Praktisch jede Werkstatt in der ich bisher gearbeitet habe hatte irgendeine Art von Fasenfräsmaschine, die Bauform die ich am meisten mag hat einfach einen senkrecht stehenden Schaftfräser und darüber ein 45° Prisma.
Diese Variante erzeugt sehr saubere Fasen, hat geringe Werkzeugkosten und ist relativ sicher im Gebrauch.
Aus irgendeinem Grund sind solche Maschinen sehr teuer und für den Hobbyisten, wenn überhaupt, nur gebraucht erschwinglich.
Deswegen habe ich mich entschlossen so eine Maschine selbst zu bauen.
Hier gibt es ein ausführliches Video in dem ich die Maschine und ihre Benutzung demonstriere:
Fasenfräsmaschine
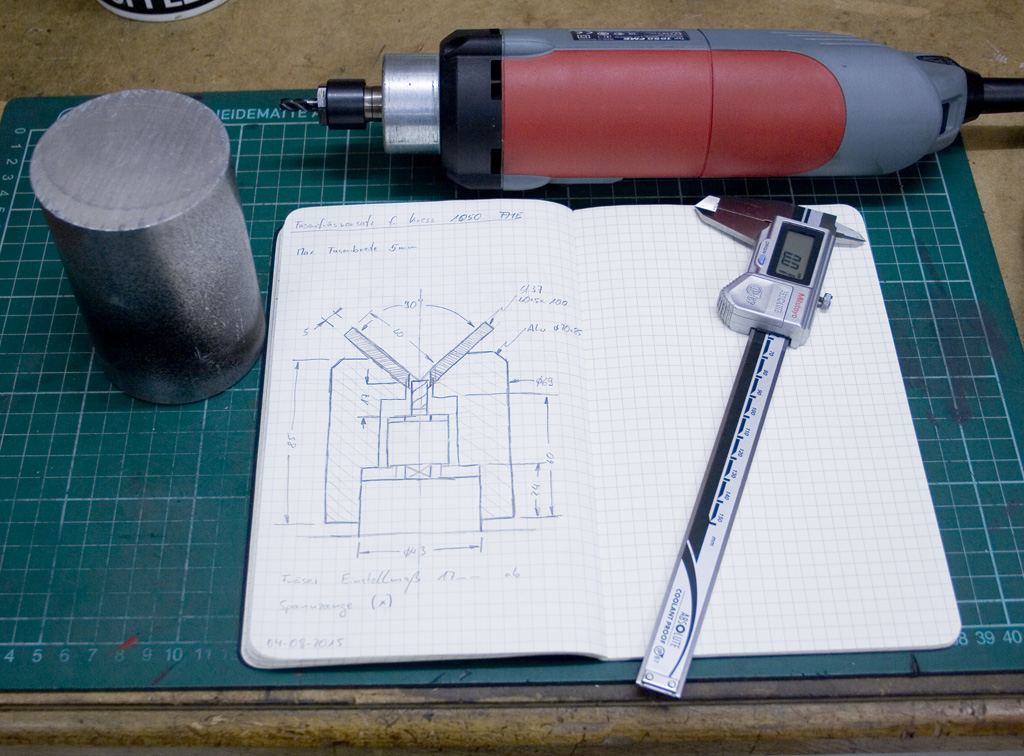
In den meisten kommerziellen Maschinen ist einfach ein Oberfräsenmotor verbaut – Durchaus sinnvoll, die Motoren kommen bereits mit Drehzahlregelung und einer Spannzangenaufnahme, deswegen habe ich mich dazu entschieden das gleiche zu machen, nämlich mit einem Kress FME 1050 Motor der von 5000-25000U/min dreht.
Als Fräserdurchmesser habe ich 6mm angedacht, nachdem das einer meiner häufigsten Fräserdurchmesser ist und er sehr gut zum unterem Drehzahlbereich des Kress Motors passt – Bei 10000U/min kommt man auf rund 200m/min Schnittgeschwindigkeit – Das ist für einen beschichteten VHM Fräser an der oberen Grenze, aber aufgrund des kleinen Spanvolumens durchaus praktikabel.
Die „Maschine“ ist eigentlich nur ein Vorsatz, der auf das Ende des Fräsmotors gesteckt wird:
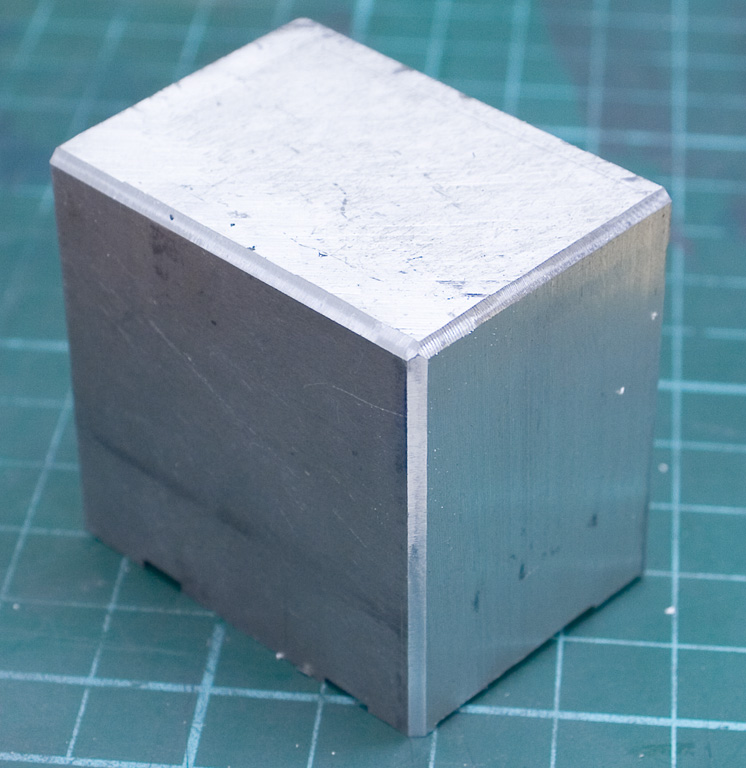
Drehen des Grundkörpers inklusive der Passung für den Fräsmotor:


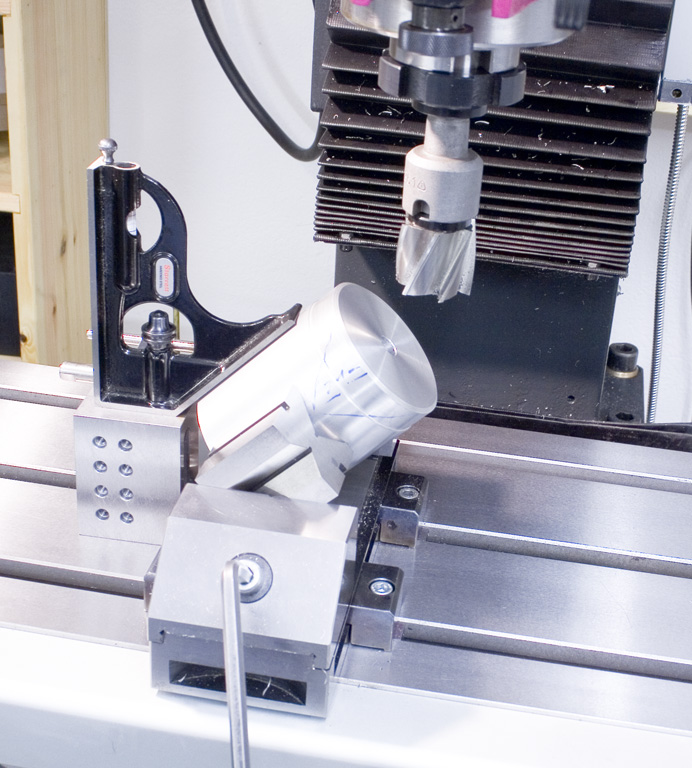
Hier die Aufspannung um den Prismenausschnitt zu fräsen. Nicht die stabilste Aufspannung, aber am Ende hat es gut funktioniert, die Schnitttiefe mit einem 40mm Walzenstirnfräser lag bei 2mm:


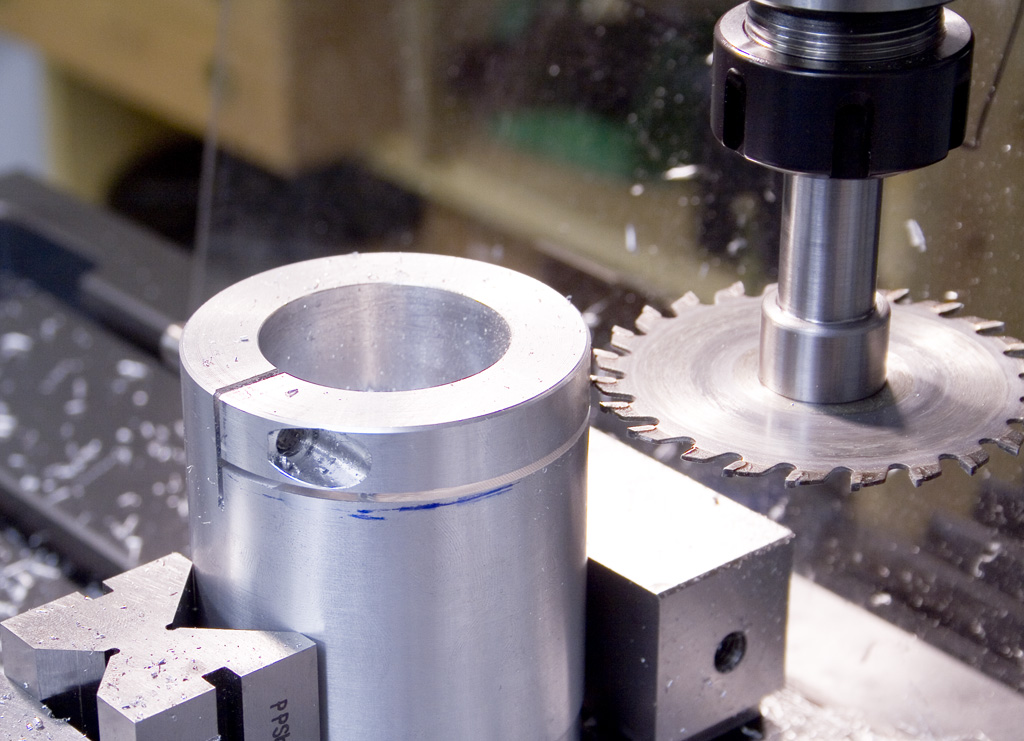
Ich hatte kein passendes HSS Kreissägeblatt zum Schlitzen des Gehäuses, deswegen habe ich ein Hartmetallbestücktes 80mm Kreissägeblatt benutzt das ich mir von meiner Proxxon Tischkreissäge ausgeliehen habe:

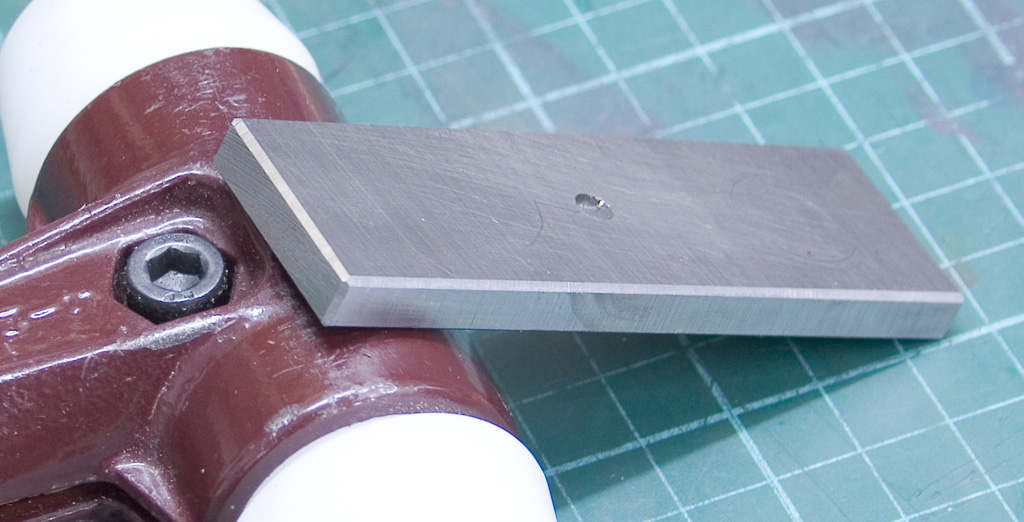
Die Laufflächen für das Werkstück sind aus Edelstahlflachmaterial, der Ausschnitt im Alukörper dient dazu die Späne abzuführen:

Blick von oben auf den Fräser, man sieht den sechsschneidigen VHM Fräser, die Schneidenzahl hat sich bei Versuchen als relativ unkritisch erwiesen, Zwei-, Drei und Vierschneider haben genauso gut funktioniert.
Die meiste Zeit habe ich Dreischneider im Einsatz, weil ich diese leicht nachschleifen kann:

Um die Schnitttiefe zu verstellen habe ich keine speziellen Vorkehrungen getroffen – Man löst einfach den Klemmring der den Motor hält, verschiebt ihn nach oben oder unten und klemmt ihn wieder. Das hat sich in der Praxis als ausreichend erwiesen, allerdings muss man immer ein Teststück fräsen.
Funktioniert das Ding?
Aber Sicher!
Die Maschine fräst Fasen bis etwa 2,5mm Breite völlig Problemlos, auch in Stahl und Grauguss. Selbst in gehärtetem Stahl können dank des Hartmetallfräsers kleinere Fasen gefräst werden.
Die Schnittkräfte sind sehr kontrollierbar und durch den mittigen Eingriff am Fräser gibt es keinen Gleich-/Gegenlauf.
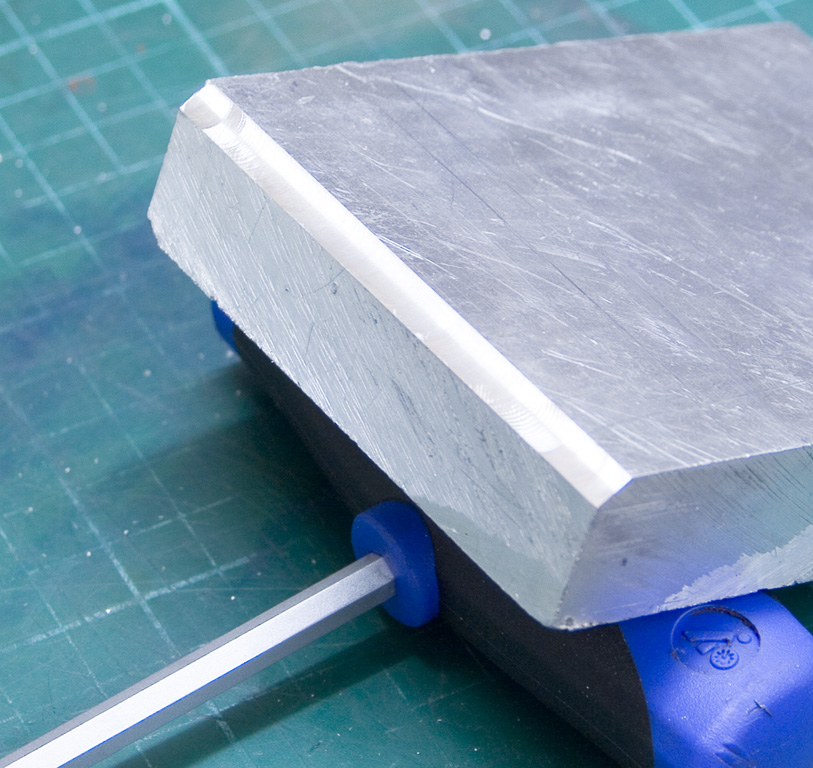
Testfasen in verschiedenen Materialien:
Aluminium:
Grauguss GG25:

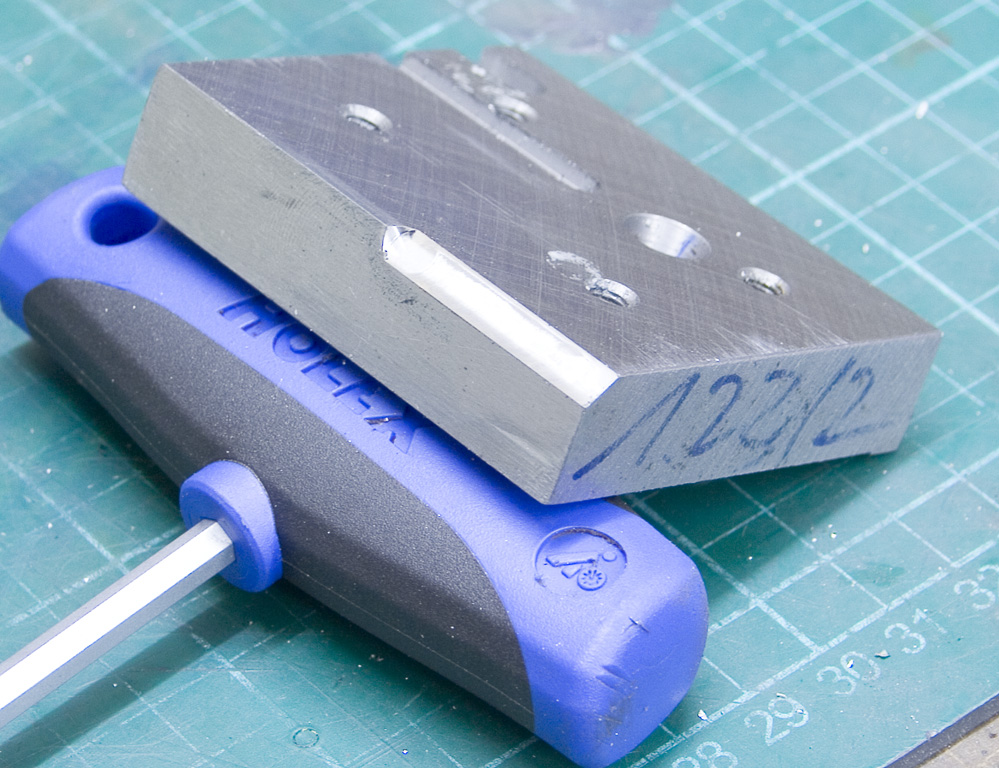
Werkzeugstahl 1.2379:

Michiel:

"robomow59":
