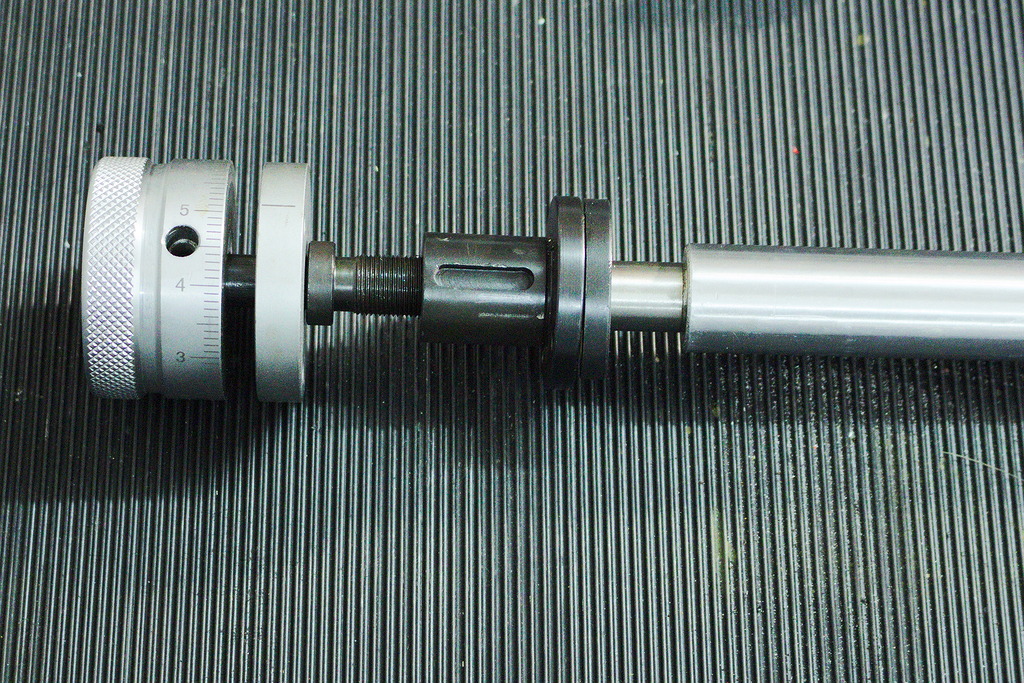
Um die Welle auszubauen muss man die Feinverstellung zerlegen, anschließend kann man die Welle nach rechts raus ziehen.


Meine Stichelschleifmaschine aus Fernost habe ich jetzt schon mehrere Jahre und bin grundsätzlich sehr zufrieden damit – Aus der Kiste raus hat die Maschine funktioniert und ich hab unzählige Stichel geschliffen und Fräser nachgeschliffen.
Aber besser machen geht immer, vor einiger Zeit hatte ich schon die Schwalbenschwänze am Arbeitskopf nachgefräst, neue Einstellleisten gefertigt und ein paar aufgenietete Einstellskalen gegen gravierte, aufgeschraubte Skalen getauscht. Der Bericht dazu war hier zu finden:
Umbauten am Teilkopf Mr. Renzetti hat mich motiviert noch etwas Arbeit in die Maschine zu stecken.
Das erste was ich geändert habe war die Hauptwelle auf der der gesamte Arbeitskopf geklemmt wird.
Um die Welle auszubauen muss man die Feinverstellung zerlegen, anschließend kann man die Welle nach rechts raus ziehen.
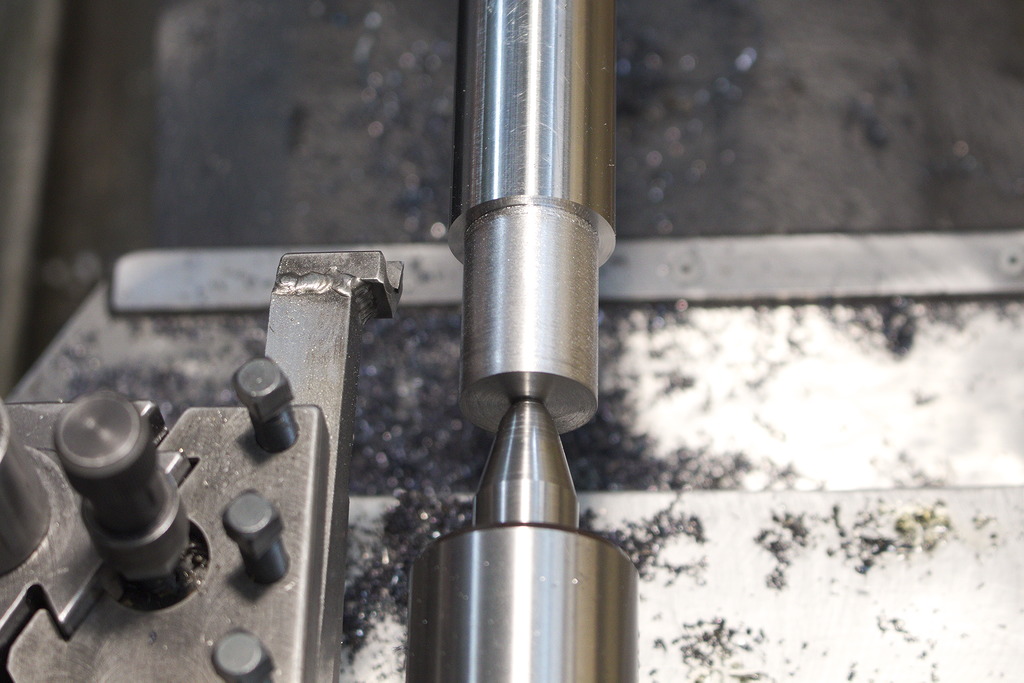
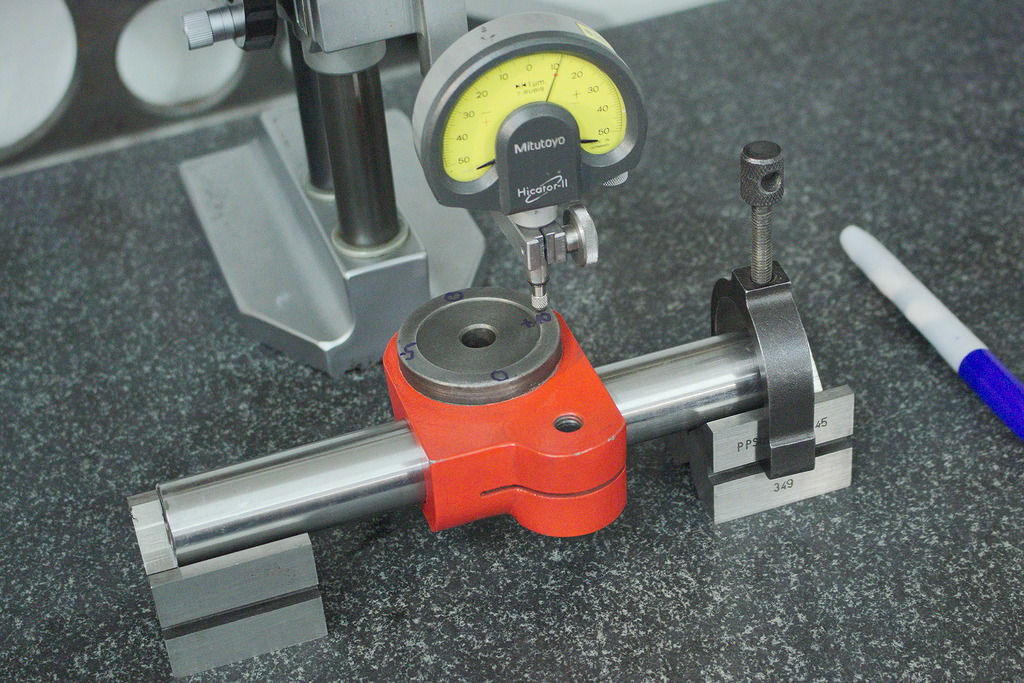
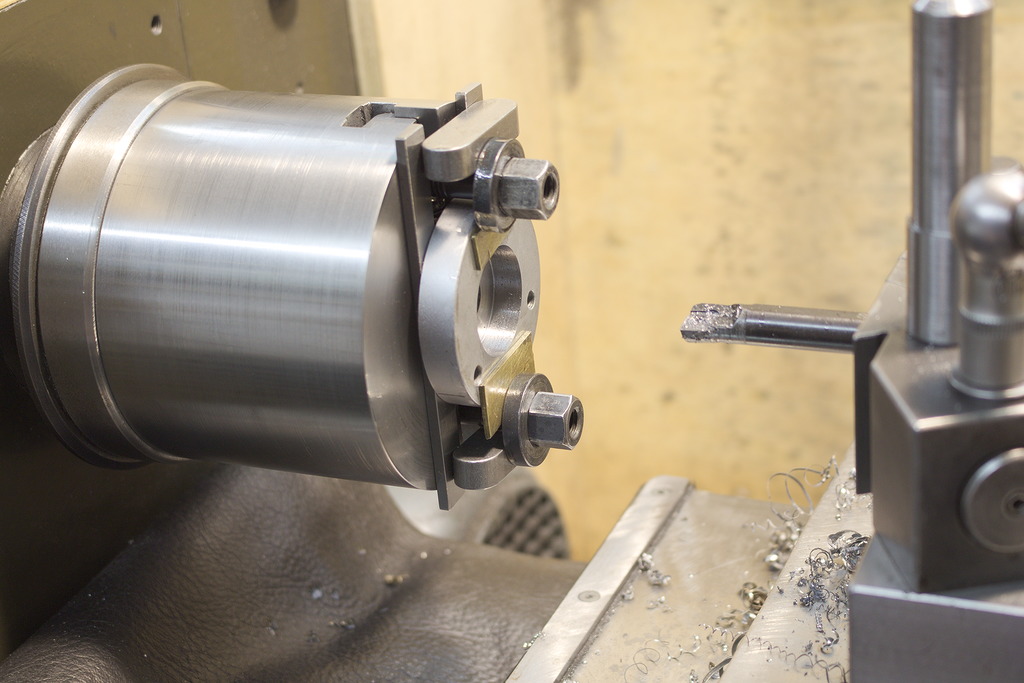
Warum ich sie austauschen will, zeigt eine Messung mit der Bügelmessschraube:

Der Mann an der Rundschleifmaschine hat etwas geschlafen, die Welle ist 4/100mm konisch und 5-9/100mm Untermaß. Zum Vergleich vorne ein Stück Linearwelle – 1/100mm unter Nennmaß, relativ gerade und einwandfrei zylindrisch.
Grundsätzlich ist die konische Welle kein Problem, allerdings fühlt sich die Klemmung des Arbeitskopfes auf der Welle etwas schwammig an. Deswegen fertige ich eine neue Welle an.
Als Ausgangsmaterial dient 25mm Linearwelle, Randschichtgehärtet und spitzenlos rundgeschliffen. Sehr günstig und relativ präzise.

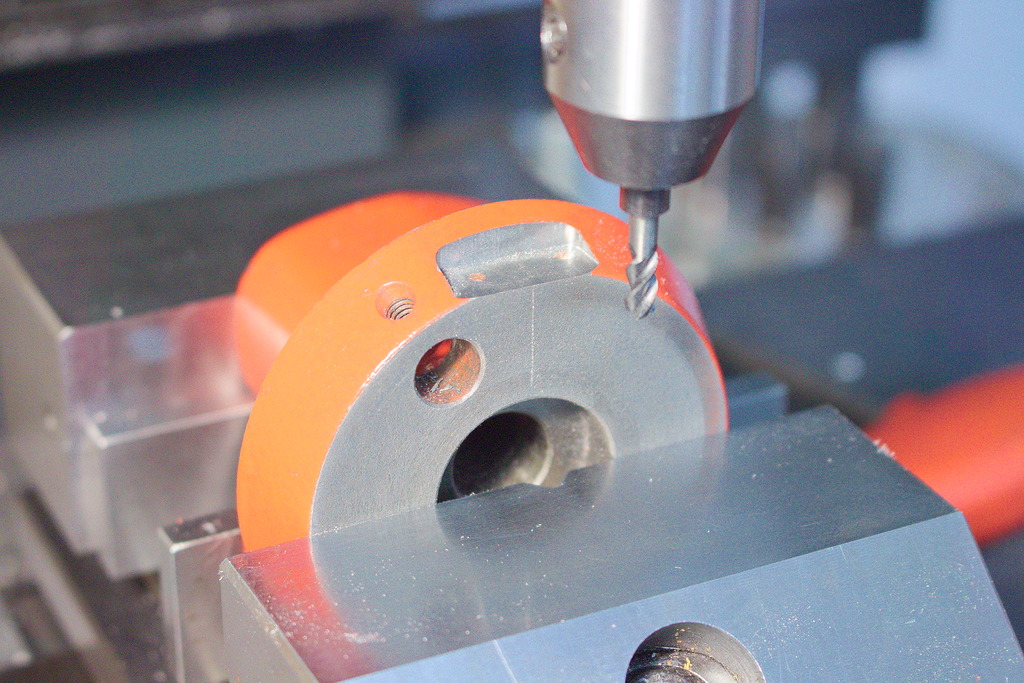
Die harte Schicht wird mit CBN abgedreht, geht auch mit Hartmetall, aber CBN ist deutlich weniger Kraftaufwändig für die Maschine. CBN funktioniert im weichen ausgesprochen schlecht, man sieht anhand der fürchterlichen Oberfläche sofort wann man durch die harte Schicht durch ist.
Die Breite vom Einstich ist halbwegs kritisch, hier läuft die Mitnehmerplatte der Feinverstellung. Hat man hier übermäßig viel Luft, resultiert das in zusätzlichem Umkehrspiel.
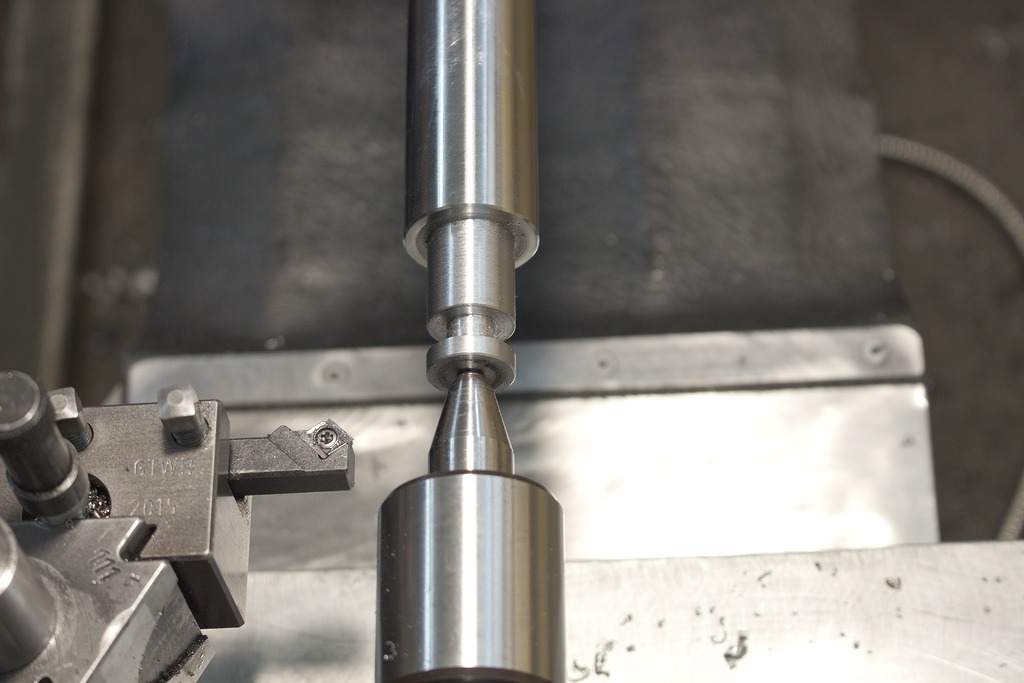
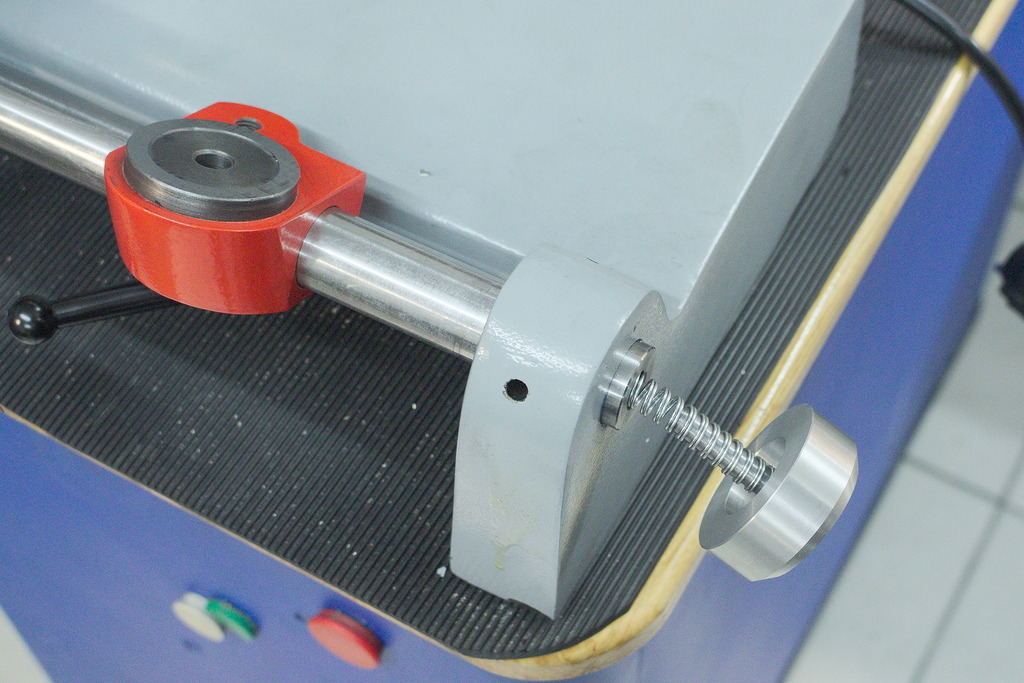
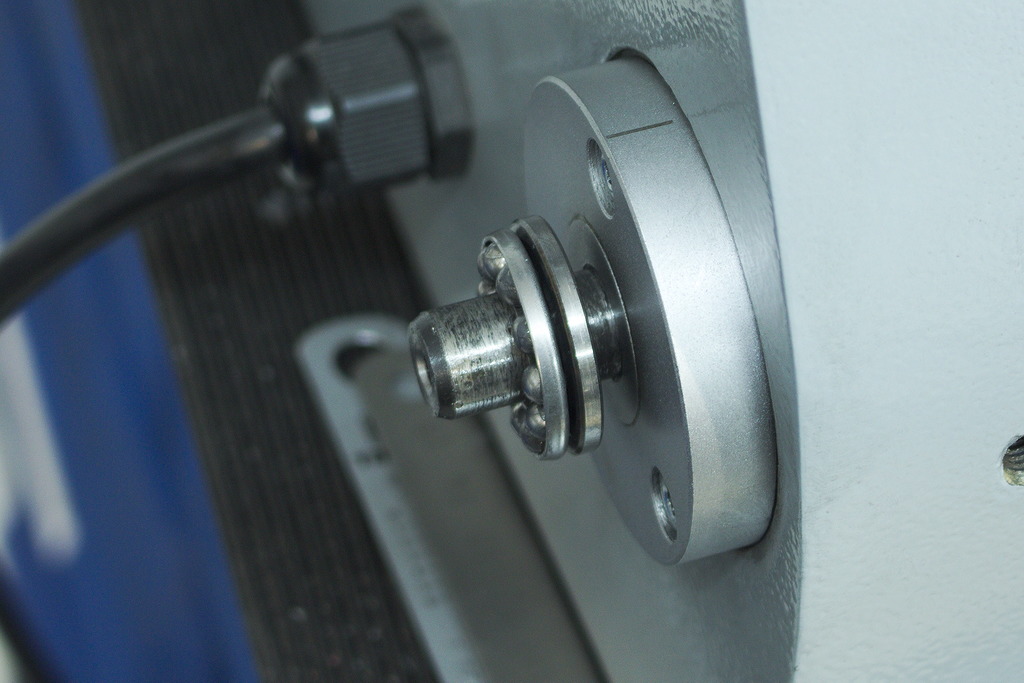
Hier sieht man wie die Feinverstellung an die Welle gekuppelt ist:
Die Gewindespindel ist fest im Gussgehäuse der Maschine gelagert, die schwarze Hülse mit der Passfedernut wird axial verschoben. Die Halbrunde Mitnehmerplatte läuft im Einstich der Hauptwelle und erlaubt gleichzeitig eine axiale Mitnahme sowie ein freies drehen der Welle.
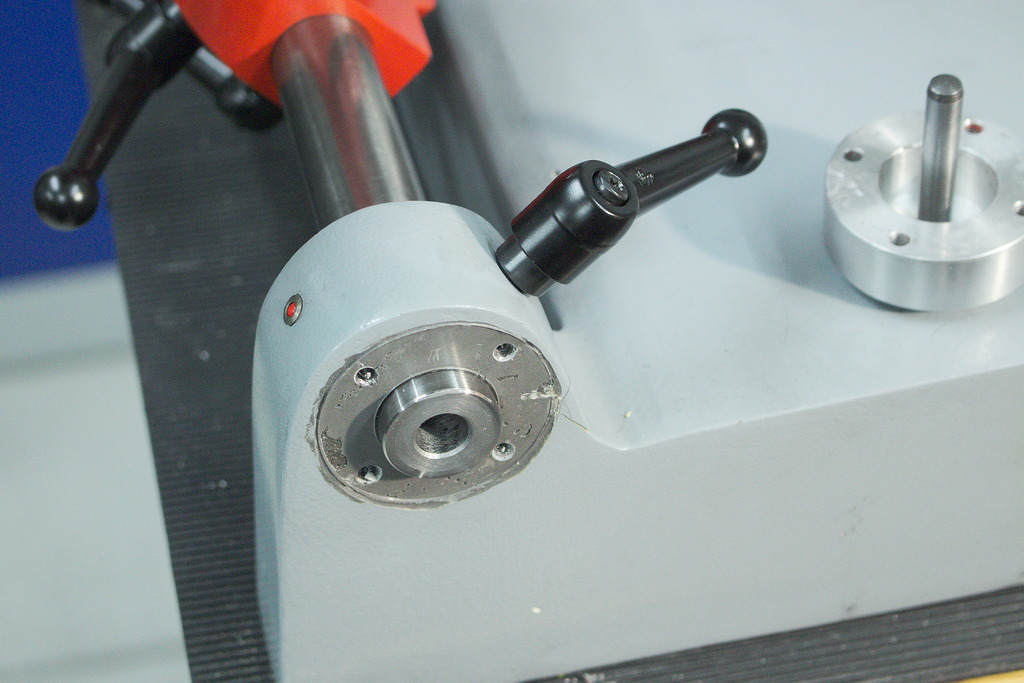
Wo ich noch bei der Hauptwelle bin, hab ich mal gemessen ob der Flansch des untersten Klemmelements parallel zur Bohrung liegt:
Da fehlt es etwa 0,015mm von links nach rechts, auch nicht kritisch, aber wenn man es mit wenig Aufwand richten kann, wird’s nicht schaden. Außerdem war die Oberfläche nicht besonders toll.
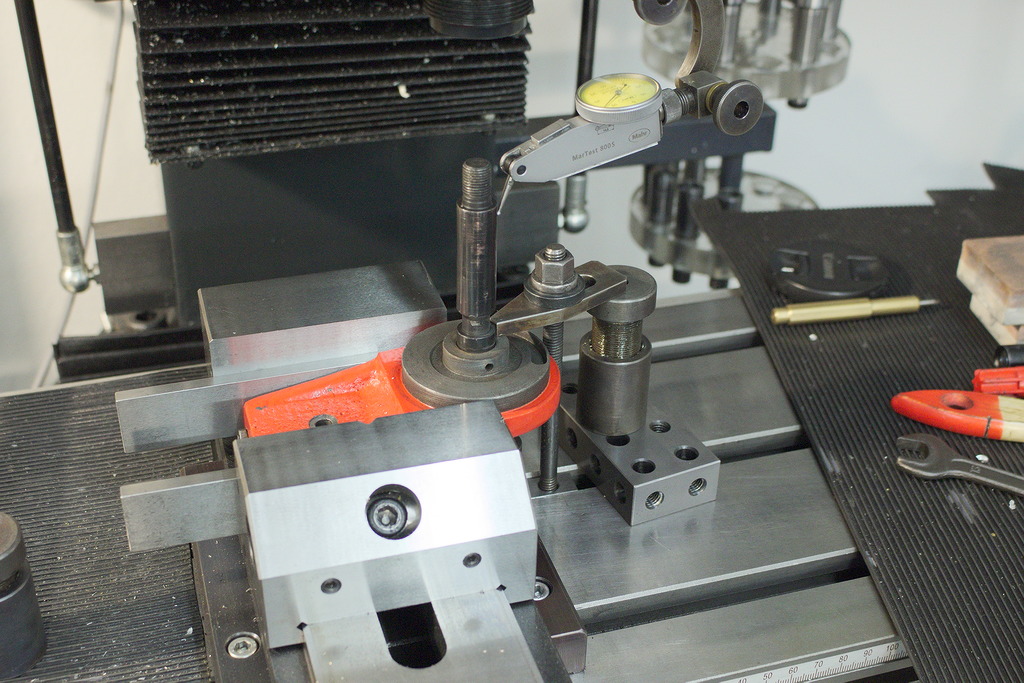
Den Messaufbau konnte ich 1:1 auf der Flachschleifmaschine benutzen:

Die untere Anlauffläche für die Einstellmutter des Schwenkgelenks habe ich auch direkt überschliffen:

Nur um danach festzustellen, dass hier wunderbar ein Axialkugellager passen würde:

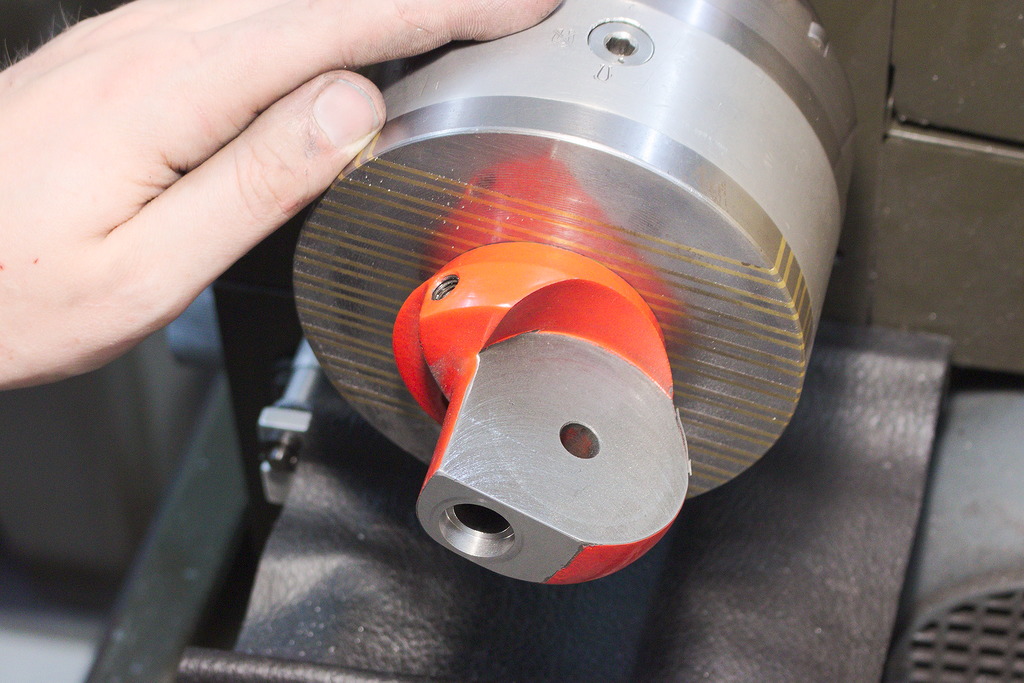
Also auf der Drehmaschine mit dem Magnetfutter gespannt und einen Absatz für ein Axiallager ausgedreht:

Mit dem Axiallager ist der Gewindeabsatz allerdings zu kurz und ich kriege die Welle beim besten Willen nicht demontiert. Also habe ich den Absatz auf der Fräsmaschine mit dem Ausdrehkopf verlängert:

Durch das Axiallager schleift die Einstellmutter nicht mehr ständig am Gussteil, die Schwenkbewegung fühlt sich „satter“ und gleichmäßiger an. Wichtig wenn man Stichel mit Voll-/Eckradius schleifen will.
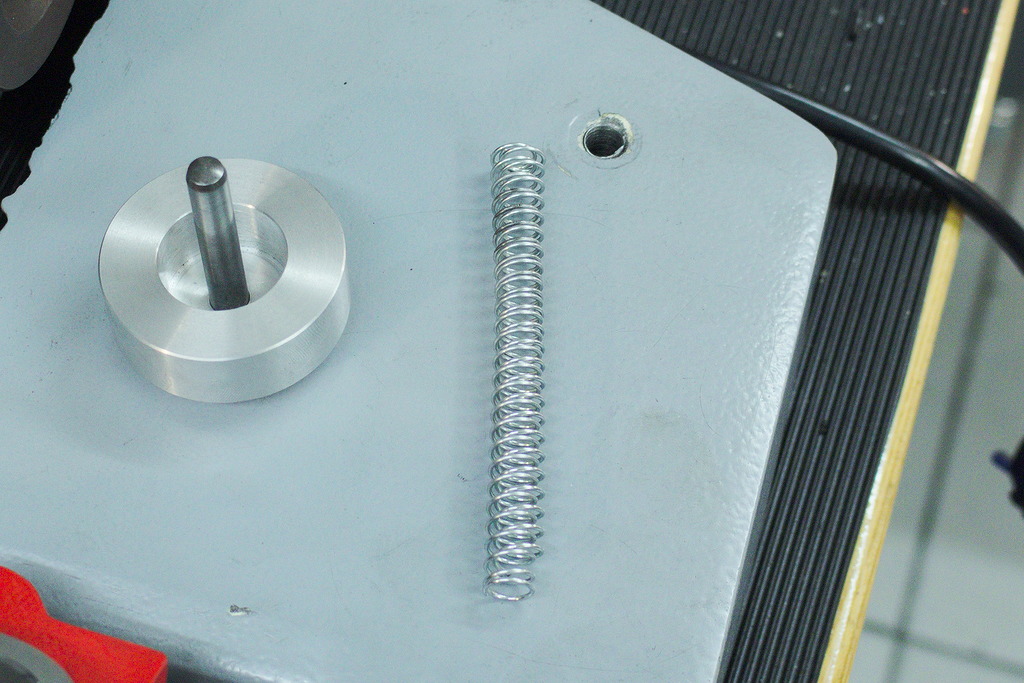
Um das Umkehrspiel der Hauptwelle weiter zu reduzieren habe ich sie auf der „freien“ Seite aufgebohrt und einen Deckel mit einem Führungsstift für eine Feder gedreht. Die Feder drückt die Welle konstant nach links.
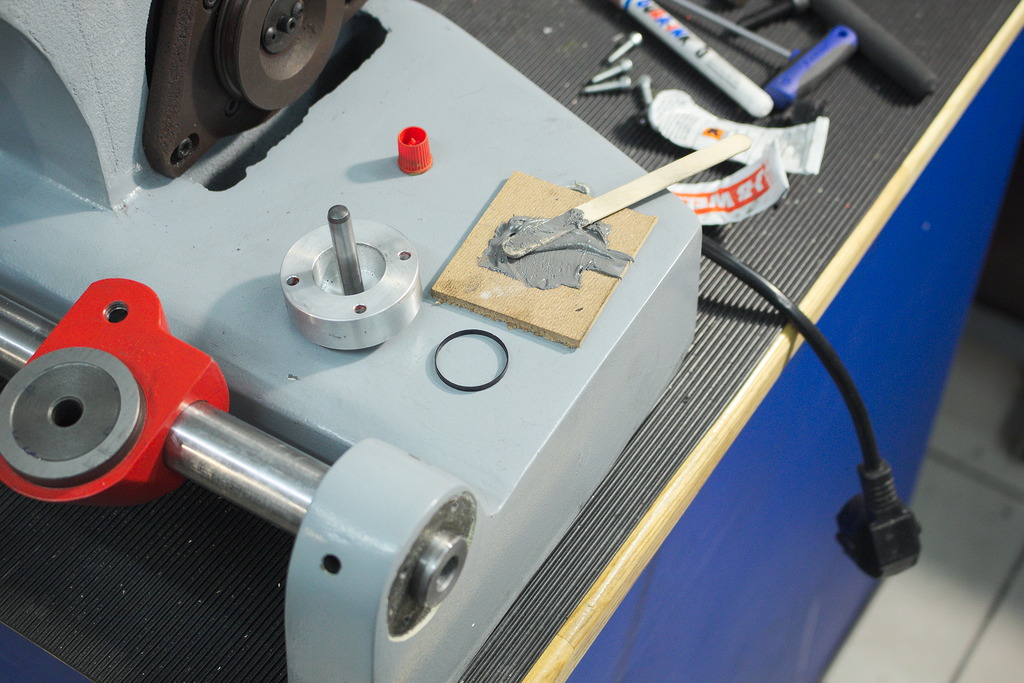
Das Gussteil ist an der vorgesehenen Montagefläche unbearbeitet, also habe ich das Aluteil mit Trennwachs behandelt, eine Zentrierbuchse aus Pom gedreht und das Aluteil mit JB-Weld auf dem Gussteil abgeformt.

Nach dem aushärten kann man den Deckel einfach mit einem flachen Schraubendreher abhebeln. So richtig gut ist der Abguss nicht geworden, aber der muss ja nicht flächig tragen – Ich will nur durch anknallen der Schrauben nichts verformen.
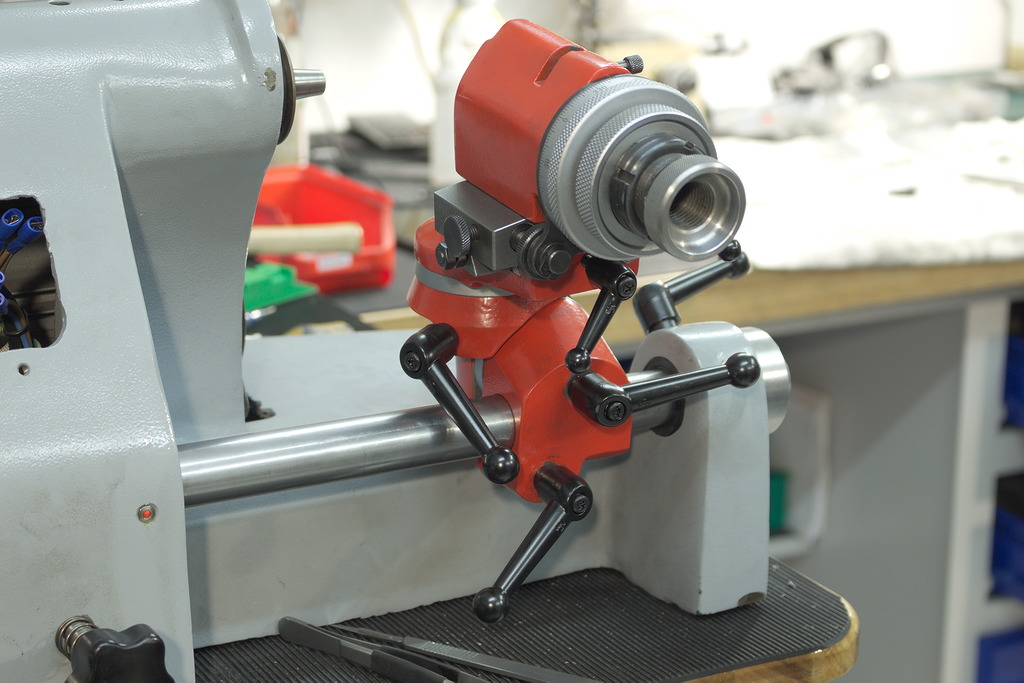
Bei der Gelegenheit habe ich auch die China-Klemmhebel gegen welche von Kipp ausgetauscht:

Die Feinverstellung selbst bekommt auch Kugellager um das Axialspiel sauber einstellen zu können.
Hier beim Ausbohren des Lagerflansches für ein 6001 Rillenkugellager:
Zugleich wird der Drehknopf ausgedreht für ein Axial-Kugellager, um ein spielfreies anstellen der Lager gegeneinander zu erlauben:
Die stirnseitige Schraube im Drehknopf erlaubt das einstellen des Axialspiels, mit dem radialen Gewindestift wird der Knopf dann auf der Welle geklemmt.

Das ist nicht die eleganteste Lösung, aber für die Anwendung mehr als Ausreichend. Auf jeden Fall lässt sich das Axialspiel jetzt auf Null reduzieren.
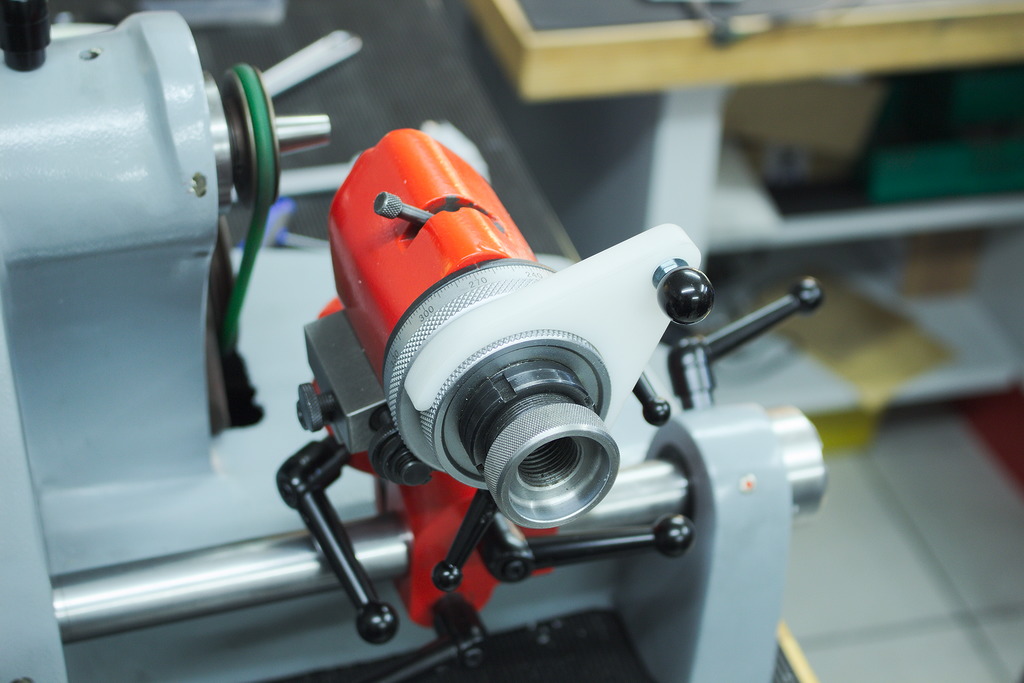
Ein sehr nützliches Zubehörteil ist eine Kurbel für den Teilkopf. Original kommt die Maschine mit einem Kurbelknopf am Anzugsrohr, dort ist aber der Durchmesser viel zu klein um ein gutes Kurbelerlebniss zu ermöglichen.
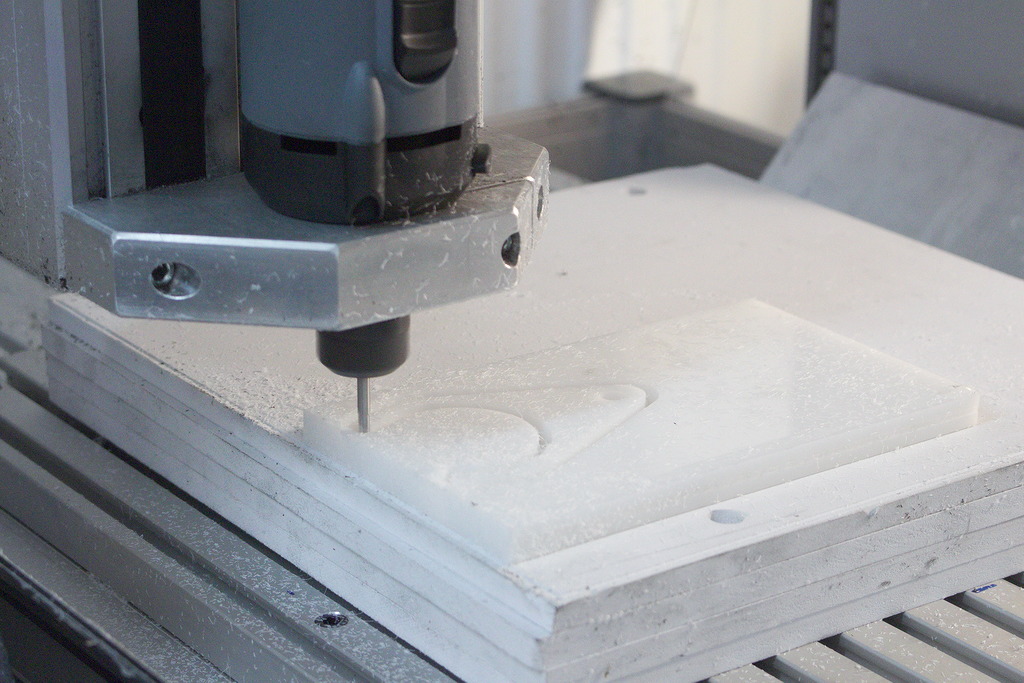
Die Kurbel wird aus 10mm Polycarbonat ausgefräst, der Kurbelgriff ist eine Griffkugel mit einer Schraube und einer gekonterten Mutter um sie frei drehen zu lassen.
Damit ist das Rund- und Freischleifen von Fräsern sehr viel einfacher und bequemer möglich als mit der originalen sehr kleinen Kurbel (Die originale Deckel Stichelschleifmaschine hatte die Kurbel als extra zu kaufendes Zubehörteil.)
Die originalen, sehr schlecht gemachten, aufgenieteten Nullmarker für die Skalenringe habe ich komplett weggefräst und in die Taschen entsprechend zugefräste Stücke Flachstahl mit graviertem Nullstrich eingeklebt: