Spannzangenblöcke sind ein fast unverzichtbares Werkzeug, damit lässt sich Rundmaterial leicht zur Bearbeitung spannen und einfache Teilarbeiten schnell durchführen.
Die meisten kommerziellen Spannzangenblöcke sind sinnvollerweise für Zugspannzangen (5C Spannzangen sind hier die häufigsten) ausgelegt, da man hier eine nahezu unbegrenzte Auswahl an Zangen für Sonderanwendungen bekommt (Rund, Vierkant, Sechskant, Weich zum bearbeiten auf Wunschkontur, Ringspannzangen, …).
Nachdem ich aber keine 5C Spannzangen in meiner Werkstatt benutze, brauche ich eine Alternative – In meiner Werkstatt sind das ER-Spannzangen, weil ich diese sowieso für meine Maschinen habe.
Man bekommt ”collet blocks for ER25/ER32/ER40” von ArcEuroTrade welche recht gut verarbeitet sind, allerdings haben sie den Nachteil dass sie recht komisch proportioniert sind und noch dazu die große Spannzangenmutter vorne haben.
Dann bin ich über die schweizer Firma Maprox gestolpert, welche einen sehr eleganten ER Spannzangenblock baut, be idem die Spannzange in einen Grundkörper geschoben wird und von hinten mit einer Druckschraube gespannt wird. Damit hat man nach vorne nur sehr wenig Überhang und insgesamt ein sehr schlankes Design.
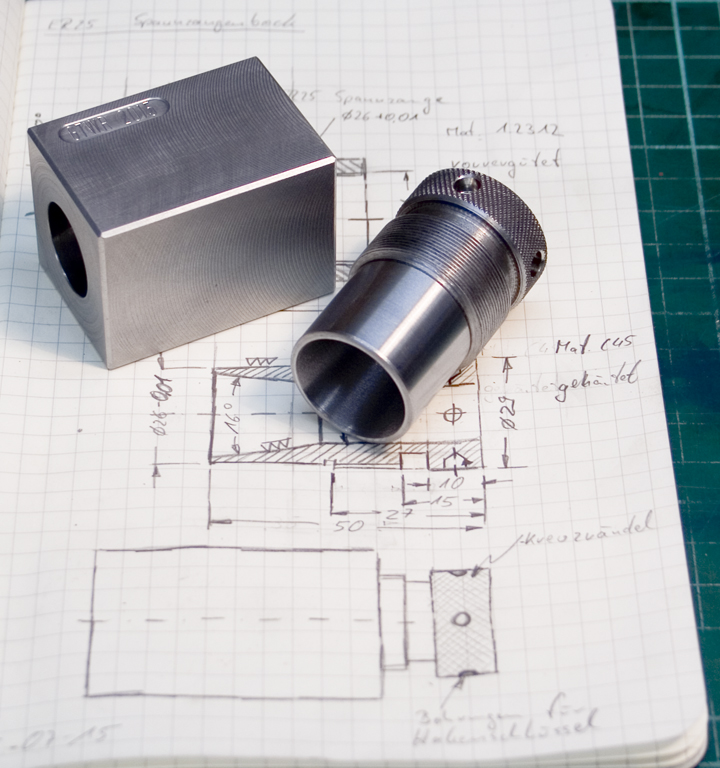
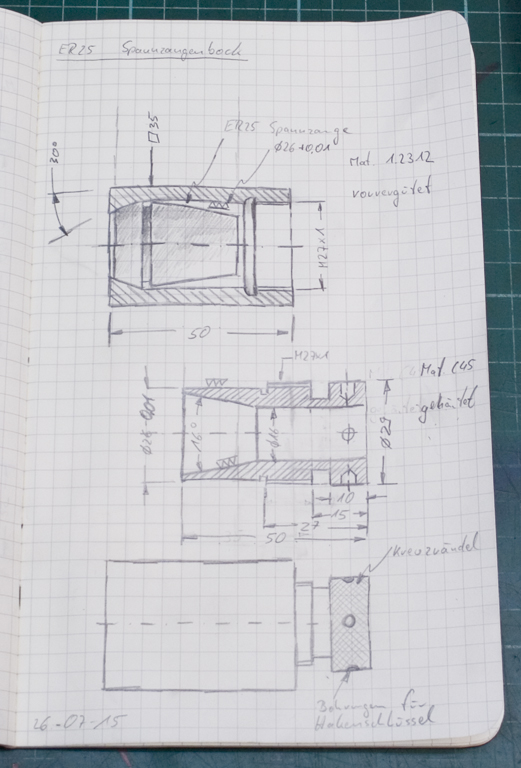
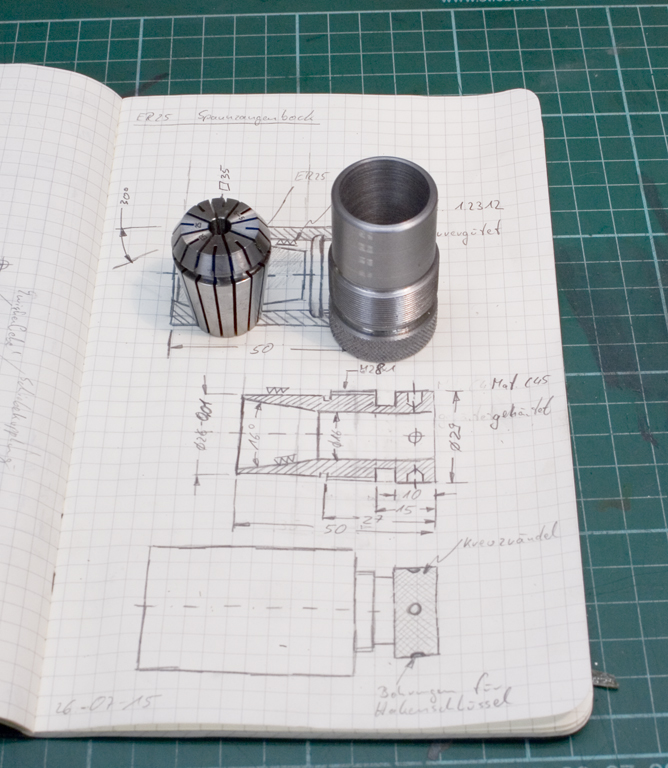
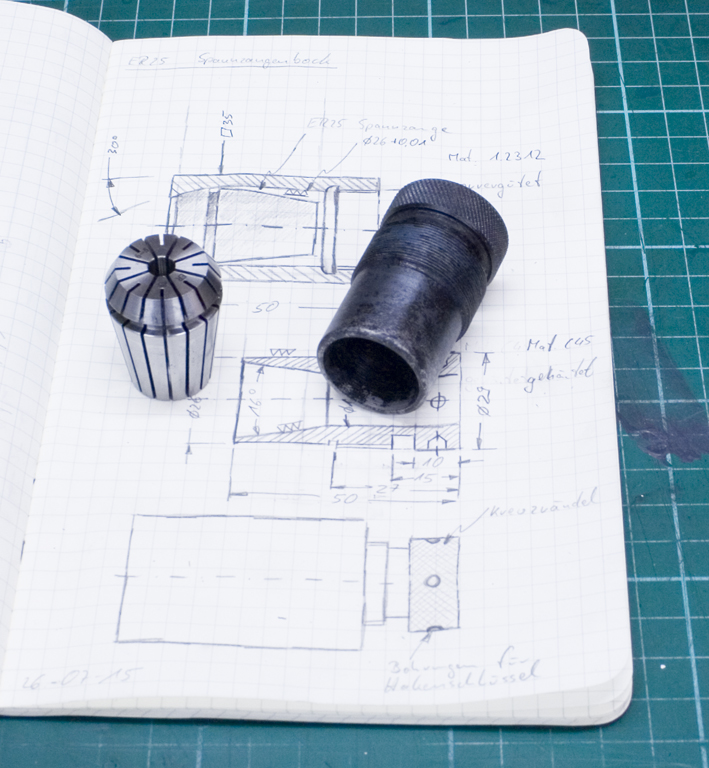
Schnelle Skizze vom Grundkörper und der Druckschraube:
Das Rohmaterial für die Druckspindel ist C45, hier wird der Rundling mittels 15mm Kernbohrer gelocht:

Vordrehen des Passdurchmessers mit 5/10mm Aufmaß, fertigschneiden des Gewindes M29x0,8:

(Eigentlich M29x1, aber ich hab das Gewinde geschnitten ohne die eingestellte Steigung zu prüfen, ich dachte die Maschine wäre noch auf 1mm Steigung eingestellt...)
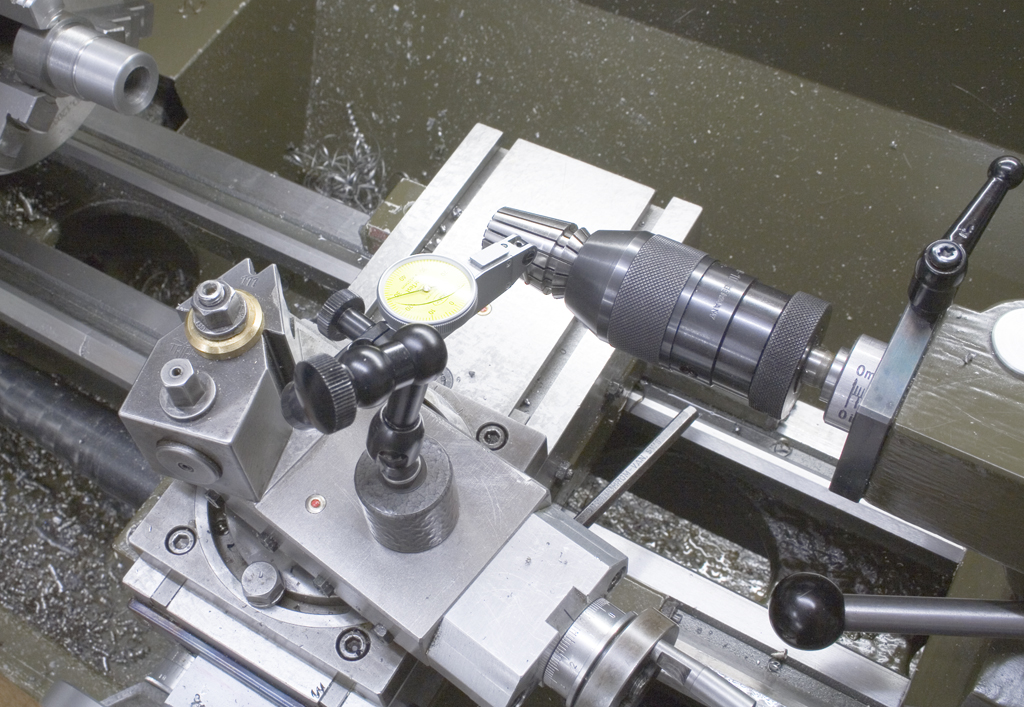
Um den Kegel vorzudrehen habe ich einen 6mm Zentrierbohrer in das Bohrfutter des Reitstocks gespannt und eine ER25 Spannzange aufgesteckt. Anschließend wird der Oberschlitten entsprechend dem Winkel eingestellt:
Nach dem vorschruppen des Kegels, ich habe auf allen Flächen 0,2mm Aufmaß zum Rundschleifen gelassen:
Umspannen und ausrichten, Griffbereich andrehen und Rändeln – Das Kreuzrändel ist etwas verunglückt weils mir die Rändelzange ober die Drehmitte nach hinten rausgezogen hat – Ist aber verkraftbar:

Die vorgedrehte Druckschraube:
Härten mit der Flamme:

Ist schön Feilhart geworden, nachdem eine Feile graaade noch anpackt, denke ich so um die 55HRC. Ob mein Schleifaufmaß reicht wird sich noch rausstellen.
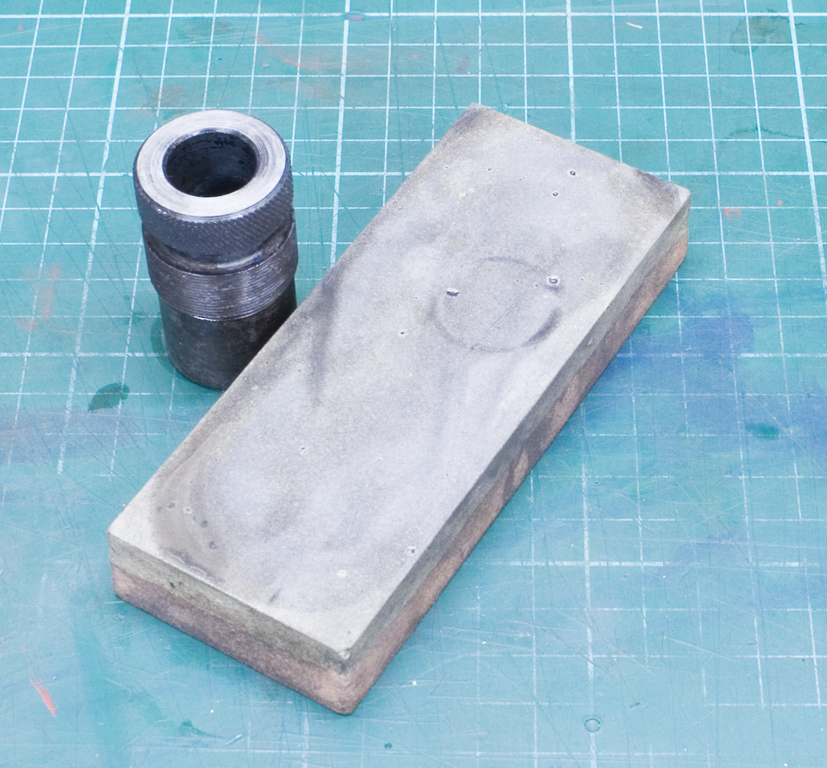
Die hintere Planfläche wird auf einem Ölstein saubergezogen damit sie auf dem Magnetfutter vernünftig hält:
Ausrichten auf dem Magnetfutter:
Supportschleifer aufgespannt und den Schleifstift abgerichtet:

Schleifen des Aussendurchmessers, den Durchmesser habe ich recht genau getroffen:


Für den Konus habe ich einen CBN Schleifstift benutzt, der war aber etwas grob, deswegen ist die Oberfläche nicht überragend gut. Dafür hat der CBN Schleifstift den Vorteil relativ kalt zu schleifen, sich nicht zuzusetzen und er muss nicht abgerichtet werden:




Der Grundkörper des Spannzangenbocks wird aus einem Stück vergütetem Werkzeugstahl (1.2312) gefräst und mit einem 15mm Kernbohrer vorgebohrt:

Ich habe kein passendes Vierbackenfutter für meine Drehbank, deswegen muss ich immer mein kleines 80mm Futter im Dreibackenfutter spannen.
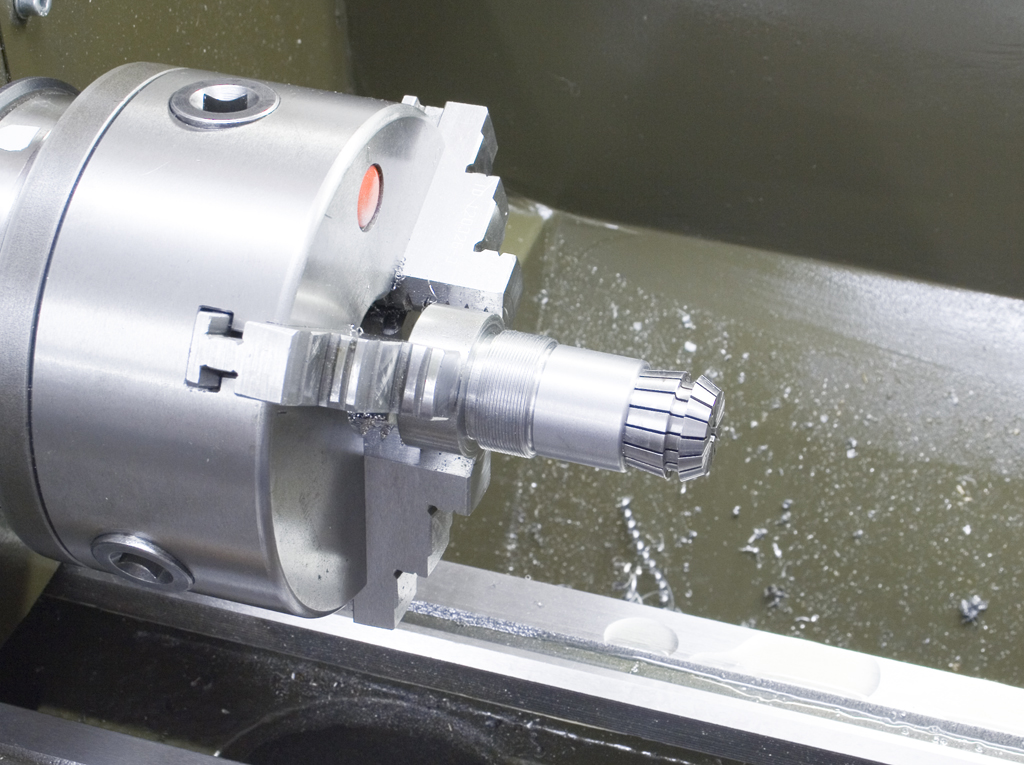
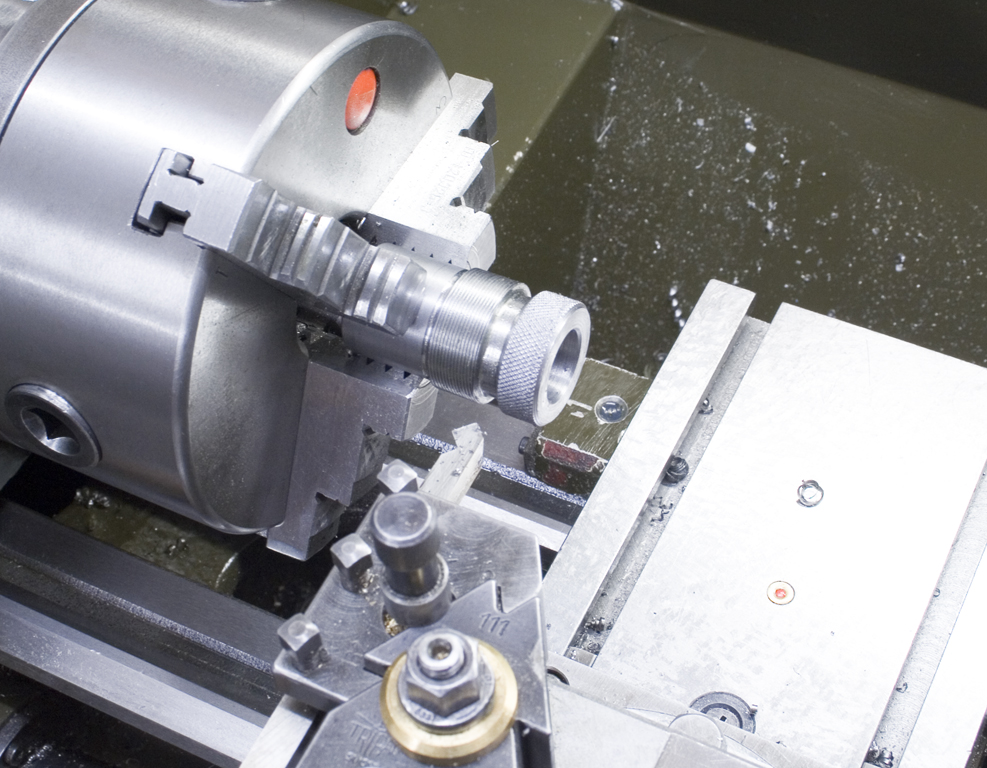
Nach dem ausrichten und zentrieren des Werkstücks habe ich den zylindrischen Teil auf eine enge Schiebepassung zu der vorher geschliffenen Druckschraube gedreht:
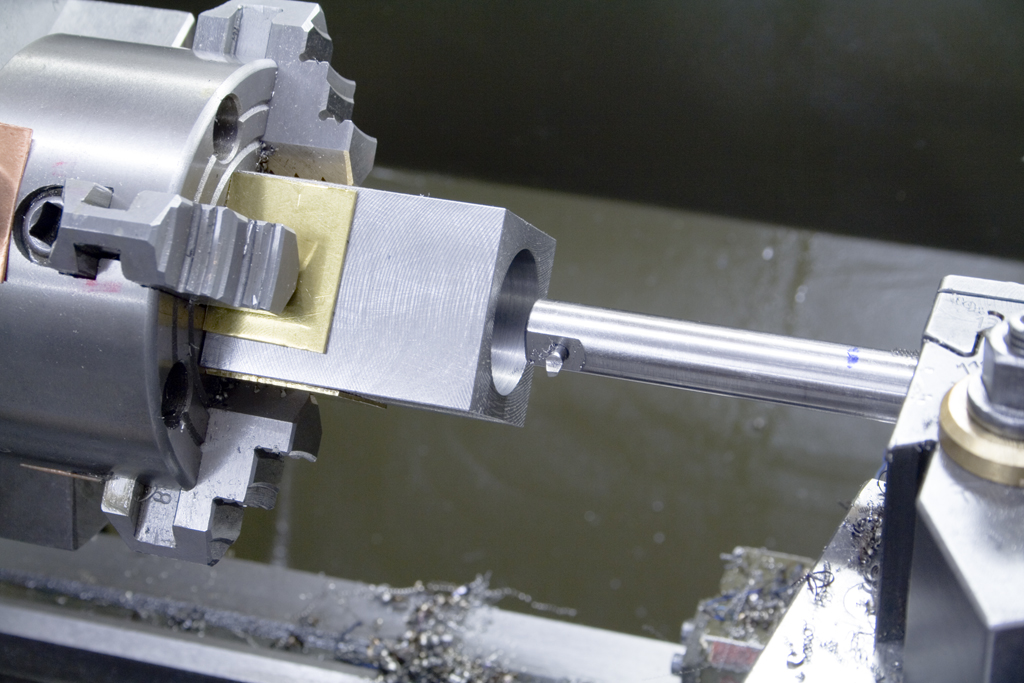

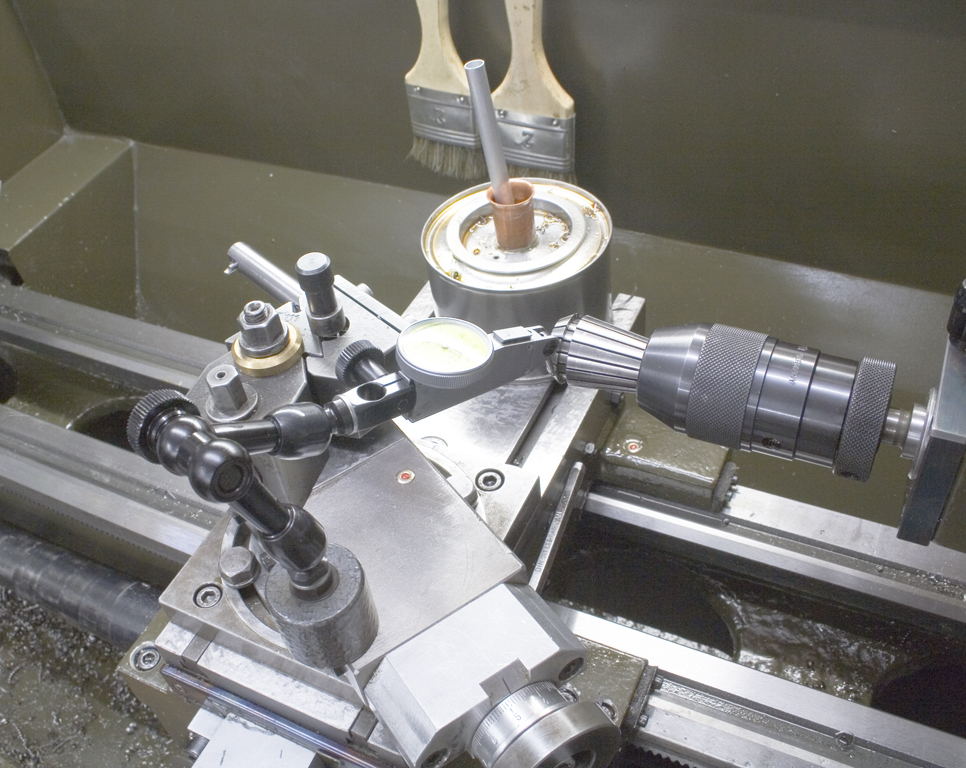
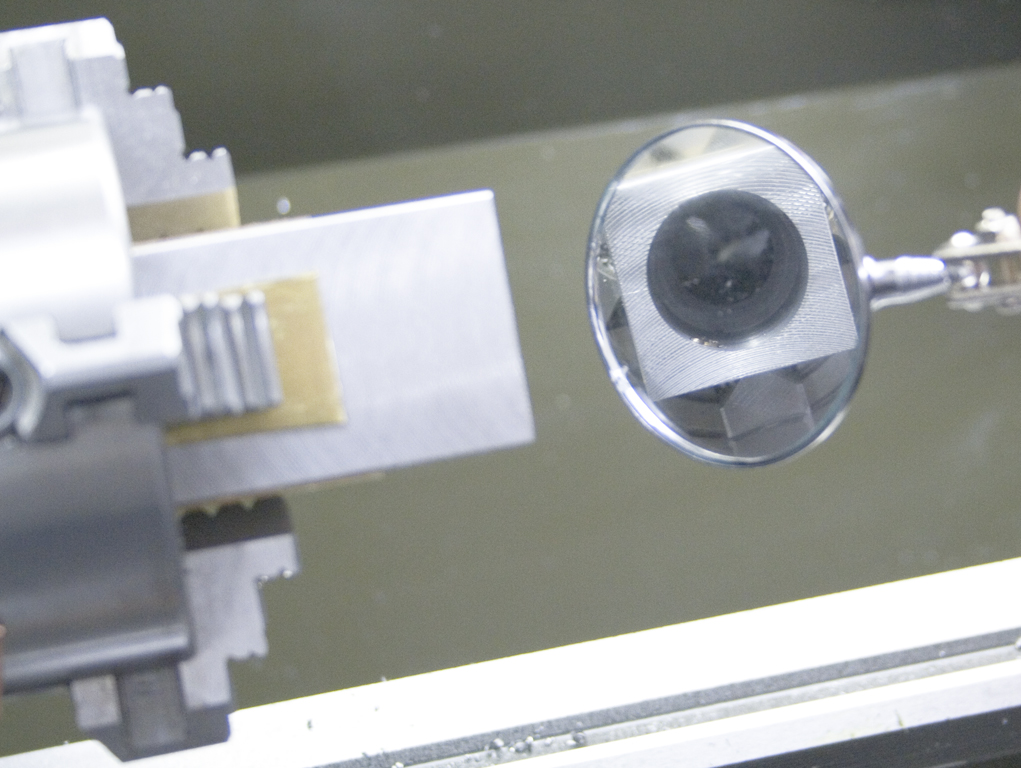
Wie vorher schon richte ich den Kegelwinkel anhand einer Spannzange aus und drehe den Kegel am vorderen Ende des Spannzangenblocks. Dazu muss die Bohrstange relativ weit auskragen und man arbeitet größtenteils blind nach Skala. Ein Spiegel ist hier sehr hilfreich den Fortschritt zu beurteilen:
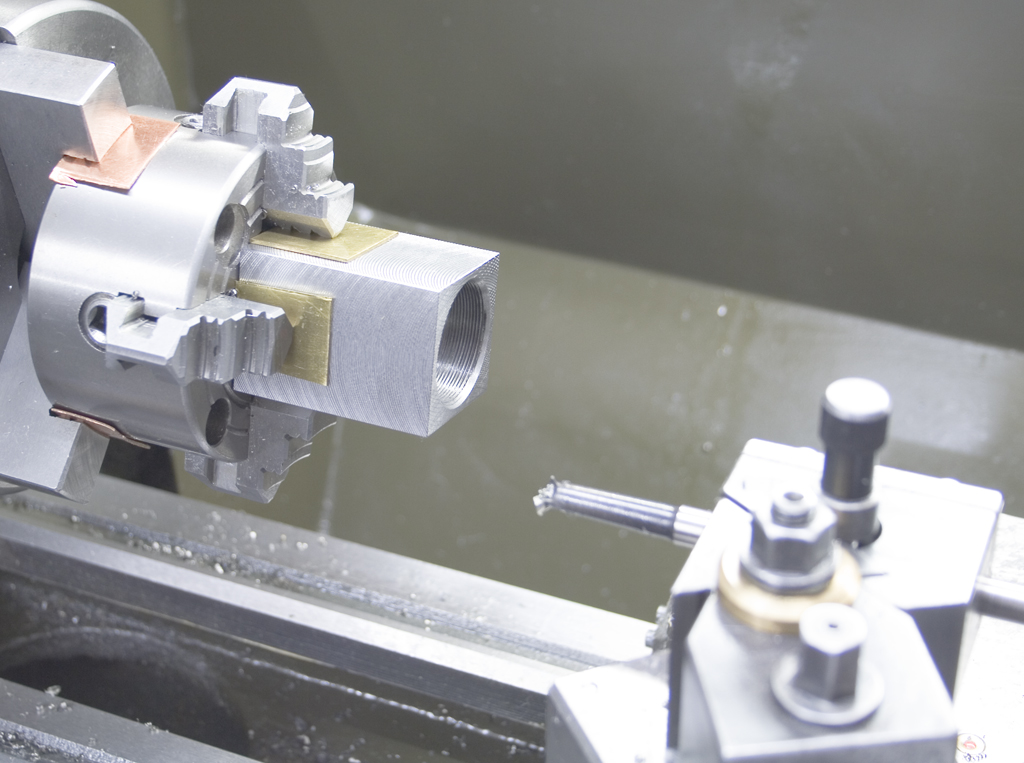
Schneiden des Feingewindes, passend zu der Druckschraube:
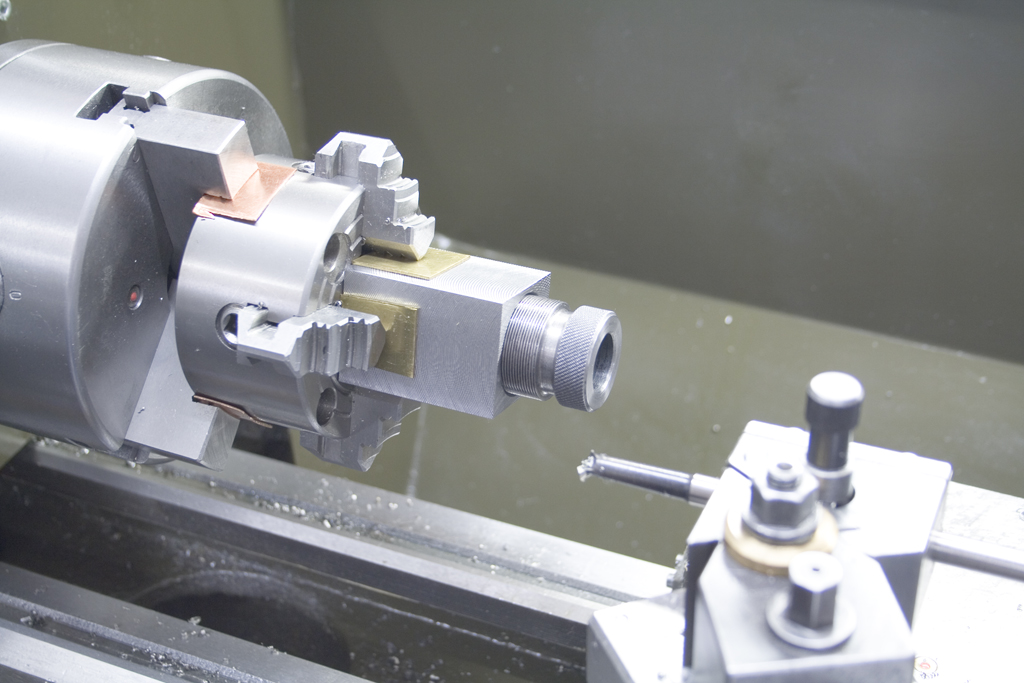

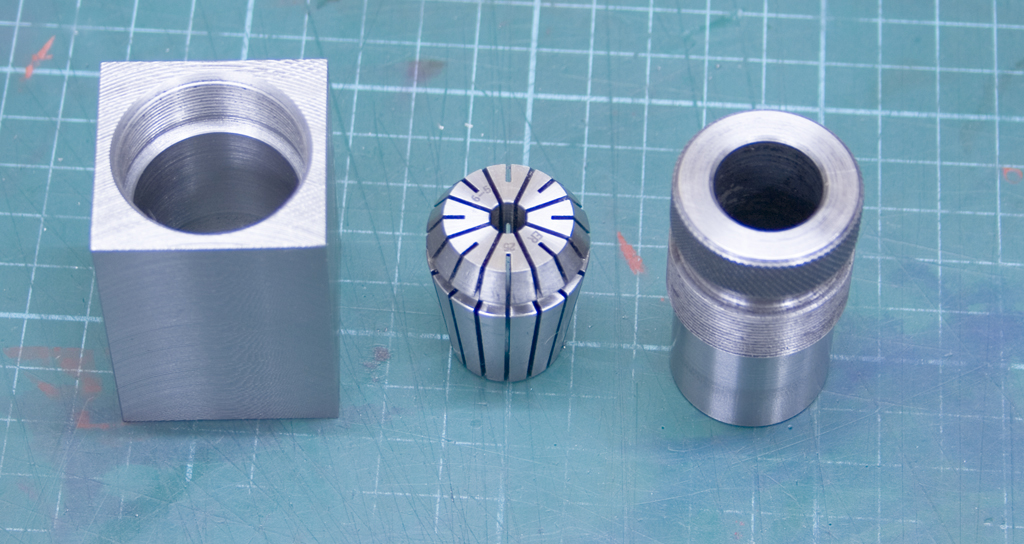
Die fertigen Einzelteile:
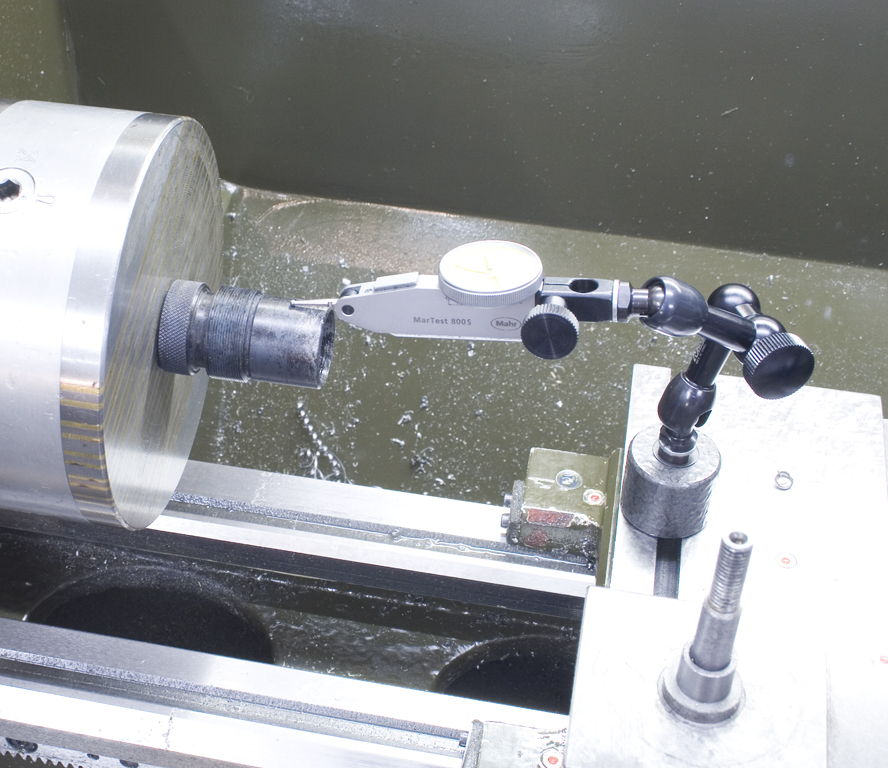
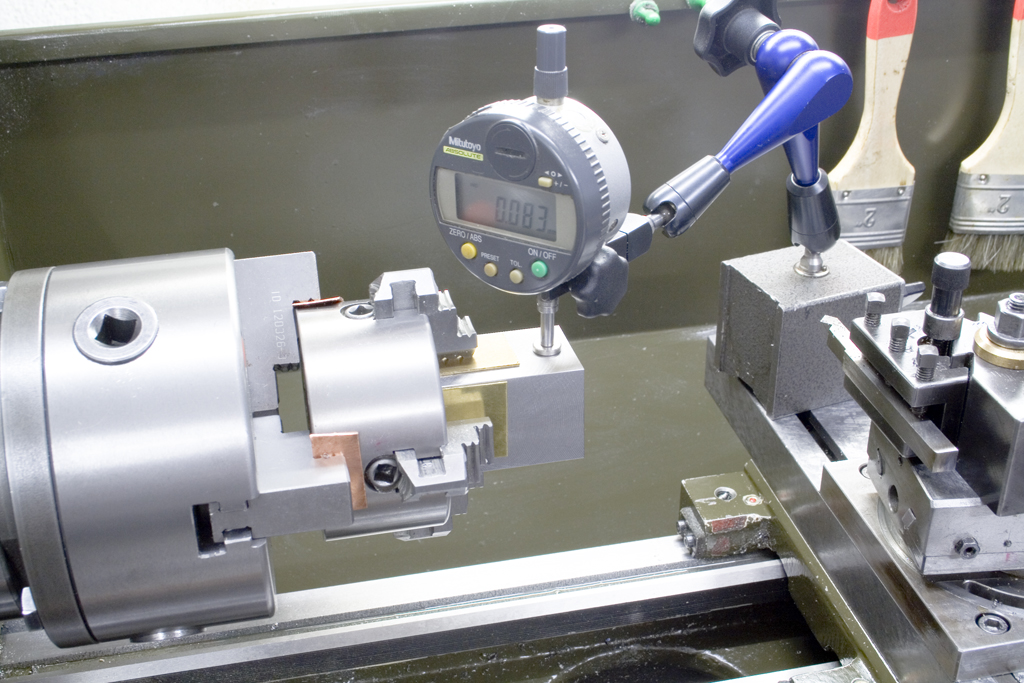
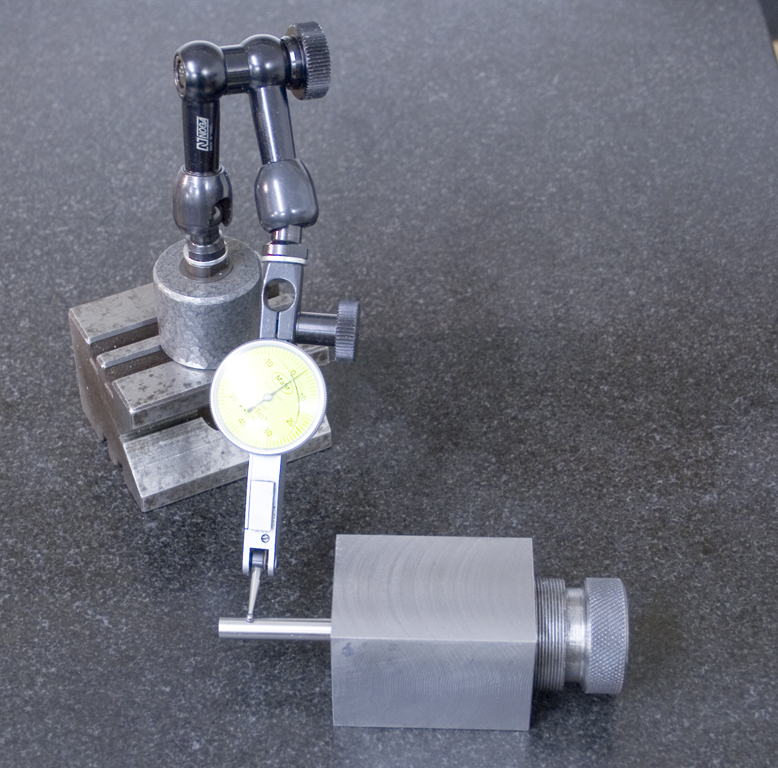
Anschließend habe ich einen geschliffenen Zylinderstift im fertigen Spannzangenblock gespannt und auf der Messplatte gemessen ob der Stift mittig im Block sitzt – Die Abweichungen habe ich aussen auf dem Block notiert:

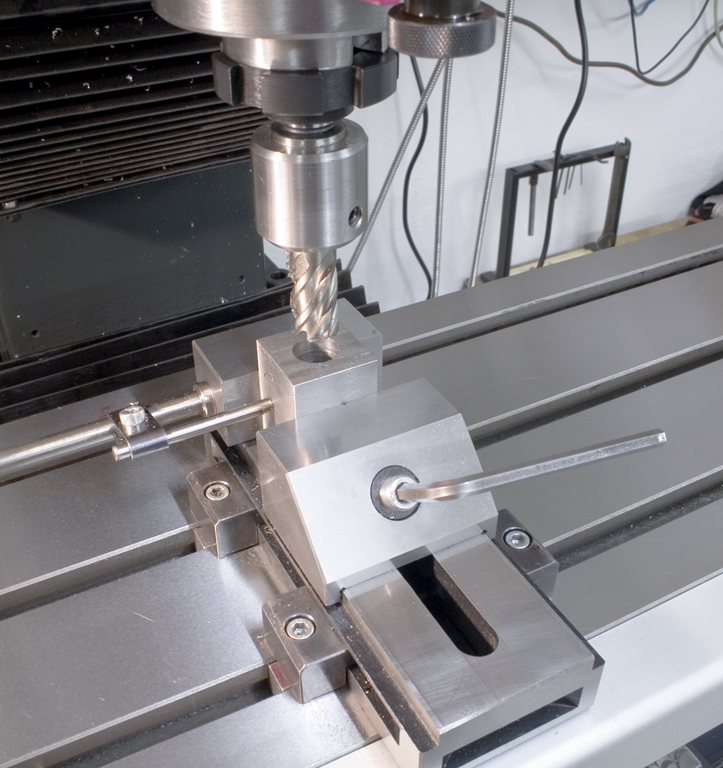
Anschließend habe ich sehr feine Schnitte mit dem Schlagzahnfräser genommen um den Spannzangenblock soweit zu korrigieren, damit er auf Umschlag immer sauber zentrisch spannt:

Natürlich hatte ich vor dem Härten vergessen die Druckschraube für einen Hakenschlüssel zu bohren, das geht aber nachträglich mit einem VHM Bohrer immer noch relativ gut – Zum Senken kann man gut einen Kugelfräser benutzen.
Ausserdem habe ich noch meine Initialen und das Herstellungsjahr eingraviert:



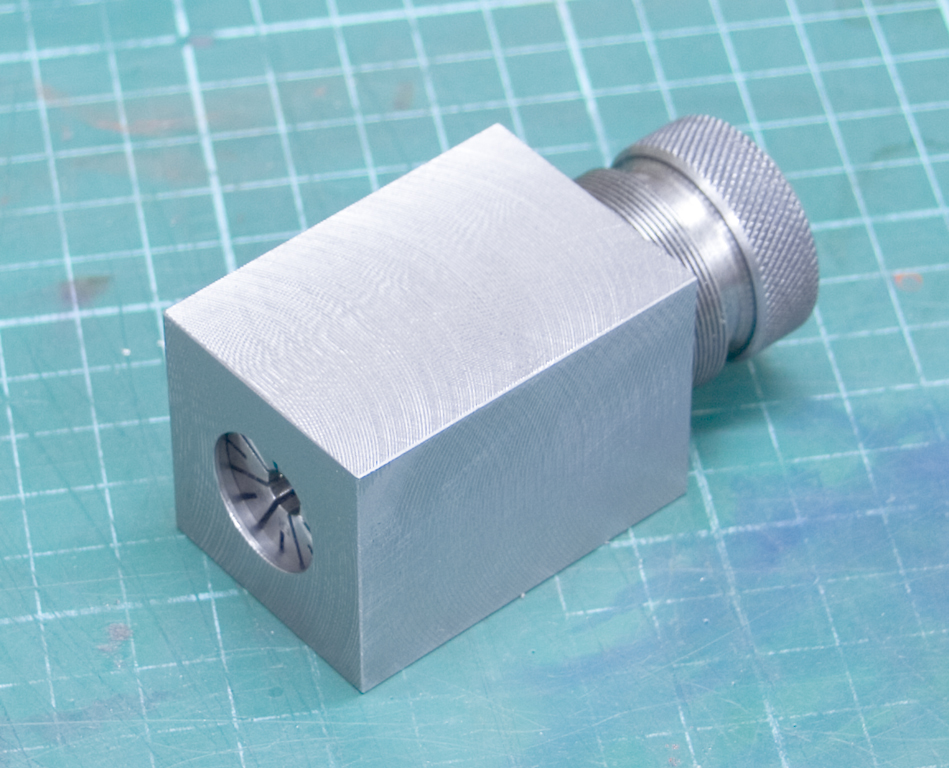
Der fertige Spannzangenblock, bereit zum Einsatz: