
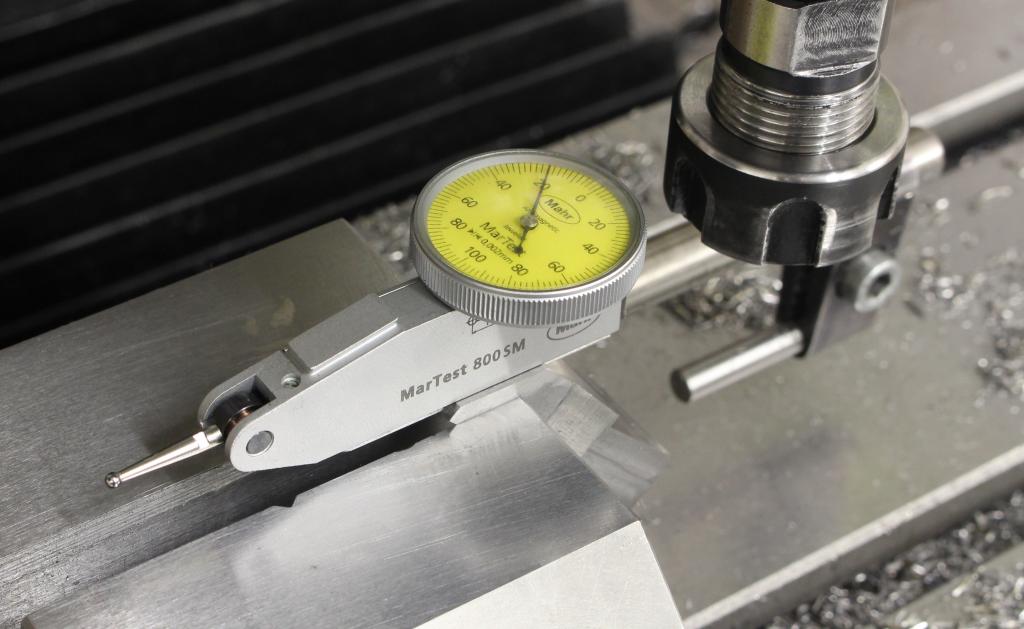
Ich hab ja jetzt einige Stative zur Rechtwinkligkeitsmessung gesehen und am Ende bin ich zum Schluss gekommen das ich gerne eines hätte bei dem die Feinverstellung nicht am Fuß sitzt (Durch den langen Hebelweg wird die Feinverstellung wieder relativ grob).
Wenn man das Stativ schön stabil baut und die Feinverstellung nahe bei der Uhr anbringt dürfte das deutlich besser funktionieren.
Ein Kollege aus den Usa, Brian Kane hat dieses Stativ gezeigt, das er selbst gebaut hat. Todsimpel, Grundplatte mit einer starren Säule, Halter für ein Fühlerhebelmessgerät und eine Feinverstellung mit einem Federbandstahl als Gelenk.
Stativ - Foto auf Instagram
Stativ im Einsatz - Kurzes Video auf Instagram
Brian hat seine Anschlagkante als Rundteil/Scheibe ausgeführt und unten in den Stativfuß in eine Tasche eingeschraubt, so das ein Segment der Scheibe vorne rausschaut. Ich möchte die Anschlagkante von vorne Anschrauben, ggf. auch verschiedene Ausführungen.
Zu dem Projekt gibt es ein Video auf Youtube in englischer Sprache: Squareness Comparator
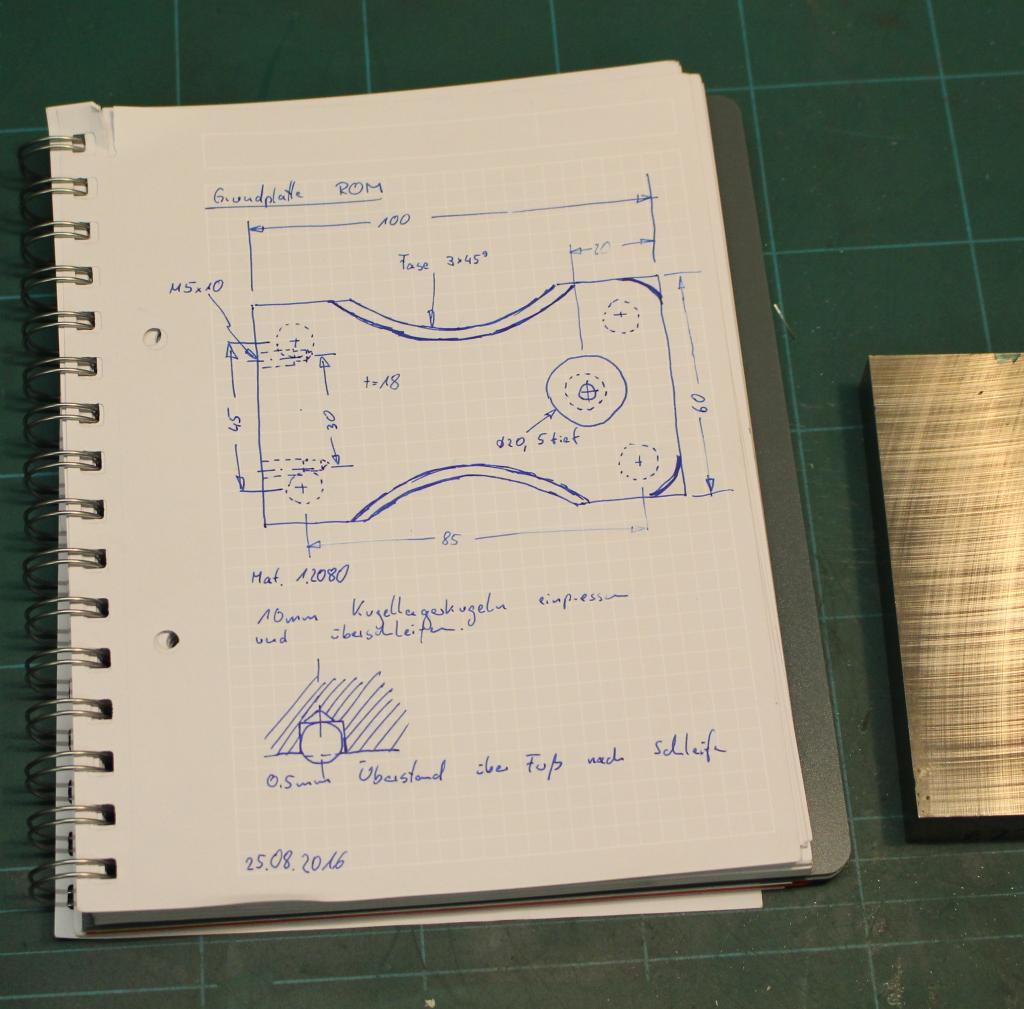
Skizze und Rohmaterial 1.2080 - Nicht weil ich die Eigenschaften von dem Stahl unbedingt bräuchte, aber es ist ein schönes Reststück geschliffenes Material das noch übrig war:
Das erste Teil ist der Fuß, hier die Skizze:
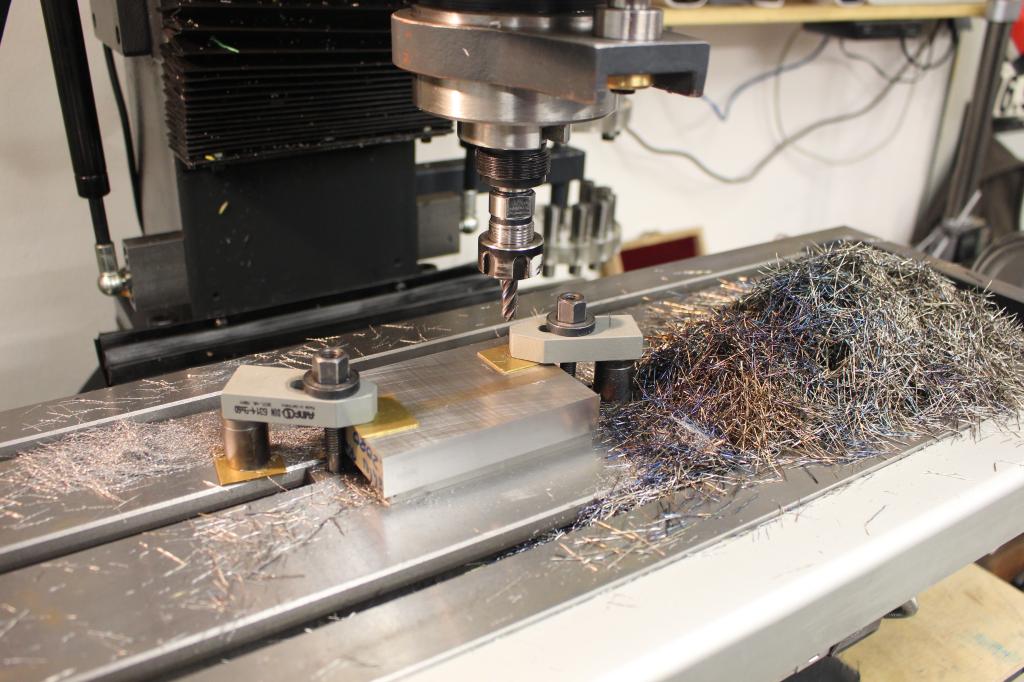
Besäumen der Platte auf Maß, 8mm VHM Fräser, volle Plattendicke Zugestellt (18mm), 1000U/min, 1,5mm seitlicher Eingriff:
Alles trocken, Maschine saubermachen zwischen den einzelnen Aufspannungen ist beim Trockenfräsen sehr, sehr entspannt - Das gröbste wegschaufeln, Rest mit Staubsauger und Lappen:

90° Verdreht Aufspannen um die Länge zu fräsen:

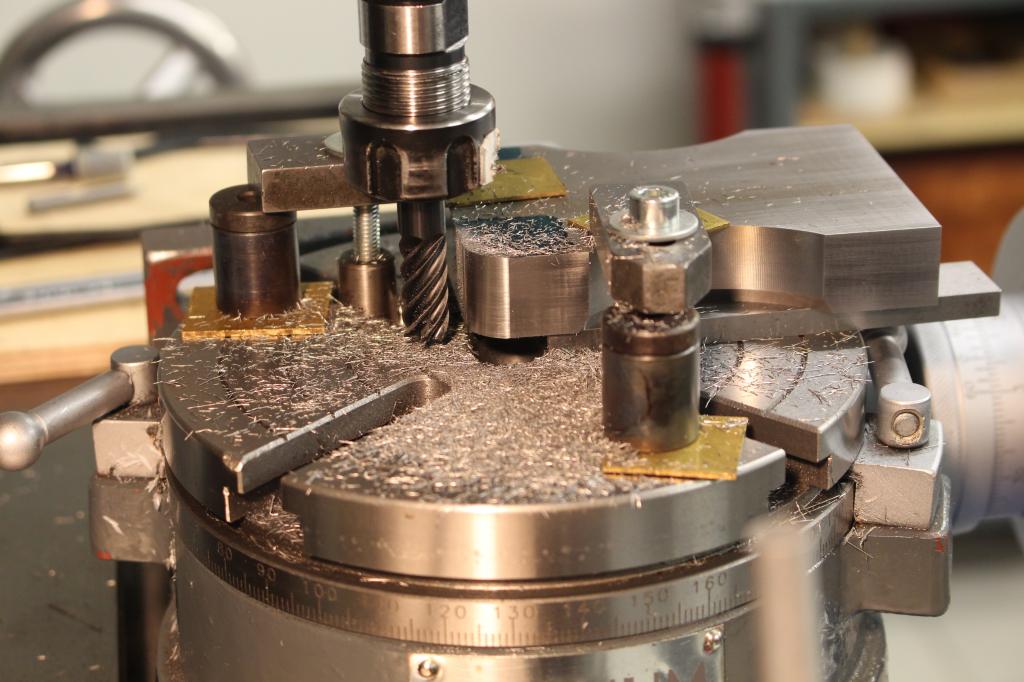
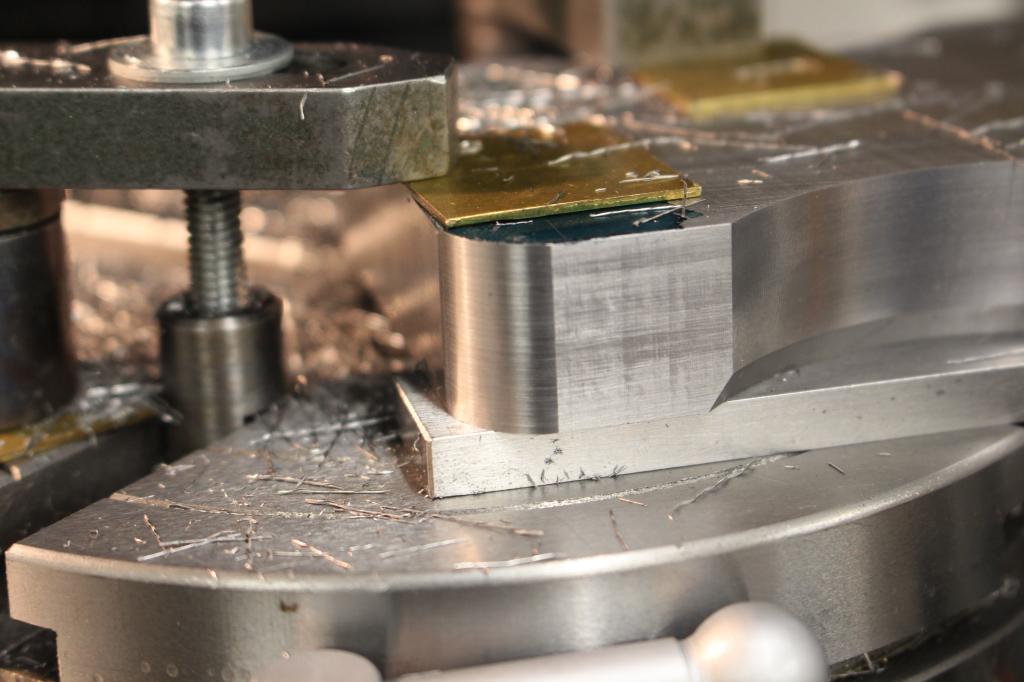
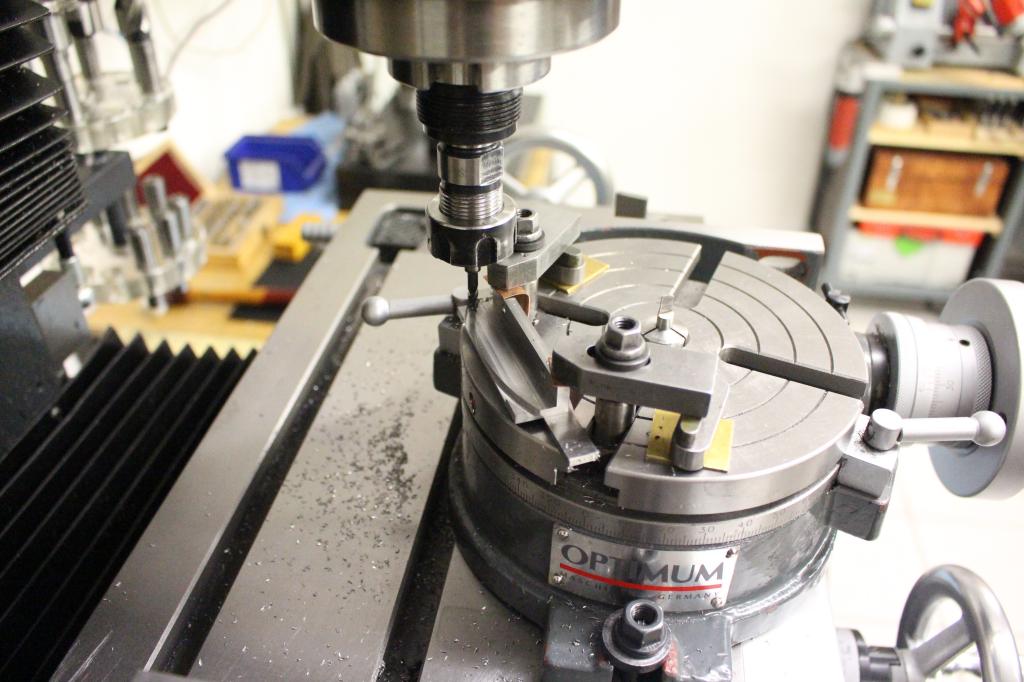
Die großen Radiusausfräsungen am Fuß dienen einzig dazu, ihn optisch etwas ansprechender zu gestalten. Wird auf dem Rundtisch gefräst, der Mittelpunkt der Ausfräsung liegt deutlich ausserhalb des Werkstückes. Sowas kann man mit Endmaßen recht gut einrichten.
Der Radius R36 reicht 10mm in das Werkstück rein, in der Mitte vom Rundtisch ist ein 6er Stichelrohling gespannt.
Klemmt man einen 23mm Endmaßstapel zwischen Werkstück und Stichelrohling hat man den richtigen Abstand.
Wie kommt man auf die 23mm?
X= Gesamtradius- Radiushöhe im Werkstück - Stichelradius
X= 36mm - 10mm - 3mm = 23mm

Der halbierte Stichel hat zugleich den Zweck die Längsausrichtung des Werkstückes zu erleichtern - Hier kommt es nicht aufs letzte hundertstel an, deswegen habe ich die Mitte des Radius sauber angerissen. Mit einem Winkel auf dem Werkstück gegen die Brustfläche des halbierten Stichels kann man die Radiusmitte zum Rundtischmittelpunkt recht einfach ausrichten:

Gespannt ist mit zwei 6er Spannschrauben und Pratzen, recht ungünstig angeordnet. Ich hab zwar wieder auf ganzer Höhe gefräst, aber nur mit 0,5mm seitlichem Eingriff um die Einspannung nicht unnötig zu belasten. Auch hier wieder trocken, grade auf dem Rundtisch hätte ich noch weniger Lust mit Kühlschmierung rumzumatschen:


Der VHM Fräser, mit dem ich bisher alle Fräsarbeiten an den Teilen durchgeführt habe - Ein Schruppfräser mit glatten Schneiden, den ich jetzt bestimmt schon ein halbes Jahr benutze. immernoch gut schneidet und saubere Flächen beim Umfangsfräsen erzeugt - Ich benutz den aber ausschließlich zum Umfangsfräsen auf möglichst viel Schneidenlänge, so lebt ein Fräser wirklich lange...

Anfasen mit einem 60° Stichel, hier hab ich Schneidöl benutzt, der Stichel läuft sonst etwas ruppig:


Die hinteren Ecken kriegen einen R10 angefräst - Den Mittelpunkt habe ich sauber angerissen und leicht gekörnt und mit der Spitze in der Maschinenspindel zentriert:

Dieses mal mit einem 10mm VHM Schlichtfräser gefräst, den konnte ich weiter auskragen lassen, damit das Spannzangenfutter nicht mit den Spannpratzen kollidiert:
Ich bleib bei solchen Radien die keine Funktion haben 0,1mm von der sauberen Tangente weg und lass den Radius lieber ausserhalb vom Material auslaufen - Dann läuft man nicht gefahr in die fertig geschlichteten geraden Seitenflächen reinzufräsen:
Anstatt die Fußfläche als ganzes zu schleifen bzw. freizufräsen damit Füße stehen bleiben, möchte ich lieber harte Kugellagerkugeln einpressen und überschleifen. Hier beim Spindeln für den Presssitz - Nachdem die Kugeln eigentlich nur auf einer Linie in der Passung sitzen mit 0,15mm Untermaß:

Einpressen der Kugeln, etwas Loctite 648 hab ich auch noch beigegeben, schaden wirds nicht:


Überschleifen der Kugeln, bis vier schöne Fußflächen übrig bleiben:

Als nächstes kommt der feste Teil vom Messuhrhalter dran - Dafür hatte ich noch ein Stück 1.2312 das Maßlich ganz gut gepasst hat.
Auf Maß fräsen mit einem HM bestückten 40mm Fräser:

20er Bohrung für die Säule ausgespindelt und an der Aussenkontur zwei konkave Radien angeschlagen. Bei sowas mach ich grundsätzlich die Zustellung mit der Z-Achse, nicht mit der Pinole.
Das mache ich, weil der unterbrochene Schnitt recht rabiat für die Pinole ist.

Schlitzen mit einem 1mm Kreissägeblatt - Wenn der Kopf der Maschine in beide Richtungen gerade steht verläuft so ein Sägeblatt übrigens auch nicht, wenn man bei 30mm Materialstärke ins volle sägt:

In die Grundplatte hab ich eine Tasche für die Säule gespindelt und plangezogen:
Absatz fräsen für den beweglichen Teil des Messuhrhalters:

Fase fräsen:

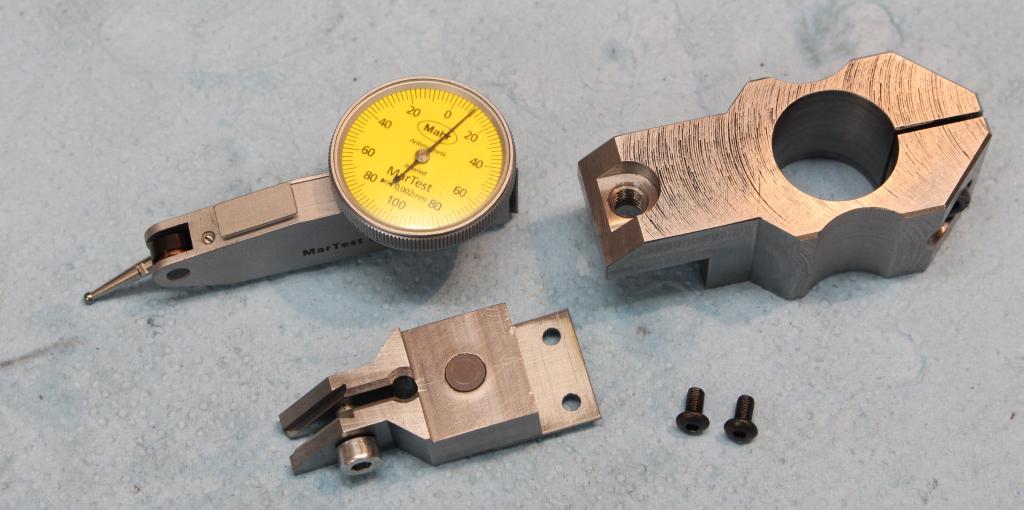
So kommt die Uhr dann an den beweglichen Teil des Messuhrhalters:
Ich hab den Schwalbenschwanz für Fühlerhebelmessgeräte in anderen Situationen gehobelt und auch schon gefeilt (Das geht mit einer Dreikantfeile die an einer Seite den Hieb entschärft hat sehr leicht).
Dieses mal hab ich mir einen 60° Scwhalbenschwanzstichel geschliffen um ihn zu fräsen - Das geht auf der Stichelschleifmaschine nur auf der Rückseite der Scheibe, sonst wird der Platz knapp:

Den Stirnfreischliff hab ich Freihand per Augenmaß an der Schleifscheibe gemacht.
Hat wunderbar geschnitten, ich hab seitlich aber nur 0,25mm Schritte zugestellt, Drehzahl 2000U/min bei etwa 40mm/min Vorschub:
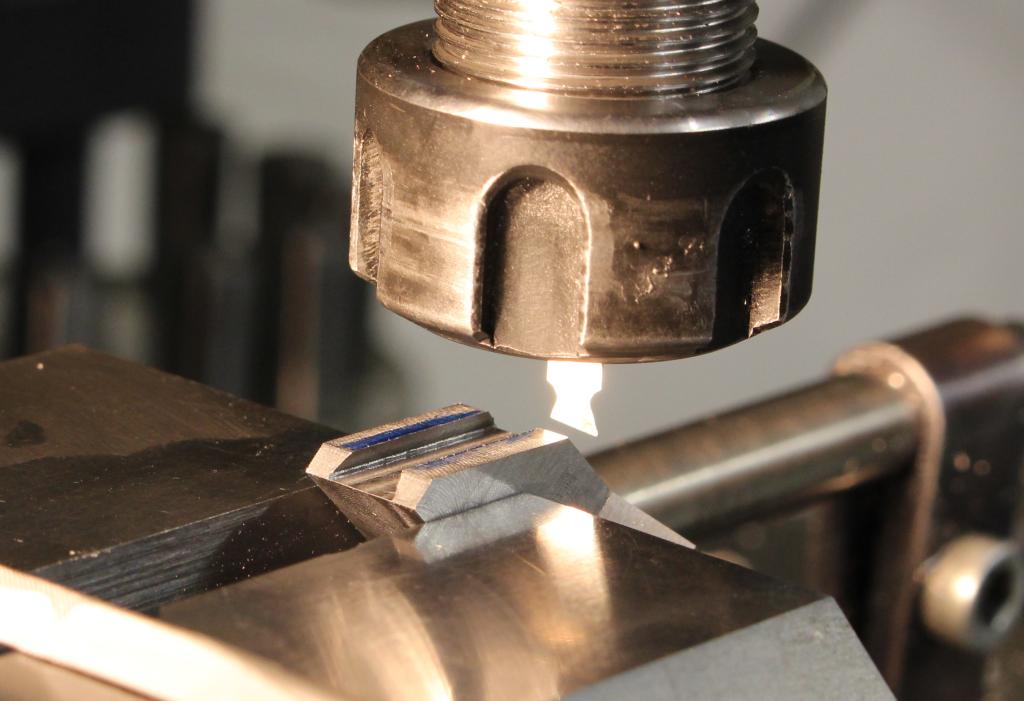
Wenn man das macht muss man bisschen aufpassen, die Schwalbenschwänze an den Messgeräten sind zwar eigentlich gleich, aber die Toleranzen sind schon halbwegs großzügig...wenn man den einen Pupitast halbwegs locker einpasst kann es sein dass der nächste kaum in den Schwalbenschwanz passt.
Hier sollte man sich eher am lockeren Ende der Toleranz bewegen, wird ja sowieso geklemmt:
Der Stichel nach dem fräsen, Hat immer noch seine Ecke, kein Schneidenausbruch zu sehen:

Zwischenzeitlich ist der bewegliche Teil fast fertig:


Jetzt fehlt noch das Gelenk zwischen den beiden Teilen. Das wird aus einem Stück 1mm Federbandstahl gefertigt.
Ein paar Worte zur Bearbeitung von federhartem Federstahl:
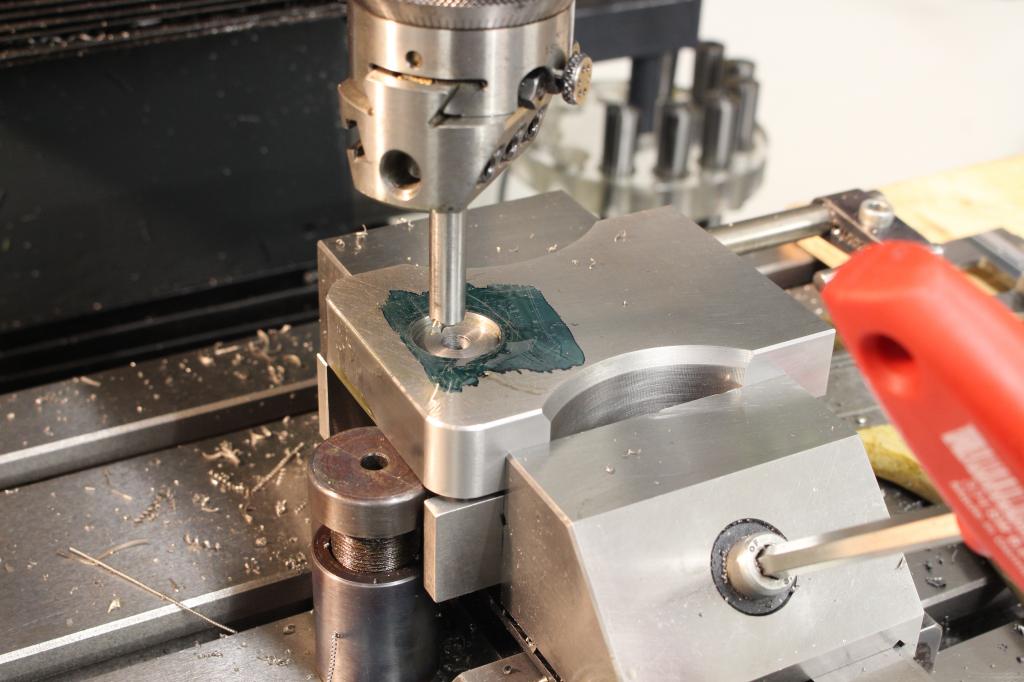
Meine bevorzugte Methode ist das Bohren mit einem Kugelfräser, die sind deutlich Robuster beim Durchbohren und brechen nicht so leicht aus.
Hier mit einem 3mm Kugelfräser, 1000U/min, trocken:

Das Gelenkstück an seinem Platz:

Dann fehlt natürlich noch ein Gewinde für die Feinverstellung. Im Festteil ist ein 6mm Gewinde geschnitten, im beweglichen Teil habe ich in eine 6mm Bohrung eine 6,35mm Kugel eingepresst und überschliffen:


Die Methode Kugeln als belastbare, harte Auflageflächen einzupressen und zu überschleifen gefällt mir immer besser, grade wenn man nicht das ganze Teil härten will.
Eine Verstellschraube muss ich noch drehen, die kriegt ebenfalls eine Kugel vorne eingesetzt, die aber rund bleibt.
Dann hab ich zwei harte, geschliffene Flächen aufeinander laufen, davon erwarte ich mir eine sehr feinfühlige Verstellung.
Die Anschlagleiste fräse ich aus einem Reststück 1.2080 und wird gehärtet:

Vorgefräst mit 4/10mm Aufmaß:

Fräsen des Radius auf dem Rundtisch:

So kommt die Anschlagleiste an den Sockel, sie wird mit zwei Schrauben M3 befestigt:

Gehärtet mit der Flamme, ist bei etwa 50-55Hrc rausgekommen:

Die Leiste wurde an allen Flächen geschliffen (Natürlich bis auf den Radius, ich habe keine passende Rundachse für meine Schleifmaschine).
Hier die Aufspannung für die Stirnflächen:

Nachdem ich den Radius nicht schleifen kann, hab ich das Teil wieder aufgespannt und mit einem 3mm VHM Fräser hartgefräst.
Mit einem VHM Fasenfräser hab ich zusätzlich noch die Oberkante stark angefast:

Den Radius habe ich mit einem Korund- und anschließend mit einem Degussitabziehstein sauber abgezogen:

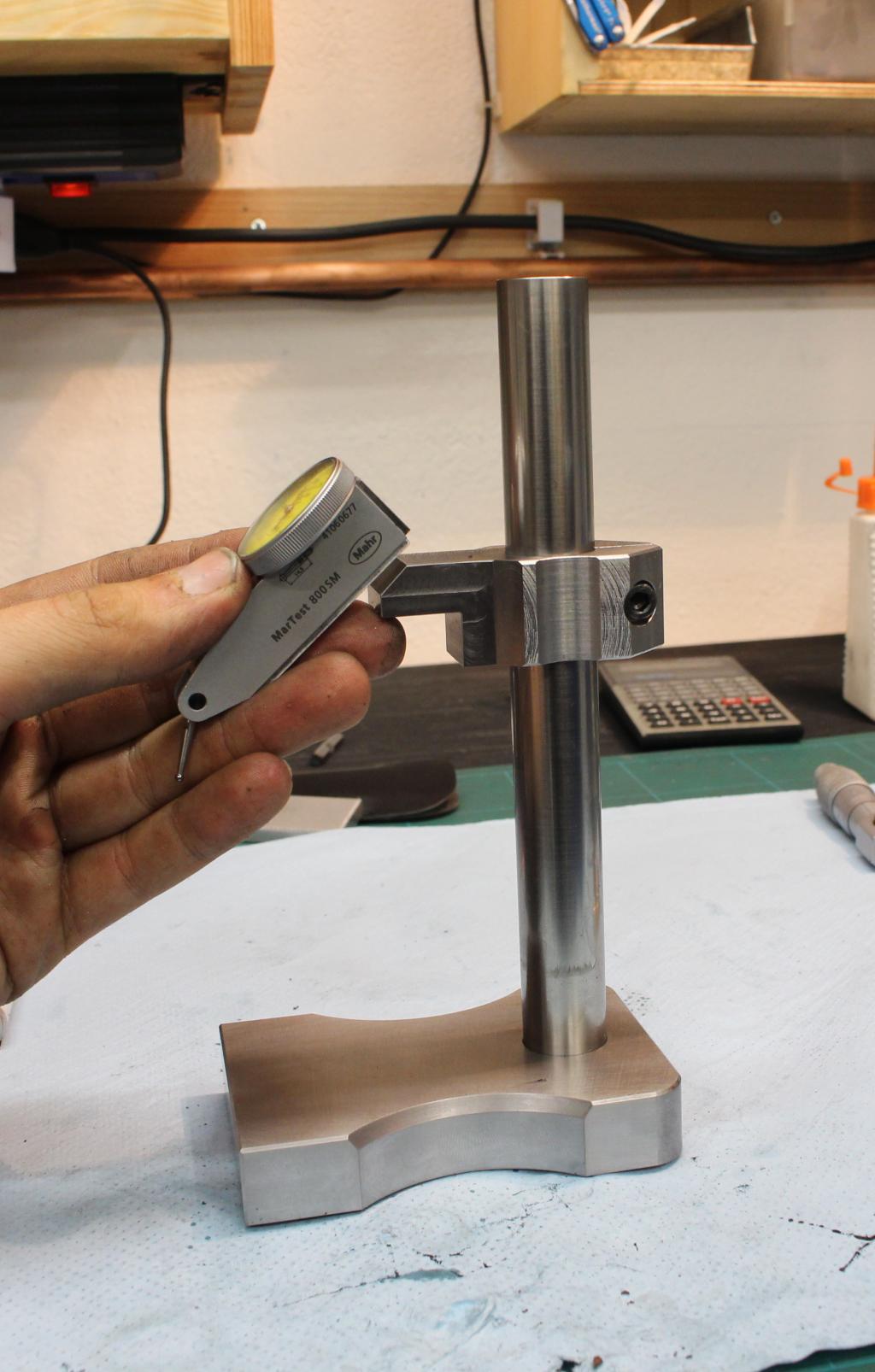
Praktisch fertig, es fehlen noch ein paar Schrauben:


Für die Verstellschraube hatte ich in der Grabbelkiste noch eine passende M6 Rändelschraube - Die Spitze hab ich aufgebohrt und eine 4mm Lagerkugel eingepresst:

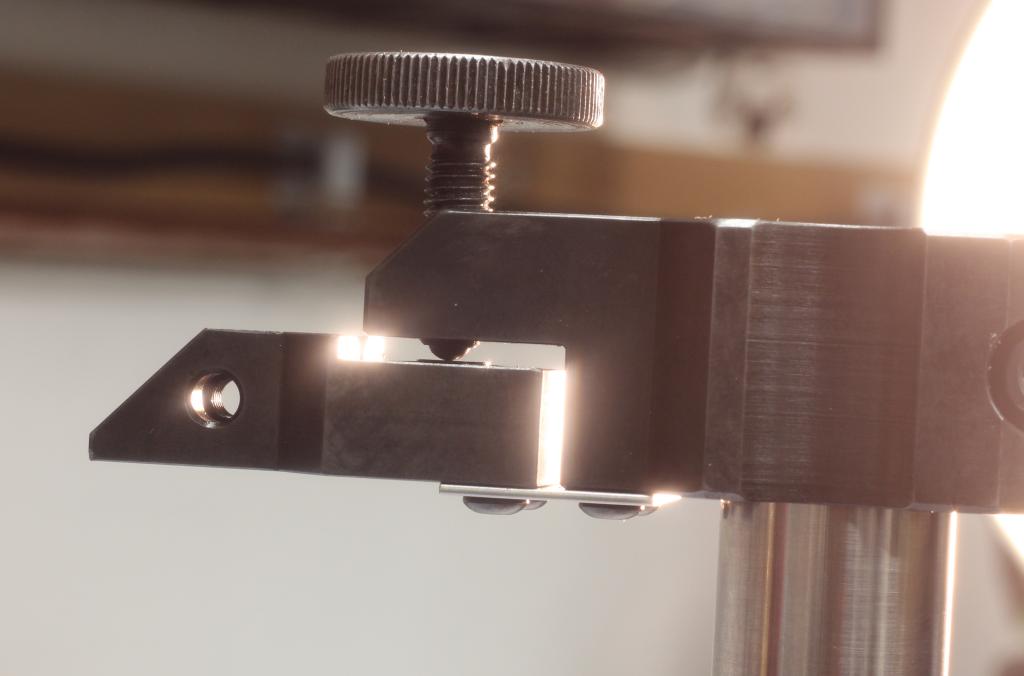
Hier sieht man die Feinverstellung von der Seite - Die Schraube mit der Kugelspitze die auf die harte Auflagefläche drückt und darunter das Federbandstahlgelenk:
Etwas Kaltbrünierung und zwei weitere gedrehte Rändelschrauben später:


