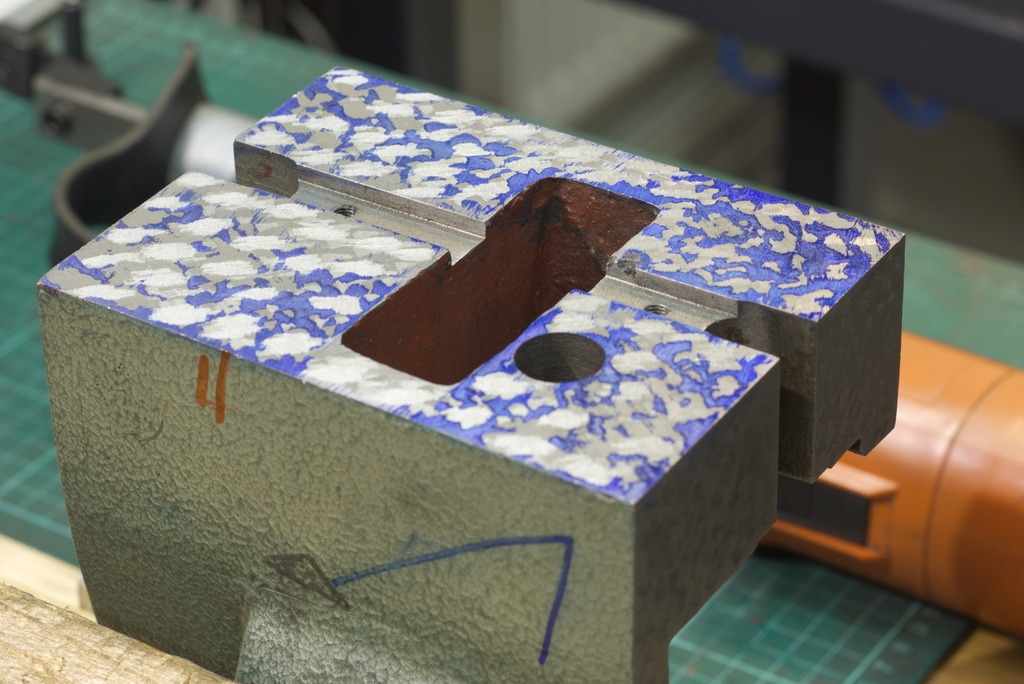
Hier der Versuch ein halbwegs sinnvolles Schabebild mit wechselnder Schaberichtung zu bekommen:
So sieht das Tragbild am vorderen Lagersitz nach etwa fünf Durchgängen aus:


Und so am hinteren (leicht verschmiert, ein Hauch zu viel Farbe):

Damit bin ich erst mal mehr oder weniger Zufrieden, wichtig war mir, dass der Kegel in beiden Sitzen sauber trägt und nicht verkippeln kann. Das habe ich geprüft in dem ich die Spindel in den Sitz gestellt, eine 2/1000 Uhr angeschlagen und seitlichen Druck oben und unten an der Spindel ausgeübt habe – Würde die Spindel kippen, könnte ich das an der Uhr ablesen, allerdings war praktisch nicht mal ein Nadelzittern zu erkennen.
So kann man die Spindel aber nicht nutzen, der Kegel ist selbsthemmend, wenn man minimale axiale Kraft ausübt, sitzt er Bombenfest und lässt sich nur von hinten her austreiben. Deswegen gibt es einen Distanzring der zwischen dem vorderen Ende der Spindel und einer Planfläche am Gehäuse liegt – Durch dünner schleifen dieses Ringes kann die Eintauchtiefe im Kegelsitz eingestellt werden (Und damit auch das Radialspiel).
Nachdem ich am Kegelsitz geschabt habe, ist die Spindel tiefer in den Sitz gerutscht, mit dem originalen Distanzring hat die Spindel ein seitliches Spiel von 3/100mm, viel zu viel.
Nach etwas hin und her rechnen habe ich ziemlich genau 0,11mm vom Distanzring abgeschliffen und die Spindel sitzt jetzt absolut satt in ihrem Sitz, hat seitliches Spiel das für mich nahe am nicht-sinnvoll-messbaren liegt und lässt sich von Hand gerade noch durchdrehen.
Vor dem Schleifen habe ich noch die Planfläche am Gehäuse mit der Spindel und dem Distanzring abtuschiert, alles in Ordnung:
Die Teilscheibe liegt wie eine große Beilagscheibe zwischen dem Gussgehäuse und der Mutter zum Einstellen des Axialspiels – Hier wäre es natürlich schön, wenn sie Flächig anliegt und nicht hohl wie eine Tellerfeder wäre:
Zuerst die Rückseite parallel zur Anlauffläche geschliffen, dann umgedreht und die Anlauffläche parallel dazu geschliffen:

Was ich ändern möchte ist die Art der Betätigung des Indexstiftes – Bisher wird der Stift durch nach hinten drücken des Ratschenhebels ausgekuppelt. Das ist sehr schnell, aber der Bewegungsablauf dafür ist etwas komisch.
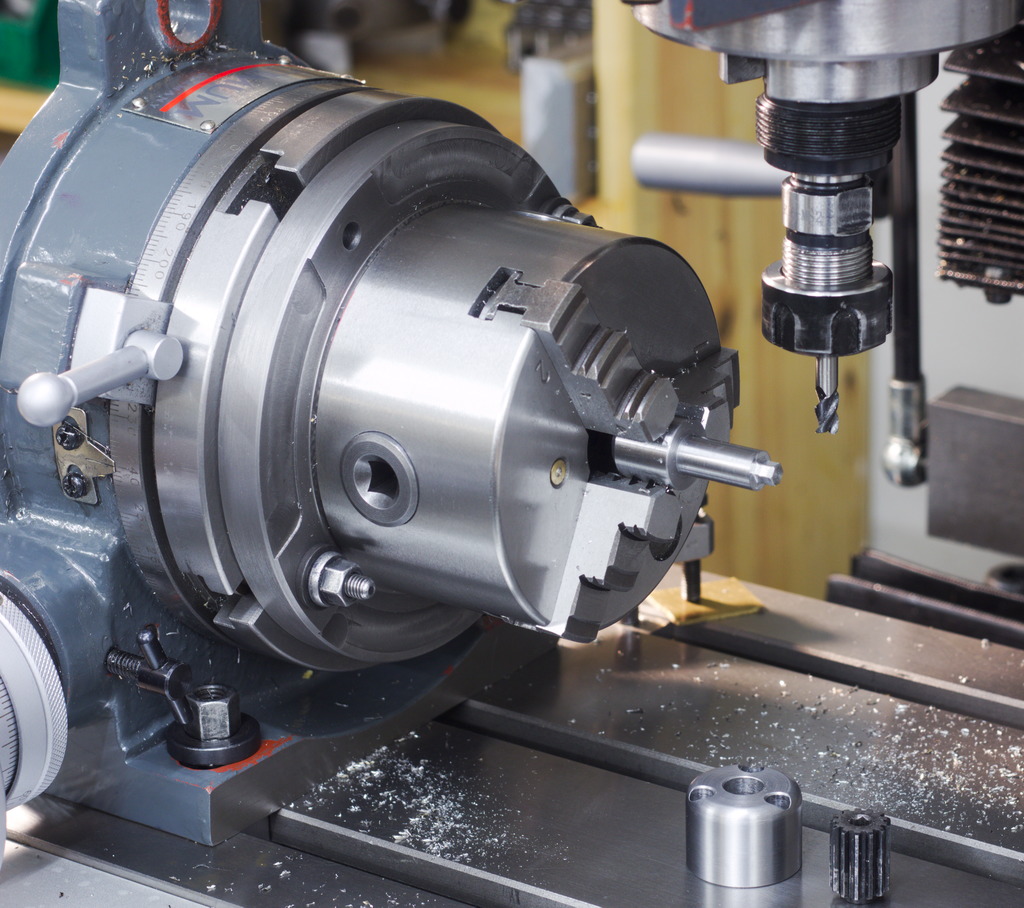
Der Originale Teilkopf von Hardinge hat einen Hebel zum ausrücken des Indexstiftes, und das möchte ich auch so machen – An der Stelle an der das Zahnrad zur Betätigung des Indexstiftes sitzt werde ich einen kleinen Lagerbock aufschrauben mit einem Hebel der direkt auf das Zahnrad wirkt - Hier mit dem Inbusschlüssel simuliert (Das Zahnrad hat freundlicherweise einen Innensechskant):

Die Auskuppelmechanik vom Ratschenhebel lege ich still, der Hebel selbst wird kürzer und bekommt einen schönen Kugelgriff.
Das ist der Lagerbock für den Ausrückhebel – Gedreht aus C45:

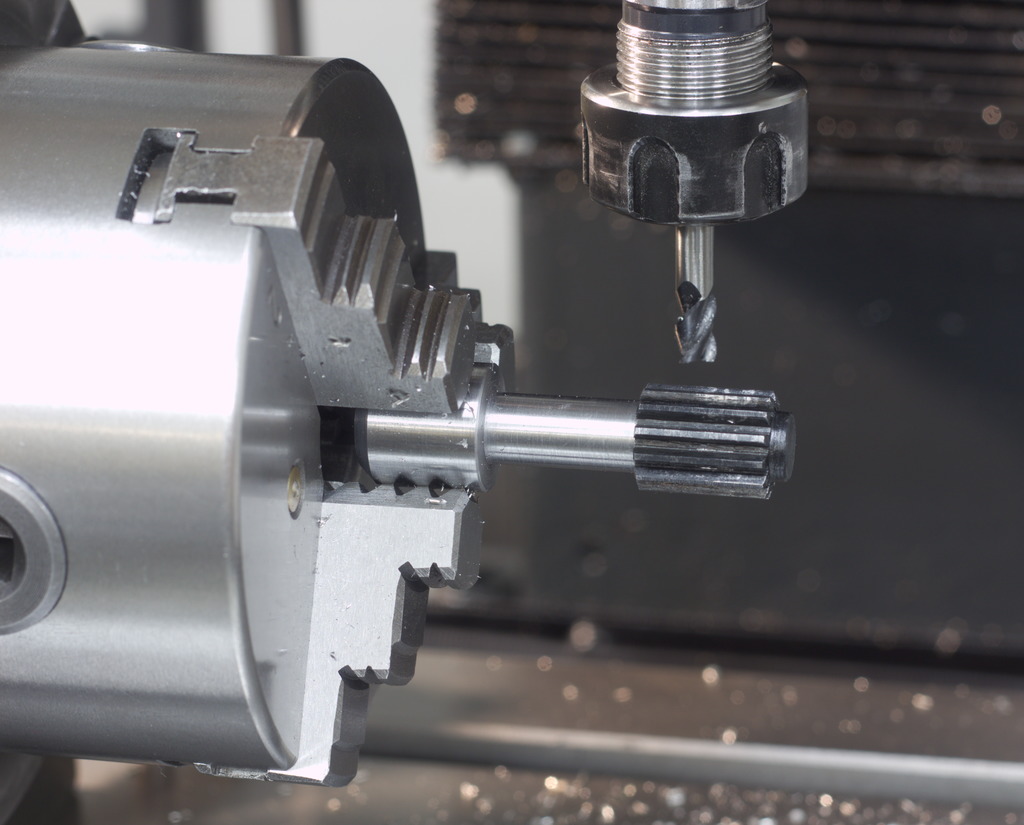
Die Welle für die Ausrückmechanik ist aus 42CrMo4 gedreht, hier beim fräsen des Sechskants:
Das Zwischenzahnrad der bisherigen Ausrückmechanik passt satt auf den Sechskant:
Die neue Ausrückmechanik:

Der Spannhebel für die Spannzangen gefällt mir nicht – Das angegossene Ding hab ich abgesägt...

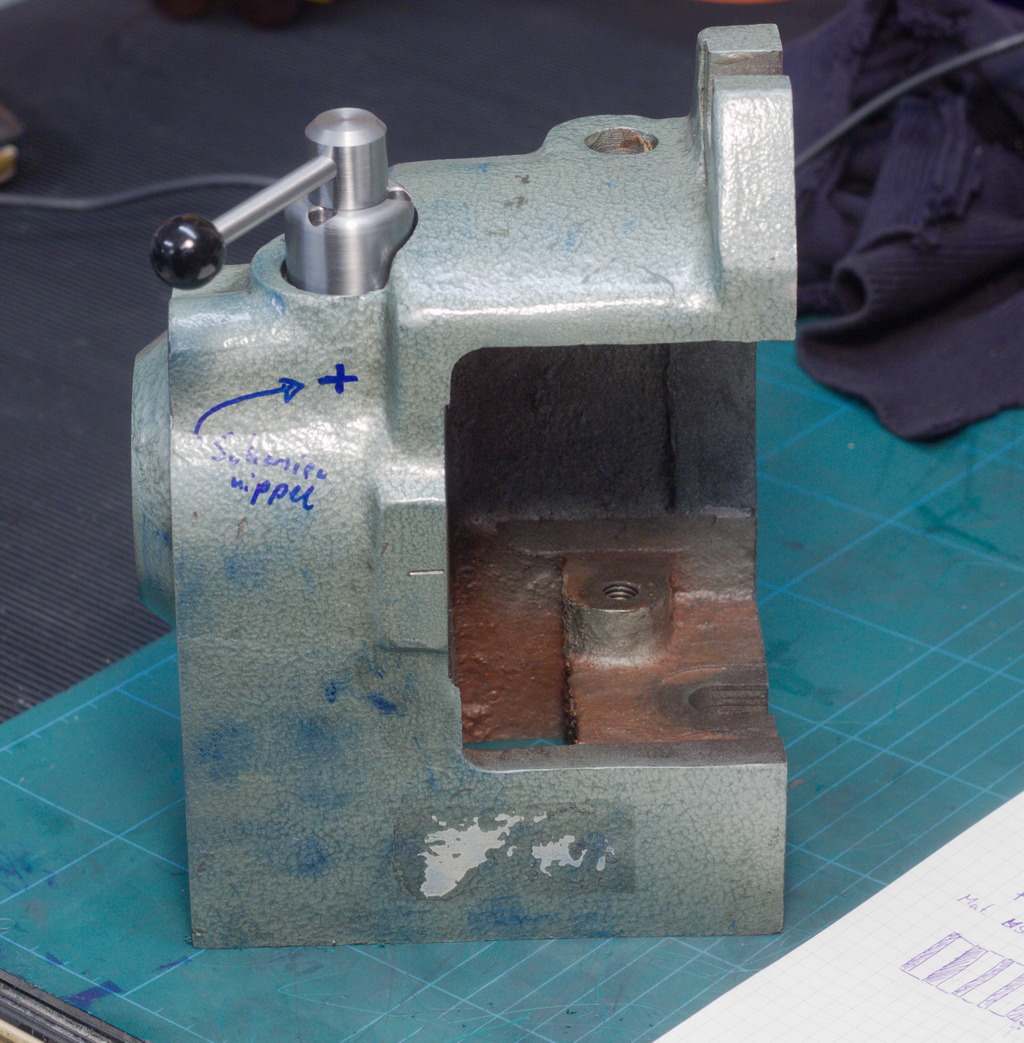
...und auf dem einstellbaren Winkeltisch aufgespannt:
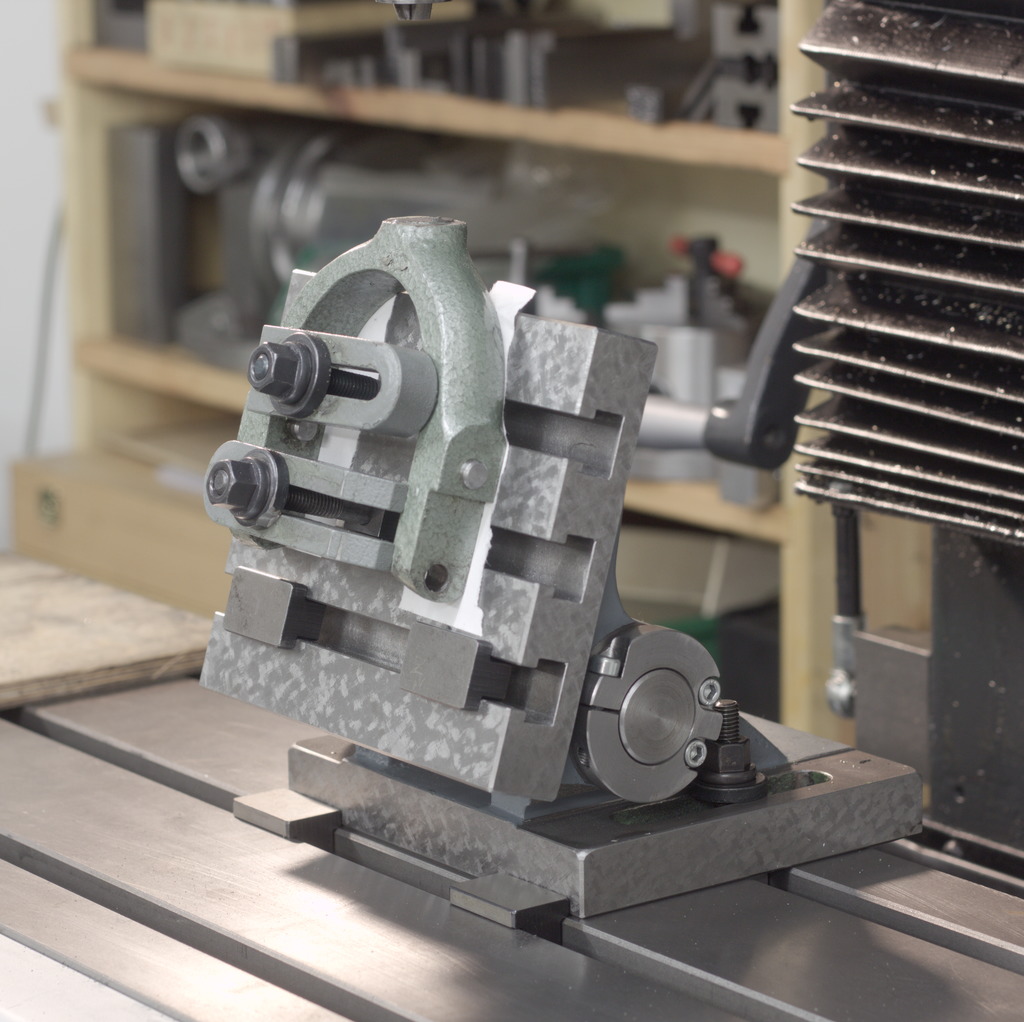
Und mit einem aufgepratzten Parallelstück ausgerichtet:
Danach konnte ich die Sägefläche überfräsen, bohren und ein M8 Gewinde schneiden:

Bevor ich jetzt irgendwas anderes dran rumfummel, schabe ich den Fuß parallel zur Spindel (und die zweite Fläche rechtwinklig dazu).
(Hat leider nicht sinnvoll auf die Stoßmaschine oder die Flachschleifmaschine gepasst)
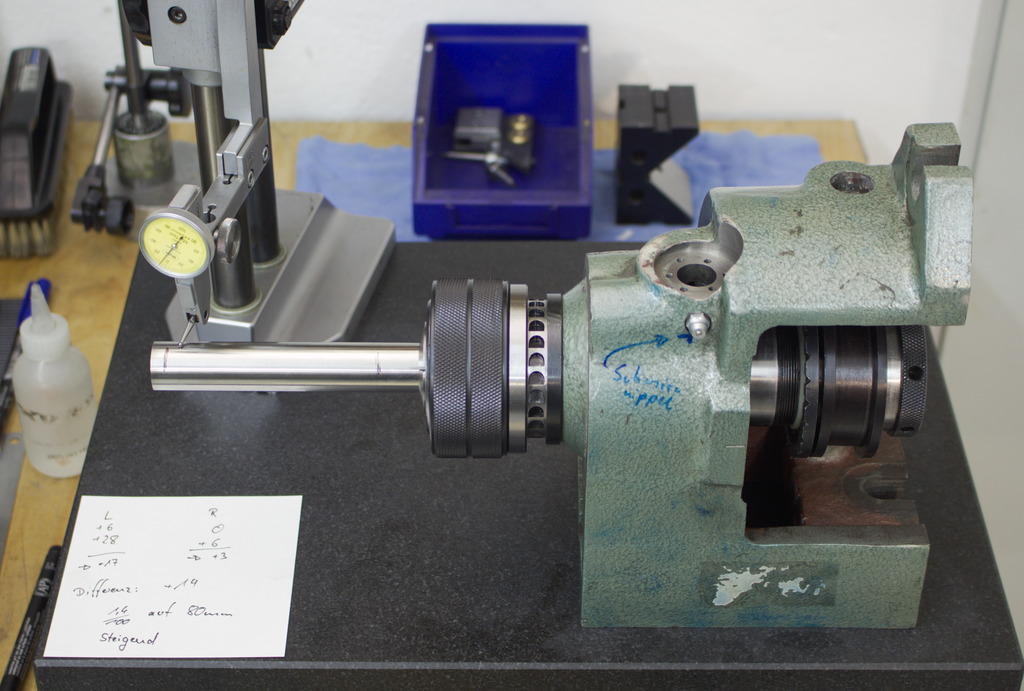
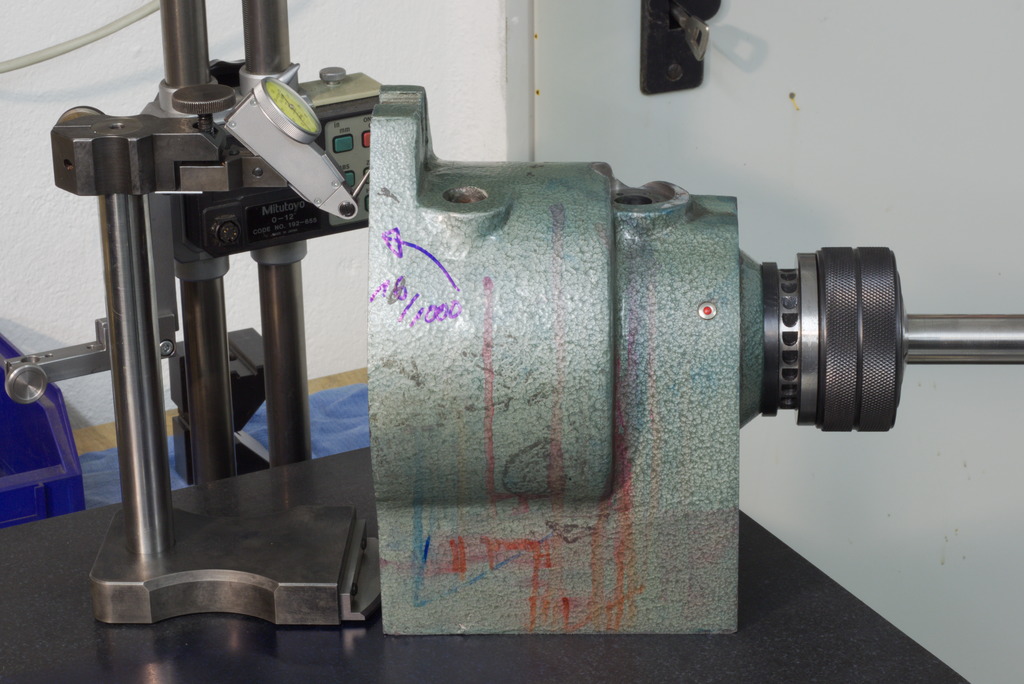
Also als erstes die genau Lage der Spindel zur Fußfläche gemessen – Dabei den Rundlauffehler und die Krummheit der Messwelle rausgerechnet. Am Ende bin ich auf ein Ansteigen der Welle zum freien Ende um 14µ auf 80mm Messlänge gekommen:
Zum schaben hab ich mir einen Bock aus Holz und ein paar Winkeln zusammengespaxt, worin der Grundkörper sauber aufliegt und mit zwei Zwingen sicher gespannt werden kann:
Tuschierbild im Originalzustand:

Ich probier neue Abziehsteine zum schaben aus – Bisher bin ich damit ausgesprochen zufrieden, die Schneiden nicht so agressiv wie ein Sic Stein, sind sehr eben (Wenn sie uneben werden, kann ich sie auf der Flachschleifmaschine überziehen) und haben scheinbar genau die richtige Körnung – Gibt es auf Amazon:

Erster Durchgang, das originale Schabebild etwas aufbrechen und im vorderen Bereich schon etwas verstärkt schaben:
Nach dem zweiten Durchgang sieht es schon besser aus:
Um die Fläche zu kippen, habe ich sie gedrittelt (Man sieht noch die roten Filzstiftstriche auf der Fläche). Ganz links habe ich dreimal geschabt, in der Mitte zweimal und ganz rechts einmal leichten:

Nach vier Durchgängen liegt die Abweichung auf 80mm noch bei 1/100mm:

Jetzt, nach sechs Durchgängen bin ich bei 7µ auf 80mm:

Das Tragbild ist bereits halbwegs gleichmäßig. Ab jetzt werde ich hauptsächlich am Tragbild schaben, dabei aber noch versuchen die Fläche minimal weiter zu kippen:

Die Aufspannung funktioniert sehr gut:

Acht Schabedurchgänge später:

Hier hab ich zum Handschaber gewechselt, damit ich damit mal etwas mehr Übrung bekomme:

Parallelität der Spindel zur Fußfläche ist jetzt 3...4/1000mm auf 80mm – Allerdings nach vorne fallend – Dabei lasse ich es erst einmal gut sein:
Die Rückseite sieht tuschiert so aus:

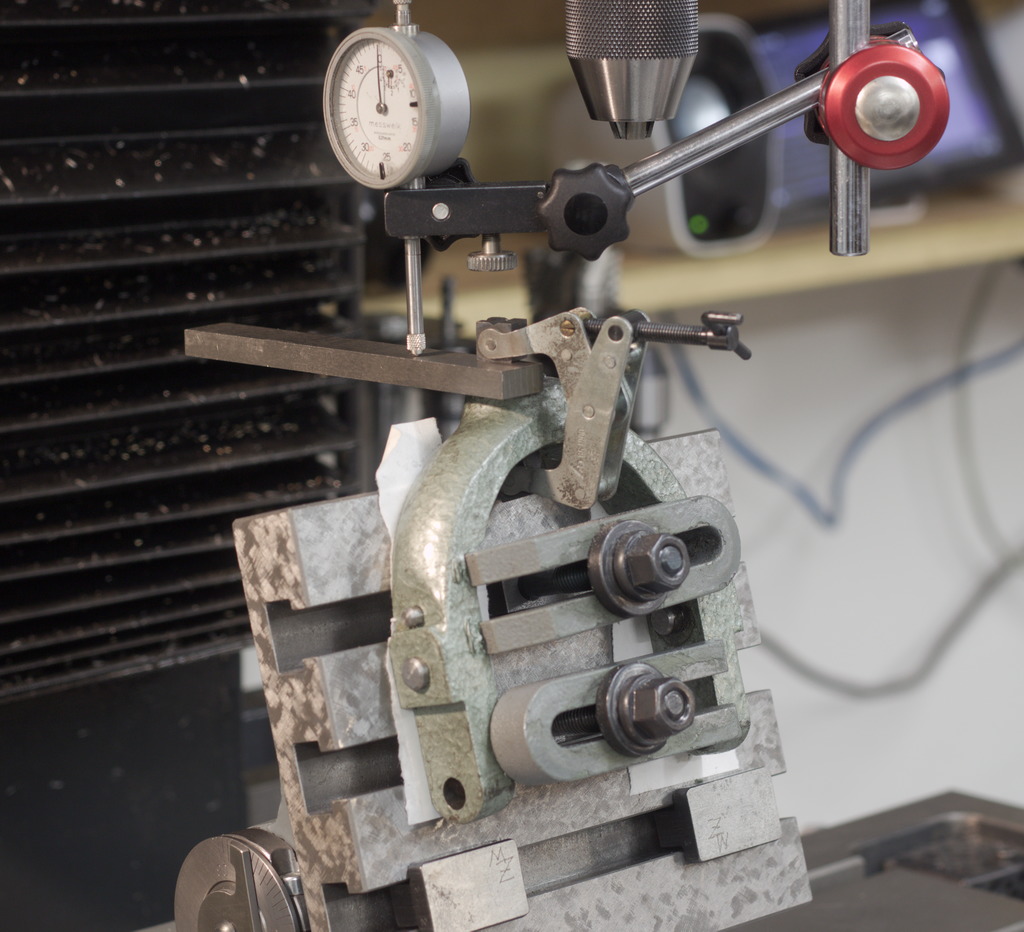
Die Rechtwinkligkeit ist auf die ganze Länge etwa 2/100mm daneben, mein Rechtwinkligkeits-O-Meter ist fast zu klein, ich musste die Tastspitze der Uhr nach oben ausrichten:
Die Spannvorrichtung umgebaut um das Gussteil stehend sicher spannen zu können. War in dieser Form aber zu wackelig, ich hab später noch etwas hinzugefügt und zusätzlich mit einer Schraubzwinge gespannt:


Nach etwa fünf Durchgängen mit dem Elektroschaber und drei von Hand war ich mit der Rechtwinkligkeit ganz zufrieden, hier das Tragbild:

Nachdem ich komplett verschusselt habe Rechtwinkligkeit zur Spindel in der zweiten Richtung zu messen und korrigieren muss ich das jetzt nachholen.
Die Messung ist etwas schwieriger, auf der Messplatte müsste der Teilkopf dazu auf der Seite liegen – Das geht aber nur mit einem sehr großen, genauem Aufspannwinkel, welchen ich nicht habe.
Aber ich hab eine recht genaue Maschine in der Werkstatt, die ich als „Messmaschine“ missbrauchen kann: Den Gack Hobel.
Kurze Kontrolle mit meinem Flachlineal um zu sehen ob der Stößel sauber geradlinig verfährt hat eine Abweichung ergeben, die mit dem 2/1000mm Fühlerhebelmessgerät schwer zu messen ist:

Danach eine Parallelleiste auf den Tisch gepratzt und exakt Rechtwinklig zur Stößelbewegung ausgerichtet:

An dieser Leiste wird der Teilkopf angeschlagen und mit einer Schraube gespannt:
Danach wieder die 20er Welle gespannt und dieses mal von der Seite mit einer Uhr die Abweichung gemessen (Wieder den Rundlauf herrausgemessen).
Die 1/100mm Uhr hat sich hierfür als zu grob erwiesen, habe später wieder zum 2/1000mm Fühlerhebelmessgerät gewechselt:


Und die Abweichung? Die Messwelle steht minimal mehr als 2/100mm auf eine Länge von 120mm zur Seite – Also nicht übermäßig dramatisch.
Korrigiert habe ich von Hand, um etwas mehr Übung mit dem Handschaber zu bekommen – Der Elektroschaber macht faul.


Auf den guten Hinweis von Steffen hin habe ich den Teilkopf stehend vermessen, mit der Uhr umlaufend in der Spindel – Gemessen gegen die Messplatte (Das 30mm Endmaß ist nur da, weil ich sonst nicht weit genug runter gekommen wäre):

Der Zettel vorne zeigt die Abweichungen in 1/100mm auf einem 300mm Messkreis. Von vorne auf die Spindel geschaut liegt bei 9 und 12 Uhr der Nullpunkt, 3 und 6Uhr hängen jeweils um 2/100mm runter (Auf besagte 300mm Messstrecke) Das ist eine Abweichung mit der ich sehr gut leben kann.
Danach gabs Spritzspachtel, Grundierung und Blaugrau:

Gleiche Farbe wie bei meinem Winkeltisch:

Fertig zusammengebaut:


