
Es gibt eine vollständige Videoreihe (Englischsprachig) auf Youtube in der ich den Bau des Pinolenvorschubs zeige:
Cutting a timing belt gear
In meiner Sammelkiste war noch ein 24V DC Motor mit einem Planetengetriebe der bei 12V mit angenehmen 60U/min läuft:
Kurz gerechnet: Die Pinole macht bei 2,5mm/U Vorschub am Feinantrieb und einer Drehzahl von 60U/min rund 150mm/min.
Geht man davon aus, das sich der Motor halbwegs Linear verhält wird er bei 24V mit etwa 120U/min laufen, was einen Vorschub von 300mm/min an der Pinole ergäbe.
300mm/min ist etwas sehr schnell, mit einer Untersetzung von etwa 3:1 würde ich bei 100mm/min landen, damit kann ich schon eher etwas anfangen, nach unten kann man die Drehzahl mit PWM ja problemlos regeln.
100mm/min sind immer noch völlig ausreichend um bei 2000U/min mit 0,05mm/U Vorschub zu bohren/spindeln…
Der Motor passt ganz ausgezeichnet direkt über den Feinantrieb. Die Kraftübertragung erfolgt mit einem Zahnriemen, das Zahnriemenrad auf der Welle des Feinvorschubs muss natürlich ein- und auskuppelbar sein. Die Kupplung baue ich ähnlich wie ein Ziehkeilgetriebe auf – Dazu wird die Welle des Feinvorschubs von vorne her hohlgebohrt und eine Passfedernut im Bereich des Zahnriemenrades gefräst. Mit einer „Zugstange“ kann die Passfeder vor- und zurückgeschoben werden und so das Zahnriemenrad in Eingriff bringen.

Ein T2,5 Riemenrad mit 19 Zähnen und einen Riemen hatte ich noch in der Normteilesammlung:

Auf die Feinvorschubwelle kommt ein 60Z Zahnriemenrad, hier der vorgedrehte Rohling aus hochfestem Alu mit einer eingeschrumpften Stahlhülse. Im ausgekuppelten Zustand steht das Zahnriemenrad ja fest, während die Welle darunter rotiert, deswegen wollte ich hier keine Alubohrung (Auch wegen der Passfedernuten zum ein-/auskuppeln).
Rechts neben dem Rohling liegt der Schlagzahnfräser, der Schneideneinsatz ist aus HSS auf der Stichelschleifmaschine geschliffen – Die R0,2mm Stirnradien habe ich händisch unter der Lupe mit einem Abziehstein angebracht:

Die Form für die Zahnlücken findet man im Tabellenbuch Metal. (Ja, mein Schlagzahnfräser fräst den Radius am Übergang zum Aussendurchmesser des Riemenrades nicht mit, das wäre ziemlich viel Aufwand zu schleifen gewesen – Eher eine Arbeit für die Flachschleifmaschine. Allerdings habe ich keine Bedenken, ich hab hier relativ niedrige Drehmomente und Geschwindigkeiten sowie kurze Einsatzzeiten…)
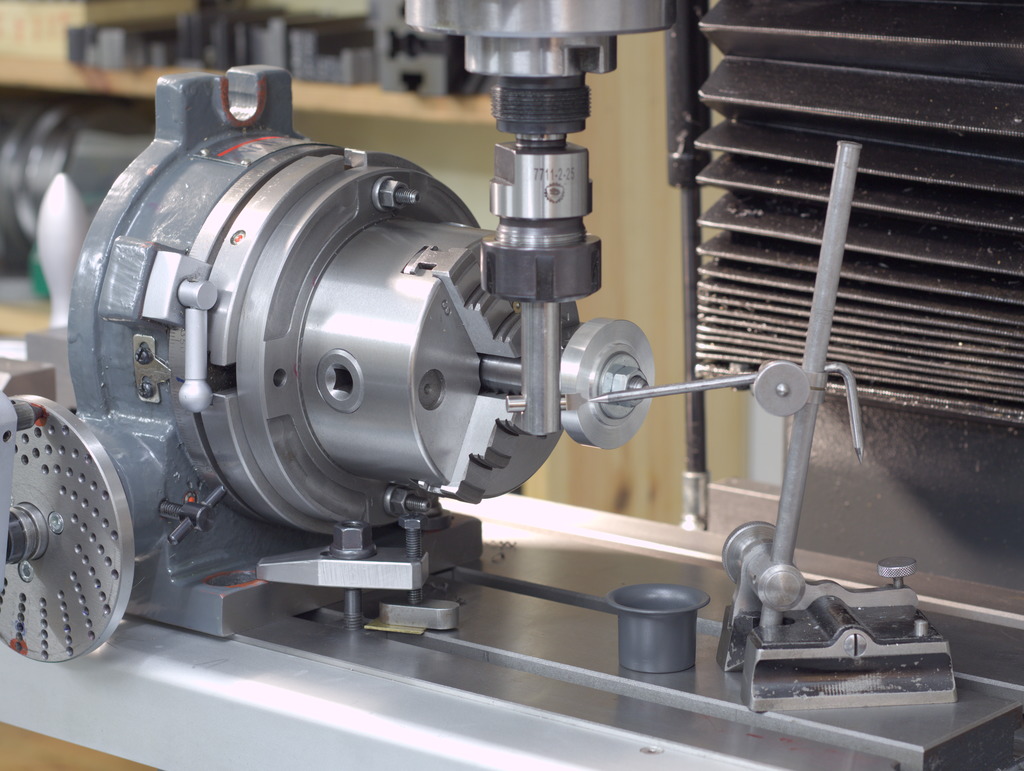
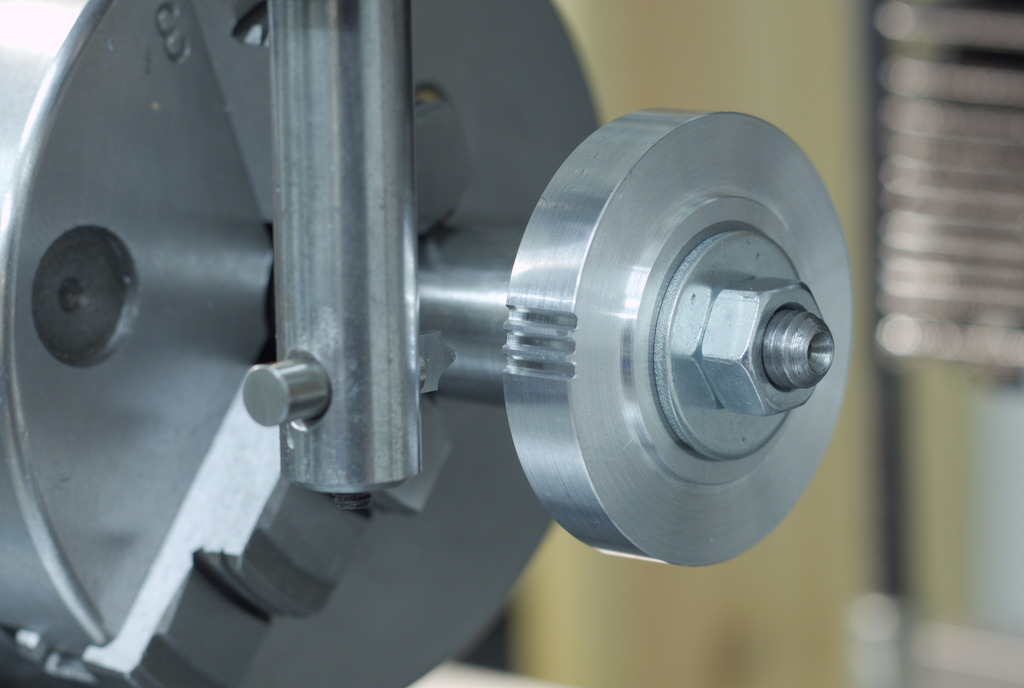
Einrichten vom Dreibackenfutter auf dem Rundtisch – Der Riemenradrohling ist auf einem vorher gedrehten Dorn gespannt:

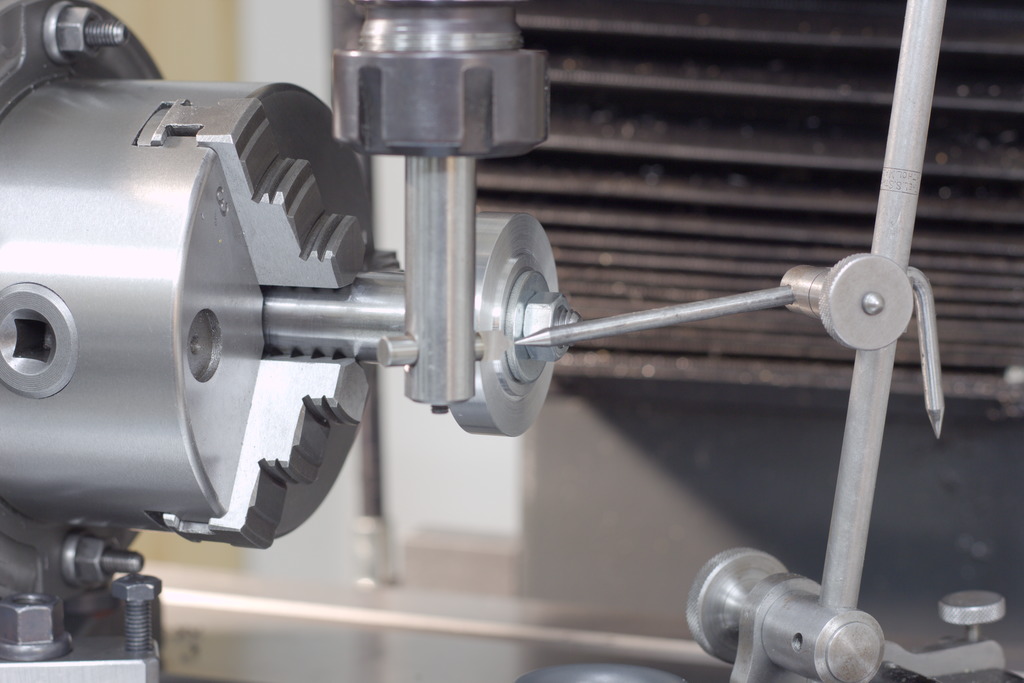
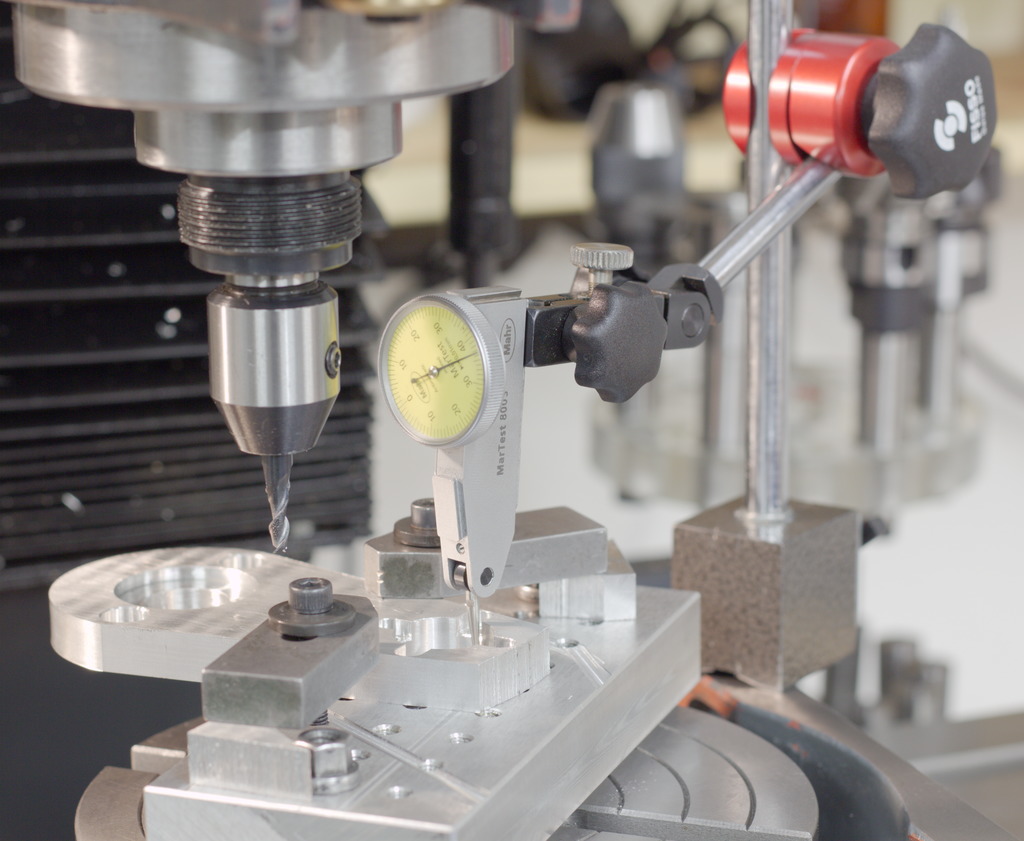
Fertig aufgespannt, Teilscheibe ist montiert – Um den Fräser auf Mitte zu stellen hab ich mir den Höhenreißer auf Spitzenhöhe vom Rundtisch gestellt und den Fräser mit der Lupe danach ausgerichtet:
Ich brauche eine 60er Teilung (entspricht 6° Schritten), der Rundtisch macht 4° pro Umdrehung an der Kurbel, also brauche ich jeweils 1,5 Umdrehungen von Zahn zu Zahn. Ich nehme dafür den 20er Lochkreis und lasse die Teilschere weg, wenn ich nur zwischen zwei Bohrungen auf der Teilscheibe hin und herspringe ist mir die haupsächlich im Weg, ich markier mir die beiden Bohrungen in der Teilscheibe dann nur mit einem wasserfesten Filzstift.
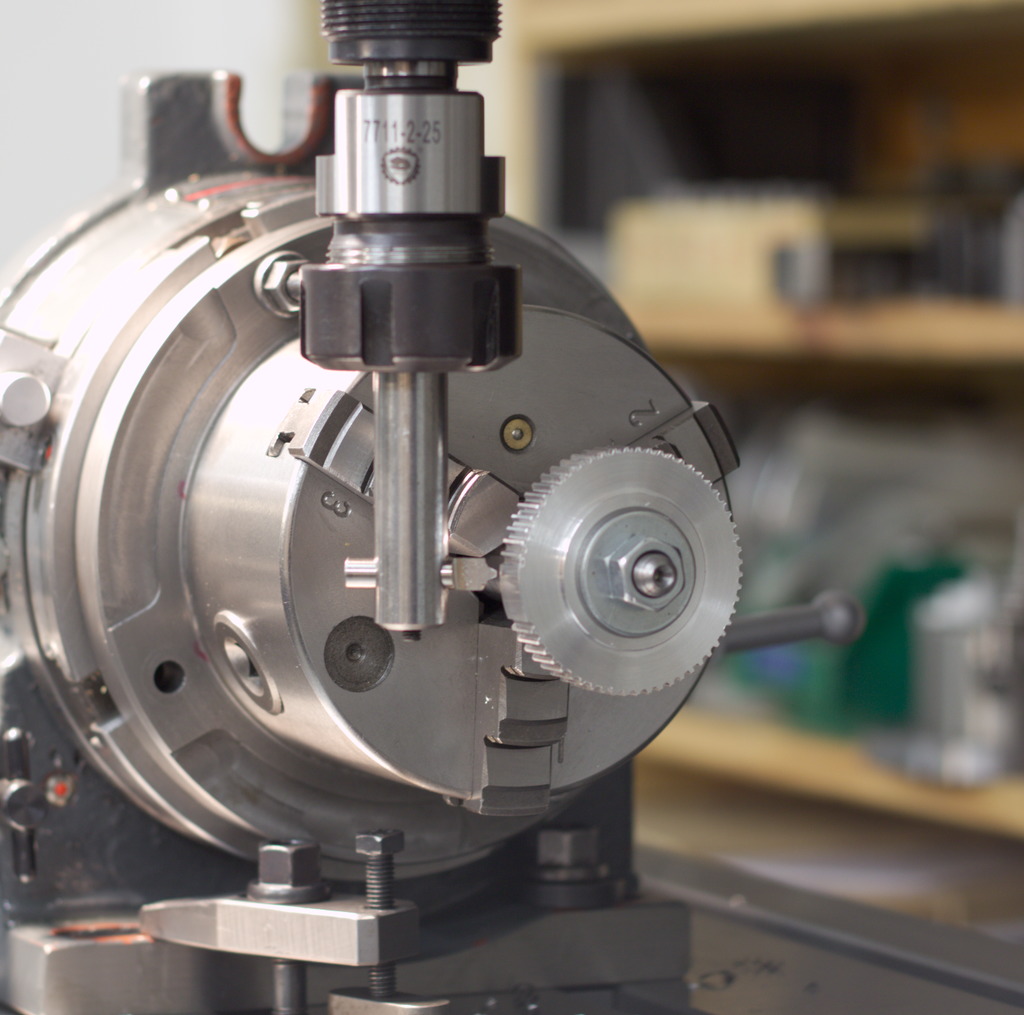
Die ersten Zahnlücken gefräst – Drehzahl 1000U/min, Tiefenzustellung von 1mm in einem Schnitt:
Fast fertig:
Probesitzen vom Zahnriemen:

Fertig, als nächstes kommen noch 4 Passfedernuten in die Bohrung des Riemenrades:
Das Stoßwerkzeug für die 3mm Passfedernuten habe ich auf der Stichelschleifmaschine geschliffen, mit minimalem Übermaß, damit die Geschichte am Ende leichtgängig einkuppelt:

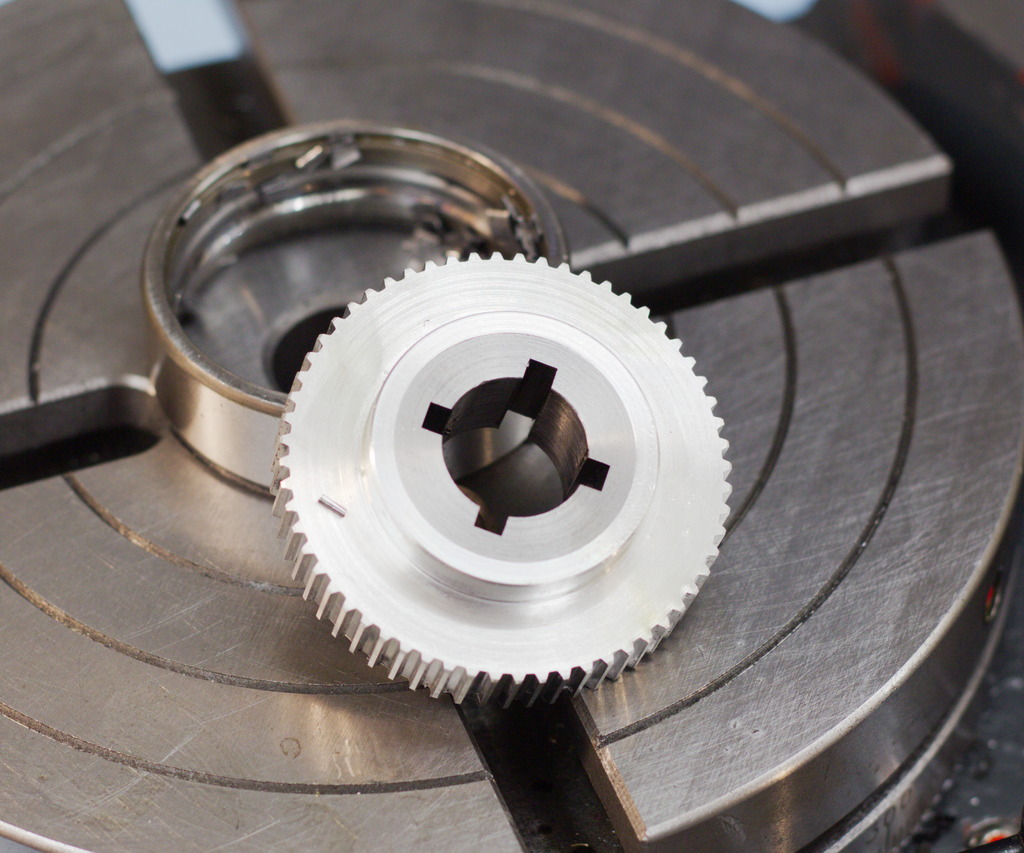
Aufspannung auf der Stoßmaschine:

Das hobeln selbst war völlig Problemlos, der Rundtisch ist mehr als ausreichend stabil dafür:

Das fertige Zahnriemenrad:
So kommt das dann an den Feinvorschub:

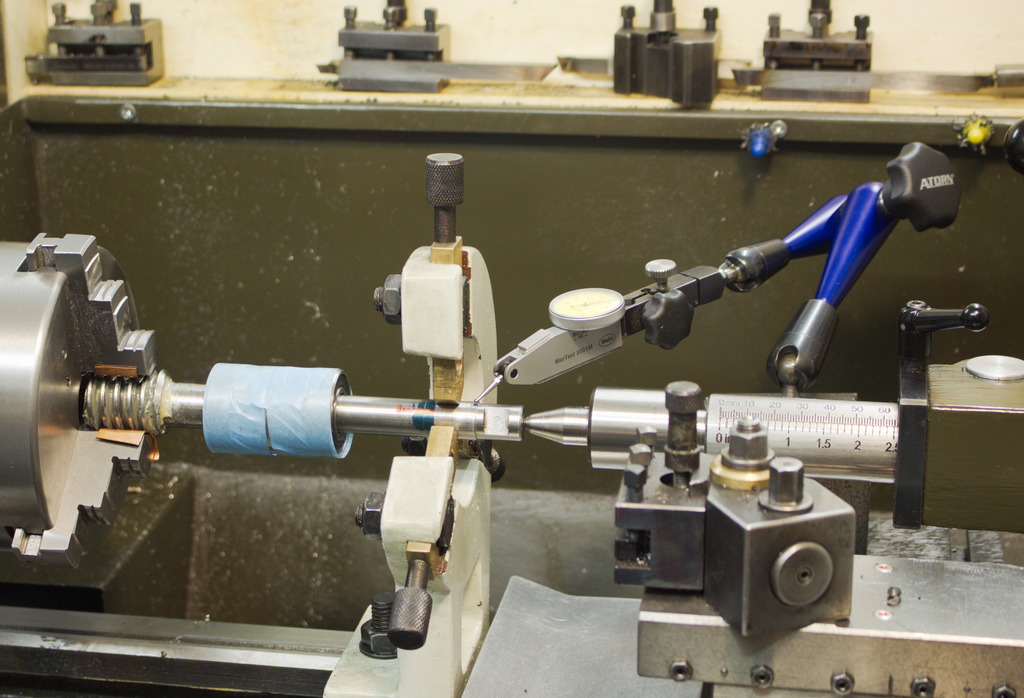
Das ist die Schneckenwelle des Feinvorschubs mit den zwei Lagern und der Distanzbuchse. Nachdem ich die Lager nicht von der Welle ziehen wollte, hab ich die Schnecke im Backenfutter gespannt und das freie Ende der Welle mit der Lünette gestützt.
In dieser Aufspannung wird die Schneckenwelle für die Schubstange gebohrt und 6H7 gerieben.
Das blaue Klebeband verhindert dass die Distanzbuchse zwischen den zwei Lagern rumklappert:
Nach dem Bohren hab ich noch die 3mm Passfedernut gefräst.
Unter der Welle liegt die 3mm Messingpassfeder und die Schubstange um die Feder zu verschieben:

Die Passfeder wird von der Rückseite mit der Schubstange verschraubt (M2 Senkkopfschraube):

Hier sieht man die Zugangsbohrung für den Schraubendreher:

Die Schneckenwelle mit dem Zahnriemenrad.
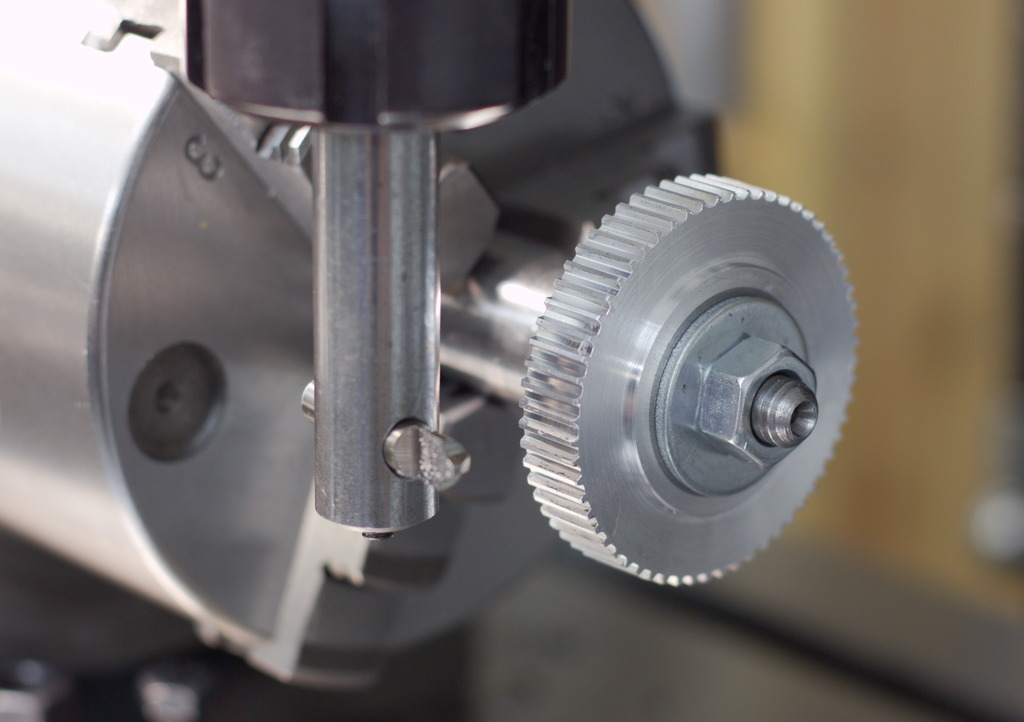
Hier mit der Passfeder im Eingriff, Zahnriemenrad und Welle rotieren zusammen:

Die Passfeder nach vorne herrausgezogen, das Zahnriemenrad kann frei auf der Welle rotieren:

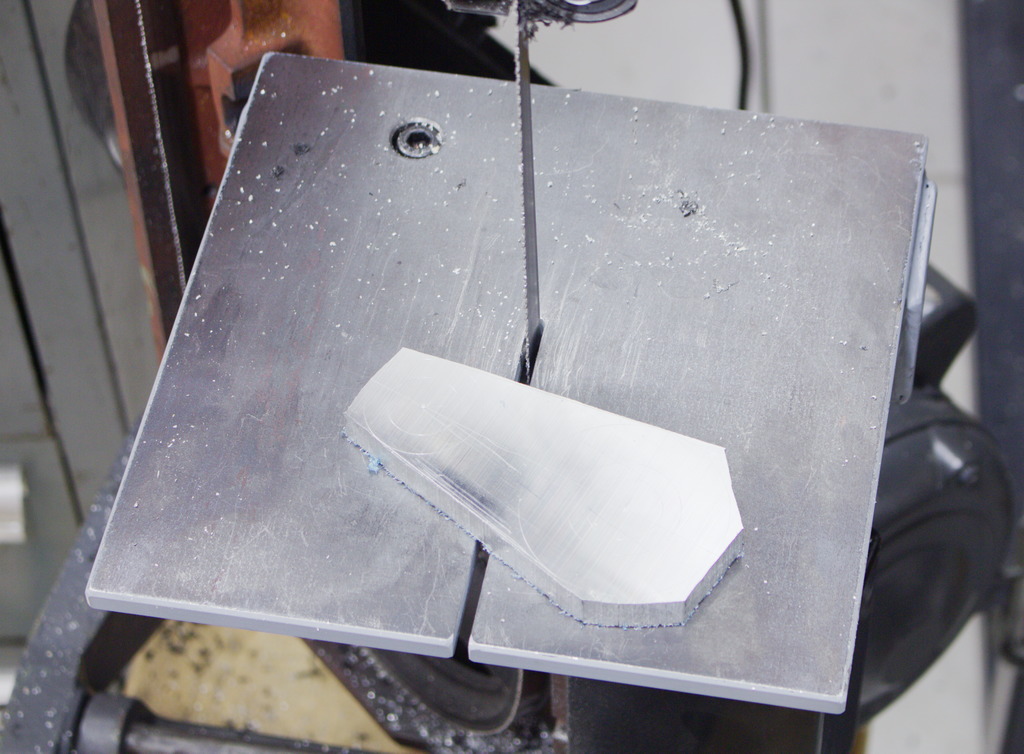
Als nächstes brauche ich eine Montageplatte für den Motor – Dafür hatte ich noch ein Stück 10mm Alplan. Ziemlich nixiges Material, aber es war alles was ich noch in 10mm da hatte.
Die Form grob auf der Bandsäge ausgeschnitten:
Aufspannen auf der Fräsmaschine, ich benutze den mittigen Anriss zum ausrichten, und die Körnermarkierung der Bohrung als Nullpunkt:
Beide Bohrungen hab ich mit einem 18mm Kernbohrer vorgeschruppt, die Bohrung für die Zentrierung des Motors habe ich 20H7 gerieben.
In Alu kann man auch mal von 18mm direkt auf 20mm reiben, wenn man nicht erwartet dass die Bohrung wirklich 20H7 wird (Sie wird unter Garantie größer), aber die Anwendung erfordert keine besondere Präzision:

Die andere Bohrung bekommt eine große Flachsenkung in die später eine Bronzescheibe eingeklebt wird (Als axiale Anlauffläche für das Zahnriemenrad):

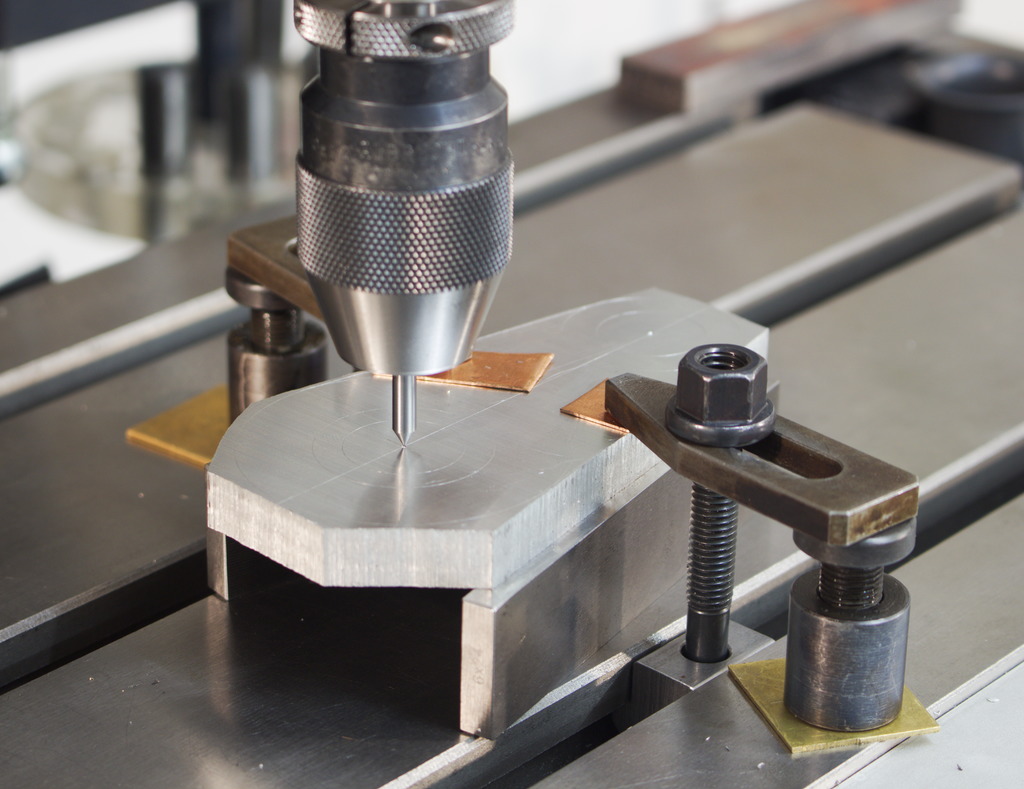
Die erste Aufspannung auf dem Rundtisch um die Aussenkontur zu fräsen. Zufällig haben zwei Bohrungen in meiner Gewindeaufspannplatte genau mit den zwei Bohrungen im Werkstück übereingestimmt:

Zentrieren der Spindel über dem Werkstück:

Fräsen des Radius und der geraden Aussenkanten:

Ausrichten der zweiten Seite, dieses mal musste ich Spannpratzen nehmen um das Teil zu halten:
Fertig gefräst:

Alles zusammen montiert am Feinvorschub – Der Schwarze Kugelgriff bewegt die Schubstange vor und zurück, die das Zahnriemenrad des Vorschubs ein- und auskuppelt.
Hier ein kurzes Video auf Instagram, in dem man die Funktion bereits sehen kann:
Pinolenvorschub im Betrieb - Instagram
Die Riemenabdeckung habe ich auf der Gravierfräsmaschine aus 15mm PVC ausgefräst – Als Schablone hat die bereits fertige Motorhalterung gedient:
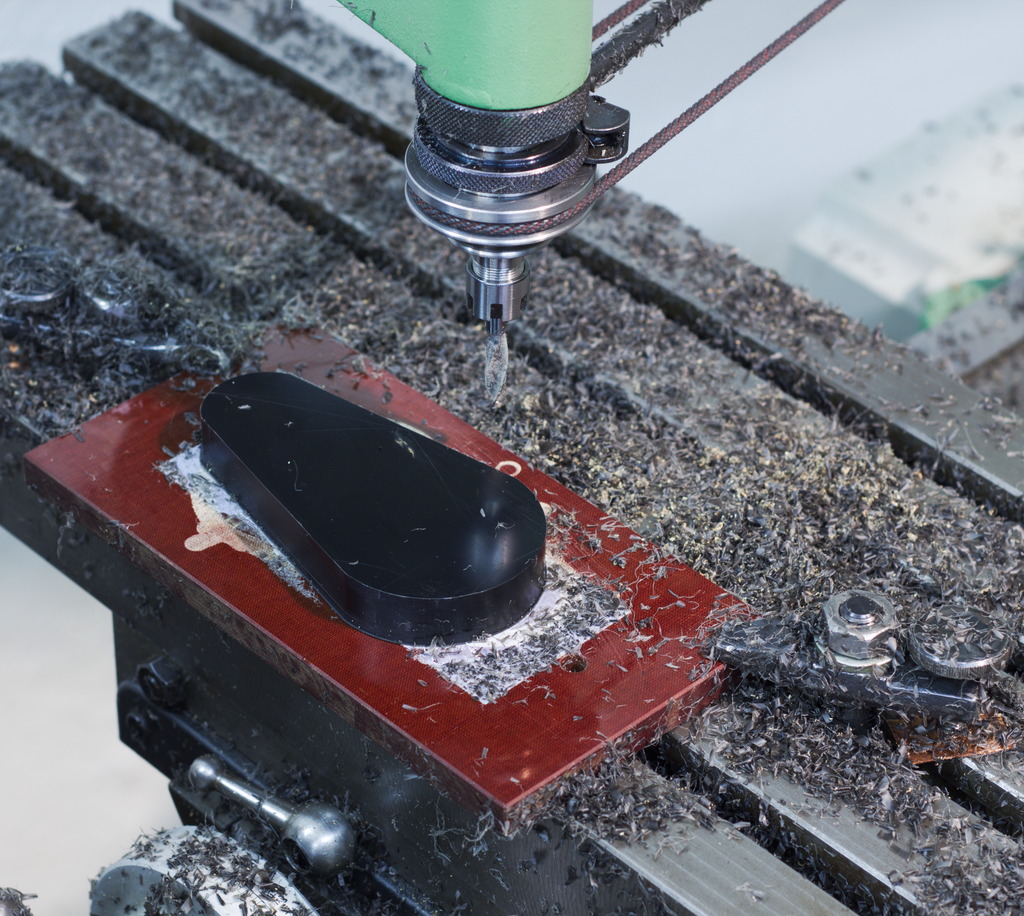


Kopieren im Verhältnis 1:1 ist ein Grenzfall, die Fräskräfte gehen direkt auf den Taststift und der ganze Aufbau neigt zum Vibrieren. Legt man die Hand auf den Arm mit der Frässpindel kann man allerdings einen Großteil davon wegdämpfen. Trotzdem muss man unbedingt Schruppen und schlichten, sonst bekommt man einfach keine schöne Seitenflächen.
Die Innenkontur habe ich auf dem Rundtisch ausgeschruppt, sonst hätte ich dafür extra eine Schablone fertigen müssen:

Außen hübsch:

Innen nicht so:

Wie man sieht ist immer noch Platz für den Skalenring – Allerdings musste ich ihn etwas kleiner und kürzer drehen, damit er immer noch hin passt. Einen Nullpunktträger werde ich mit den beiden Innensechskantschrauben die die Abdeckung halten mit befestigen:

Aufspannung auf der Fräsmaschine um die Skalenstriche zu hobeln:

Der Feinvorschub an der Pinole macht 2,5mm/Umdrehung und ich möchte 0,02mm pro Skalenstrich, damit lande ich bei 125 Strichen.
Kurzes Rechnen hat 18 Löcher auf einer 25er Teilscheibe ergeben – Wer einen Vertex Rundtisch mit der Teileinrichtung hat, weiß dass da keine 25er Teilscheibe dabei ist, nur eine 23er und 27er (auch keine 50er).
In meiner Restekiste lag noch eine 5mm Blechronde vom Laserschneider, aus der hab ich mir kurzerhand eine 25er Teilscheibe gebohrt.
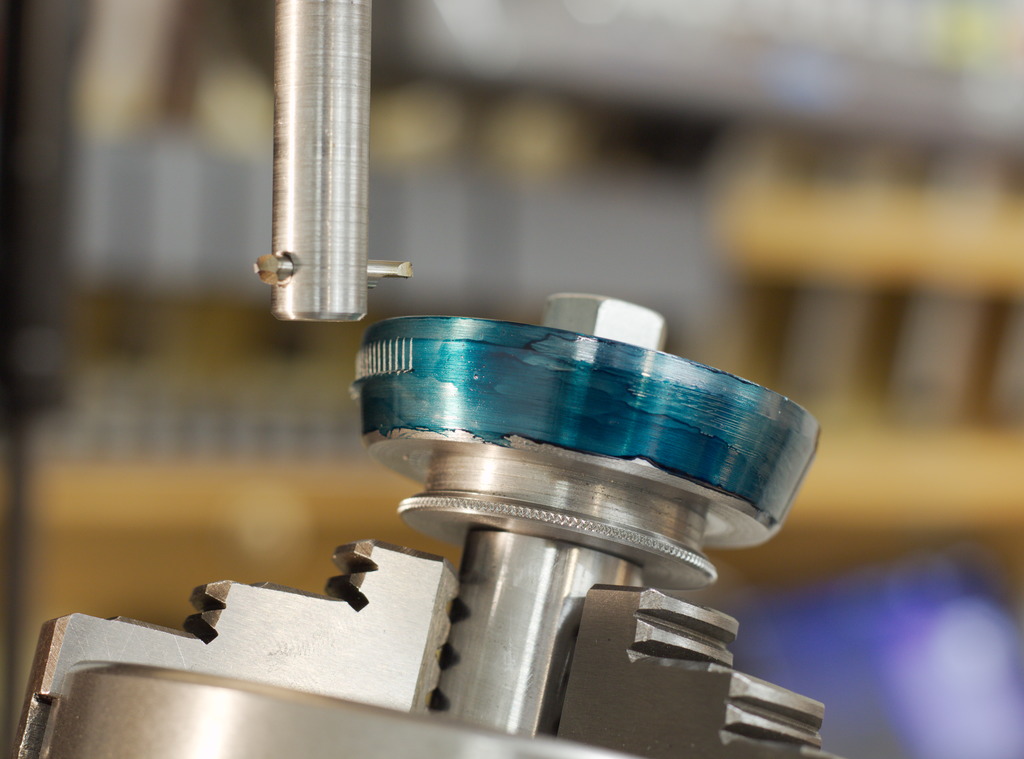
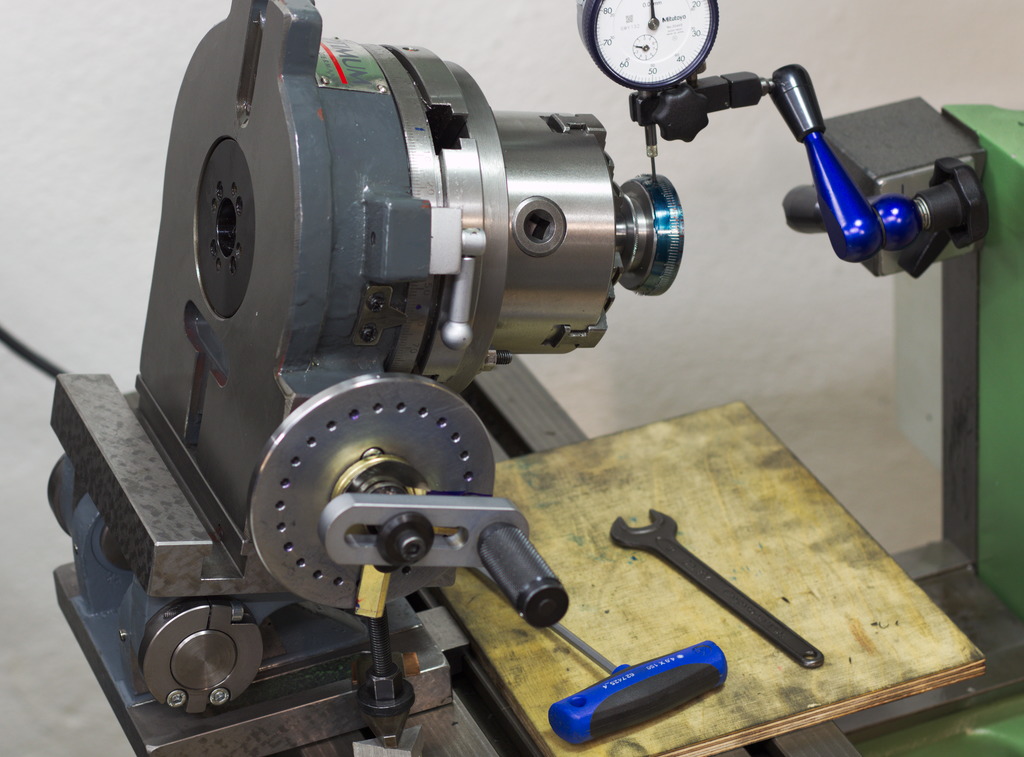
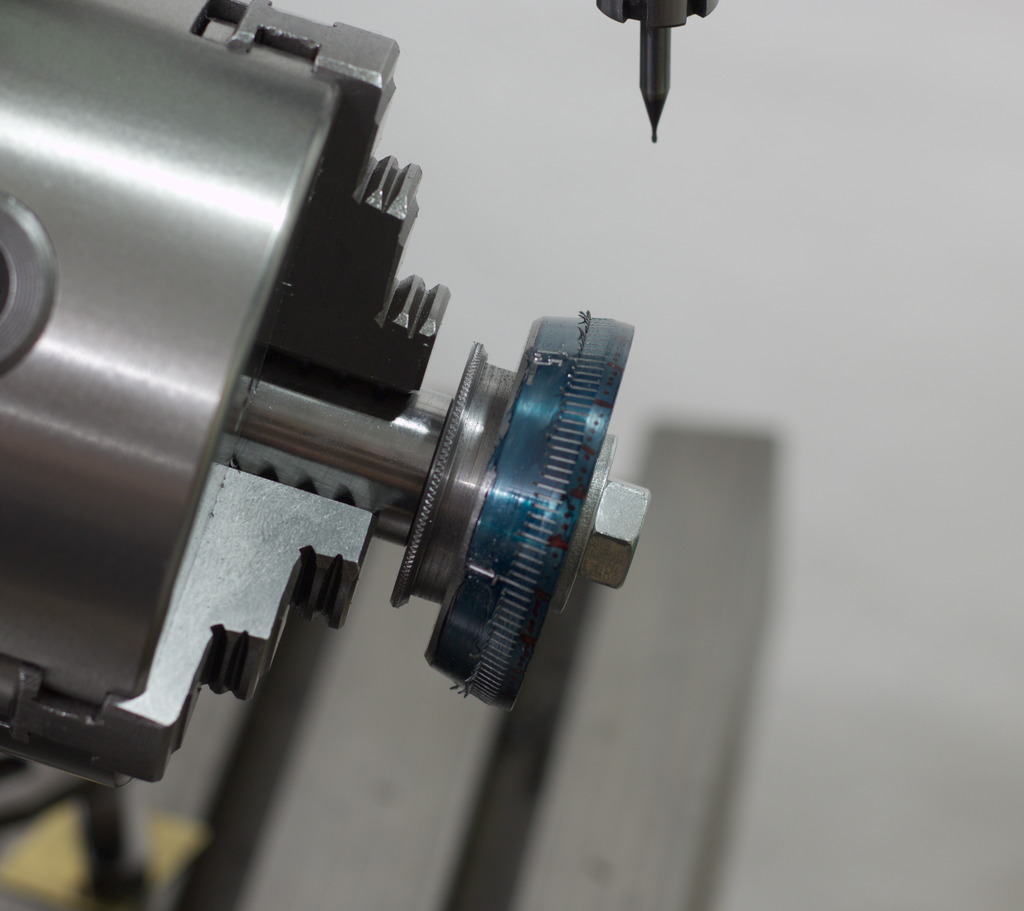
In der Spindel ist eine Bohrstange gespannt mit einem V-Förmig geschliffenem Hobelstahl. Hier richte ich die konische Fläche des Skalenrings gegen die Bohrstange aus (Lichtspalt):

Man sieht auch wie ich die Drehung der Spindel blockiert habe – Ein Stück Alurohr stützt sich gegen die Pinole ab und wird mit der Abdrückmutter der Mk4/Mk2 Reduzierung in der Spindel verspannt:

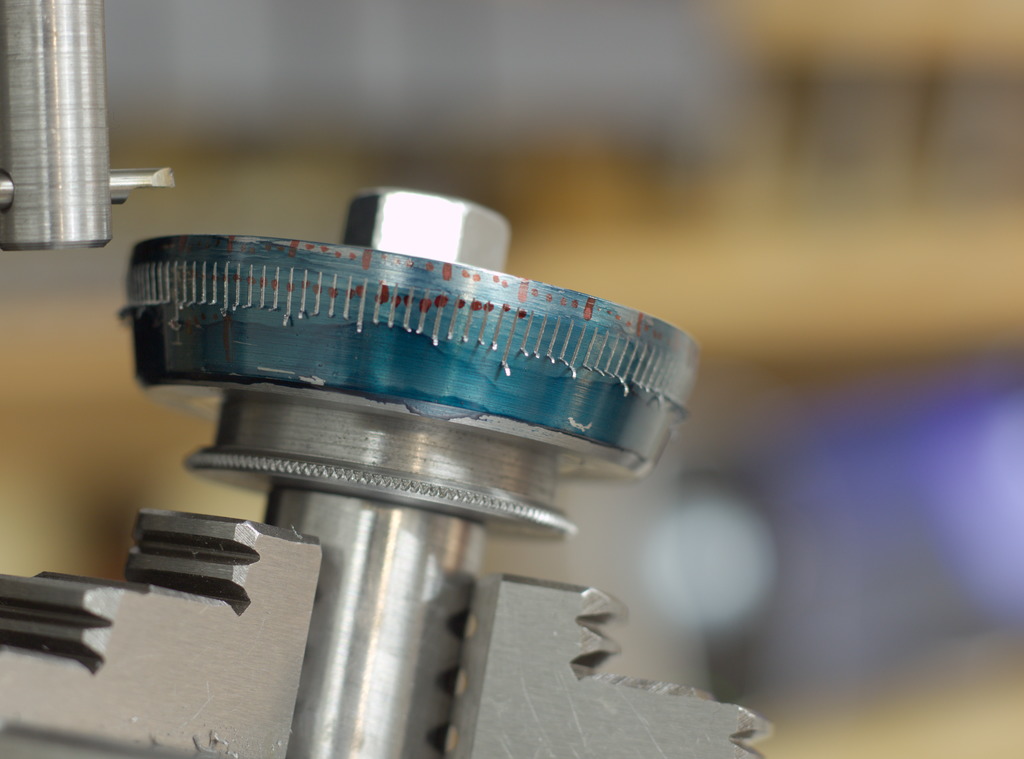
Die ersten Skalenstriche sind gehobelt, die Länge der Striche wird mit Endmaßen am Tiefenanschlag eingestellt:
Einmal rund herum, als nächstes werden die 0,1mm und 0,5mm Linien länger gehobelt:

Danach hab ich die ganze Aufspannung auf die Graviermaschine rübergetragen um die Ziffern zu gravieren:

Graviert mit einem 0,6er Kugelfräser – Wegen der gewölbten Fläche musste ich an der Tiefenfeinverstellung der Gravierspindel beim Gravieren etwas nachstellen.
Die Ziffern hab ich in 0,5er Schritten graviert:
Danach mit dem Spanndorn wieder auf die Drehbank und mit einer Drehbankfeile den Grat vom Hobeln der Skalenstriche abgezogen, mit schwarzem, wasserfestem Stift ausgelegt und mit Druckerpapier abgezogen:
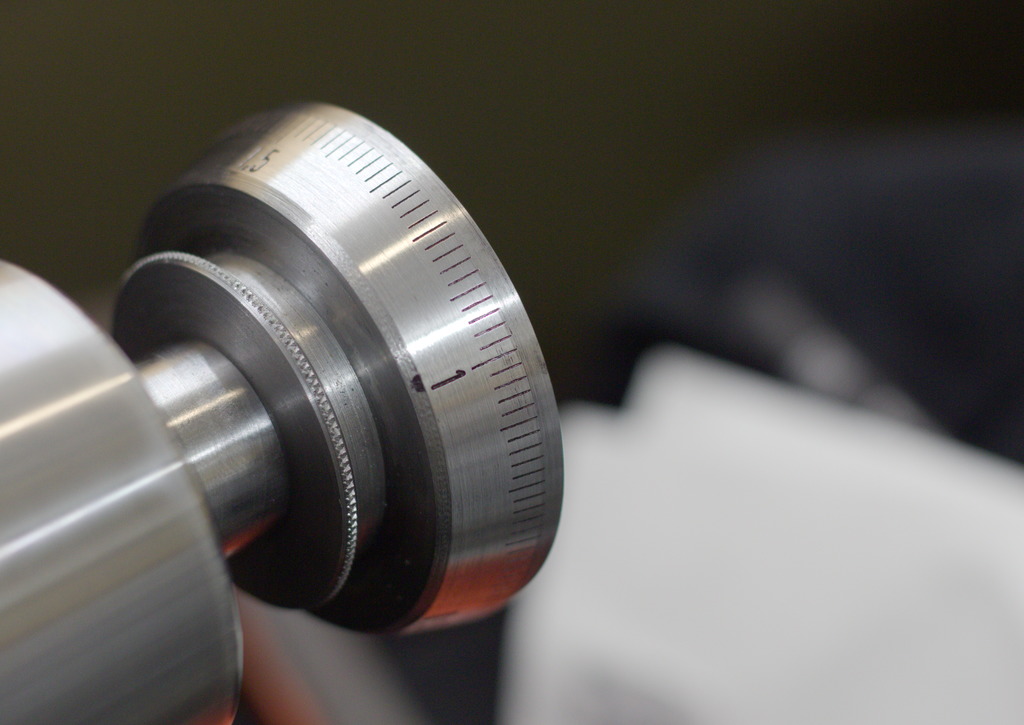
An der Maschine montiert, der Nullpunktträger ist aus einem Stück Werkzeugstahl gefräst und wird mit den beiden Gehäuseschrauben der Riemenabdeckung mitgehalten:

Der Skalenring hat eine radiale M4 Gewindebohrung, darin sitzt ein etwa 5mm langes Stück O-Ring Rundschnur und dahinter ein Gewindestift der das ganze zusammendrückt. Das ergibt eine sehr angenehme Bremse für den Skalenring.
Um den Motor kommt ein Gehäuse in dem auch die Elektronik sitzen wird. Das Kunststoffgehäuse sitzt im Schraubstock gespannt und zusätzlich gegen den Aufspannklotz gespannt – So dünnwandige Kunststoffteile halten im Schraubstock sonst sehr schlecht.
So gern ich einen ValCut Kreisschneider hätte, so geizig bin ich auch, ein Ausdrehkopf funktioniert in den meisten Fällen genausogut. Bei sowas windigem wie ABS Kunststoff kann man auch einfach mit einer normalen Bohrstange im Ausdrehkopf ins volle einstechen:
So passt das Gehäuse um den Motor:

Damit ist es an der Zeit, sich um die Elektronik zu kümmern.
Die Komponenten die ich verbaut habe:
Mein Ziel war es die Vorschubgeschwindigkeit mit dem Poti stufenlos verstellbar zu gestalten, die tatsächliche Vorschubgeschwindigkeit mit dem Hallsensor auszulesen und auf dem 7-Segmentdisplay in mm/min anzuzeigen.
Einen Schaltplan und die Software reiche ich unter Umständen nach.
Und so passt die gesamte Elektronik in das Gehäuse, das 7-Segmendisplay wird noch im Gehäusedeckel eingelassen. Versorgt wird der Vorschub vom gleichen 24V Netzteil das auch meinen X-Fräsvorschub versorgt (24V / 7A Schaltnetzteil):

