(Abgesehen von der X-Tischführung, da sitzen im Tisch zwei Öler die auf eine Ölnut wirken. Diese sitzen aber nur am flachen Teil des Schwalbenschwanzes und funktionieren nur wenn der Tisch halbwegs mittig steht – Andernfalls läuft das Öl einfach seitlich am Maschinenfuß nach unten.)
Ideal wäre natürlich Zentralschmierung in allen Achsen, so wie ich es an meiner Cnc hatte, aber an einer konventionellen Maschine kann ich damit leben, ein oder zweimal am Tag den Kreuztisch mit der Ölpresse abzuschmieren.
(Bei Cnc ist die Zentralschmierung schön um häufig schmieren zu können wenn viel im Kurzhub gefräst wird um ein Fressen der Achsen zu vermeiden – Wer schonmal die Y-Achse einer Fp2…4NC, die viel gearbeitet hat, von unten gesehen hat weiß was ich meine.)
Meine einfachere Lösung sind Schmiernuten in den Führungsflächen und Schmiernippel. Ich will sowohl die flache als auch die schräge Schwalbenschwanzfläche abschmieren, jeweils mit einem gemeinsamen Schmiernippel.
Vorerst mach ich das nur beim Kreuztisch, an der Z-Konsole erst, wenn ich aus irgendeinem Grund mal wieder den Kopf abmontiert habe.
Erster Schritt: Kreuztisch zerlegen. Wenn man Glasmaßstäbe an der Maschine hat ist es toll wenn man die Transportsicherungen für die Leseköpfe aufgehoben hat.
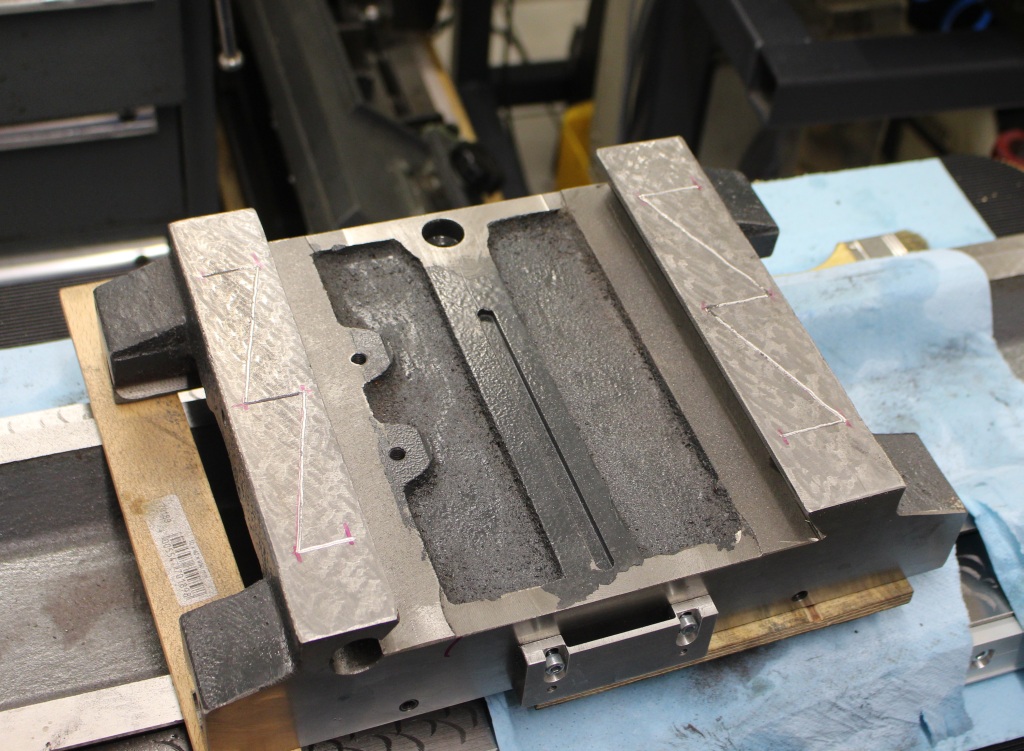
Tisch und Kreuzschieber – Alle Schmiernuten kommen in den Kreuzschieber und die Keilleisten:

Kurz zur Form der Schmiernuten, der Weck beschreibt die Z-Förmige Nut als „ok“, andere Formen, die aussehen wie eine Zieharmonika sind als besser zu bewerten. Soviel Aufriss wollte ich nicht machen, deswegen habe ich mich für die Z-Förmige Schmiernut entschieden. Sieht man an älteren Werkzeugmaschinen auch sehr häufig.
Der Querschnitt der Nut ist auch entscheidend, der Übergang zur darüberliegenden Fläche soll nicht scharfkantig sein, da die Schmiernut sonst wie ein Abstreifer wirkt und den Ölfilm den man gerne hätte wegschiebt. Besser ist es den Rand der Schmiernut flach anzufasen oder besser zu verrunden.
Anfasen der Kante geht gut mit einem Flachschaber – Einfach den Schaber 10..20° neigen und an der Kante entlang schieben, das Ergebniss sollte eine 0,5mm breite, feine Fase sein.
Die ersten Schmiernuten im flachen Führungsteil habe ich noch auf der Gravierfräsmaschine gefräst:

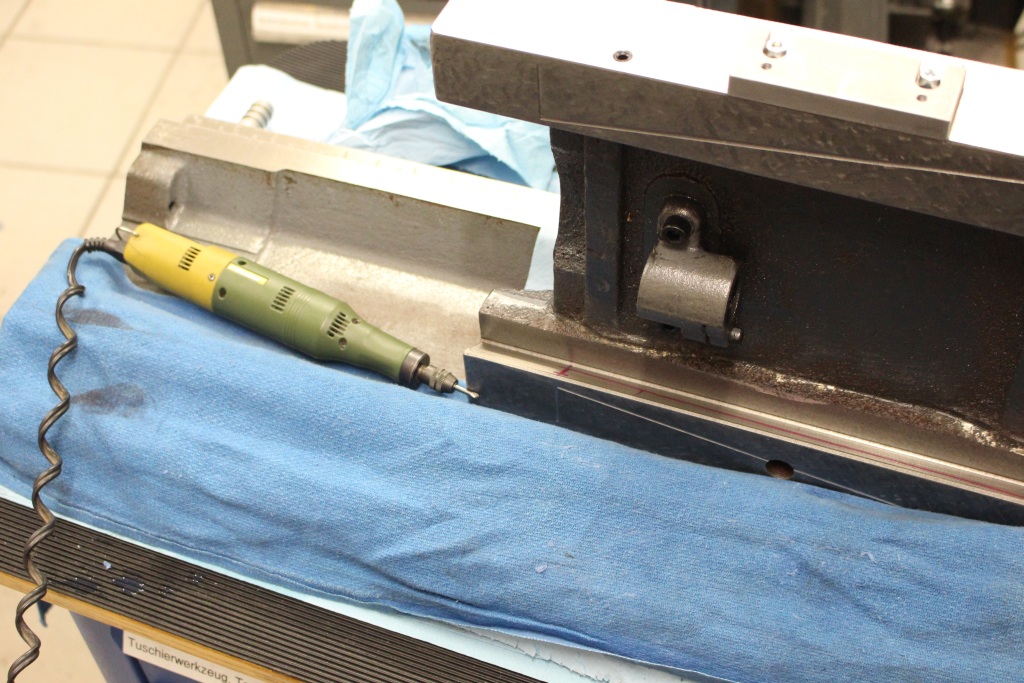
An den schrägen Führungsflächen war das nicht mehr so einfach möglich, die hab ich von Hand mit dem Proxxon und einem VHM Raspelfräser nach Anriss gefräst.
Der kleine Proxxon ist mein allererstes eigenes Elektrowerkzeug, ich glaub da war ich in der fünften Klasse, da hatte ich den von meinem Taschengeld zusammengespart..ist auch schon ein paar Tage her. Läuft immernoch obwohl ich das Ding schon auf das übelste misshandelt habe:
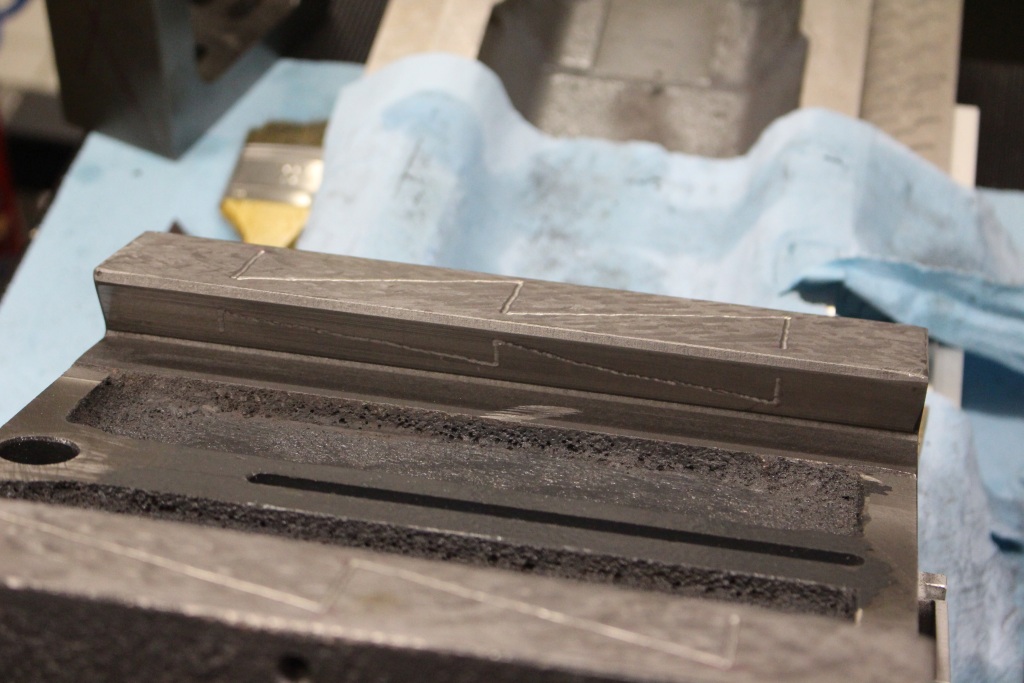
Hier kann man die Z-förmige Nut in der Schrägen Führungsfläche sehen:
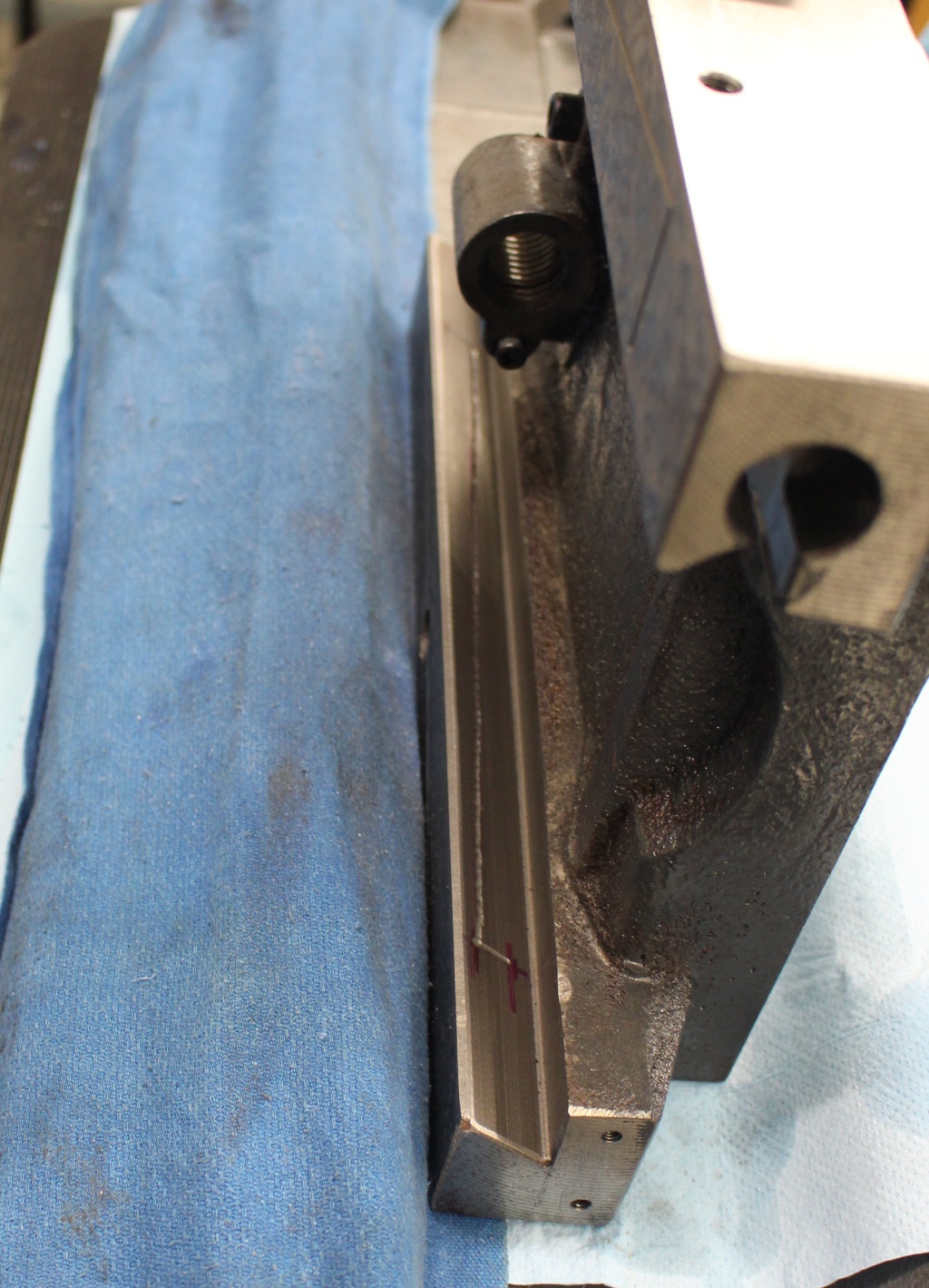
Ganz rechts am Eck vom Gussteil kann man ein M6 Gewinde sehen – Dort kommt der Schmiernippel hin. Davon geht eine senkrechte Ölbohrung hoch zur flachen Führungsfläche und eine kreuzende Querbohrung die zur schrägen Führungsfläche geht:
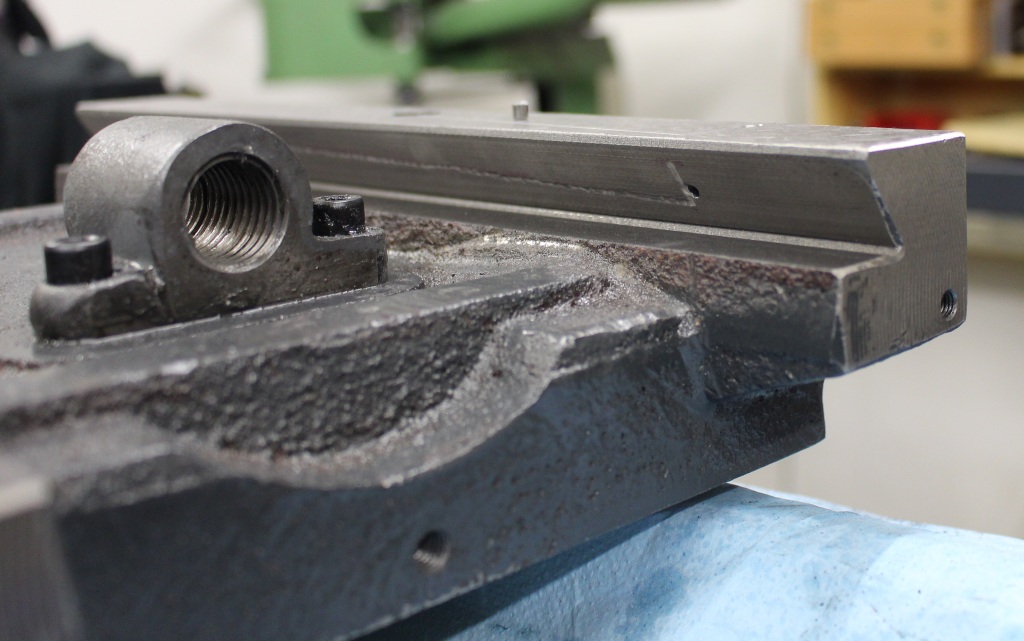
Hier sieht man die Querbohrung die von aussen gesetzt ist – Natürlich muss man die Bohrung nach aussen wieder zustöpseln, sonst sifft das Öl hier raus.
Mit der Handbohrmaschine auf 3,8mm bohren, 4H7 reiben und dann ein Stück 4er Rundstahl mit Loctite 648 einkleben und sauber mit einer Feile egalisieren. Hinterher sieht man davon rein garnichts mehr.
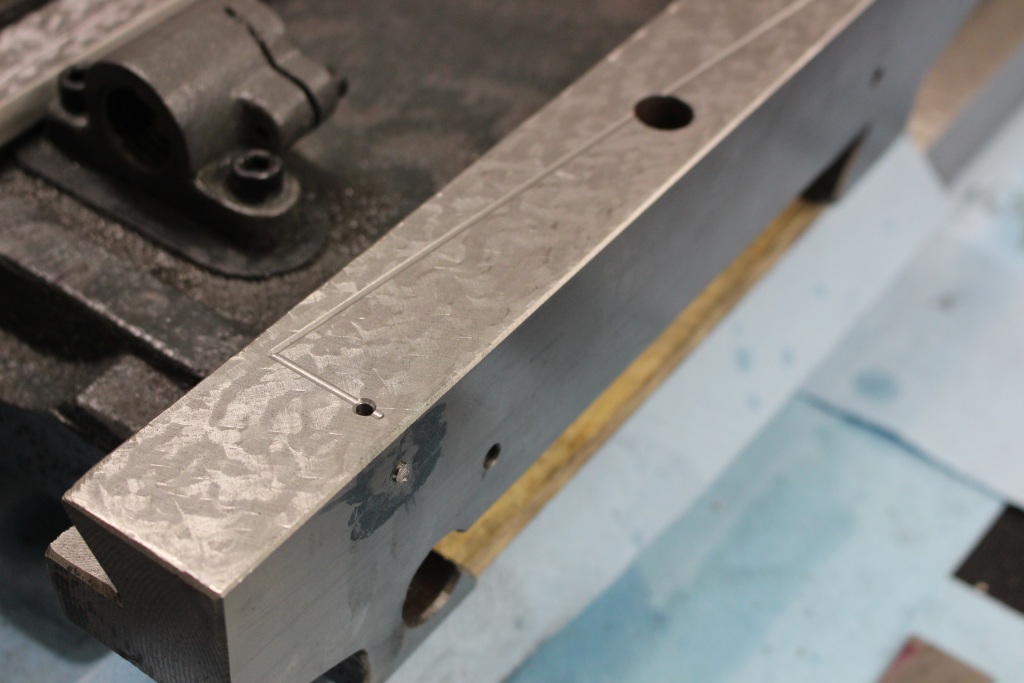
Die fertig bearbeitete X-Führung, die Keilleiste hat auch eine Schmiernut bekommen, die Bohrung in der Keilleiste um das Öl durch zu fördern fehlt noch.

Hier sieht man die Y-Führung, hier habe ich die Schmiernuten etwas feiner geteilt, ich glaube das ist im Endeffekt besser. Ausserdem habe ich sie komplett mit dem Proxxon eingefräst, das ist für den Zweck allemal gut genug:
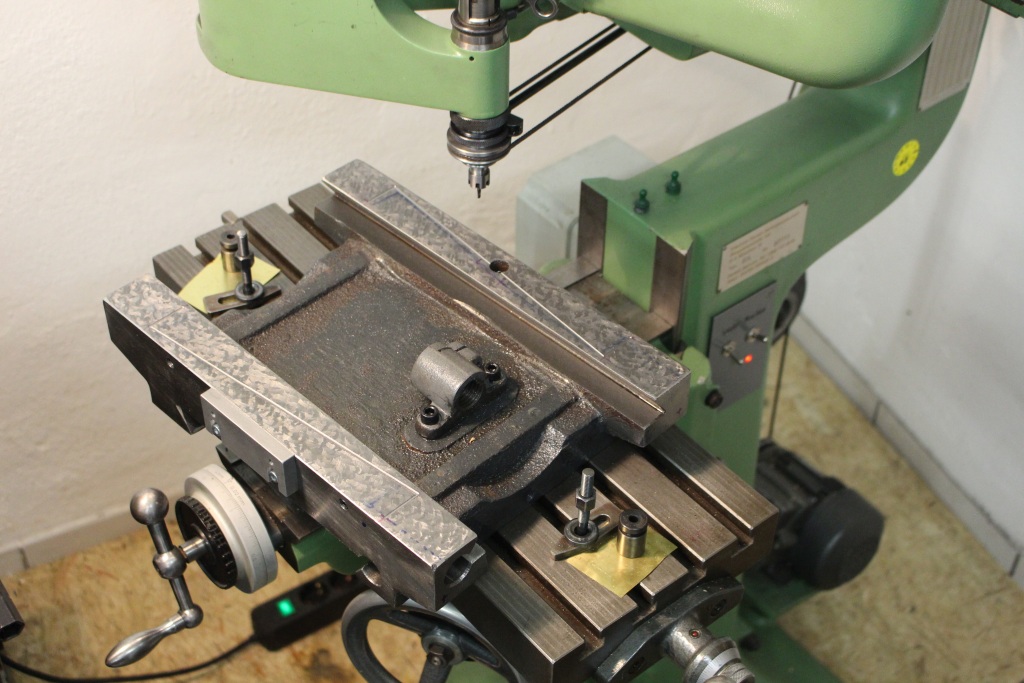
Zusammenbau der Maschine – Hier nochmal ein Bild wie ich Schwalbenschwanzführungen einstelle – Mit der Messuhr im Anschlag stelle ich die fertig abgeschmierte Führung an der Keilleiste solange nach, bis ich durch „verdrehen“ des Sattels keinen nennenswerten Ausschlag an der Uhr mehr feststellen kann:

Mehr Bilder gibt es von dem Umbau garnicht, nachdem alles zusammengebaut und die Schmiernippel eingeschraubt waren konnte man beim Abschmieren sehen dass das Öl gleichmäßig über die ganze Führungslänge ausgedrückt wird. Das ist auf jeden Fall eine deutliche Verbesserung gegenüber vorher.
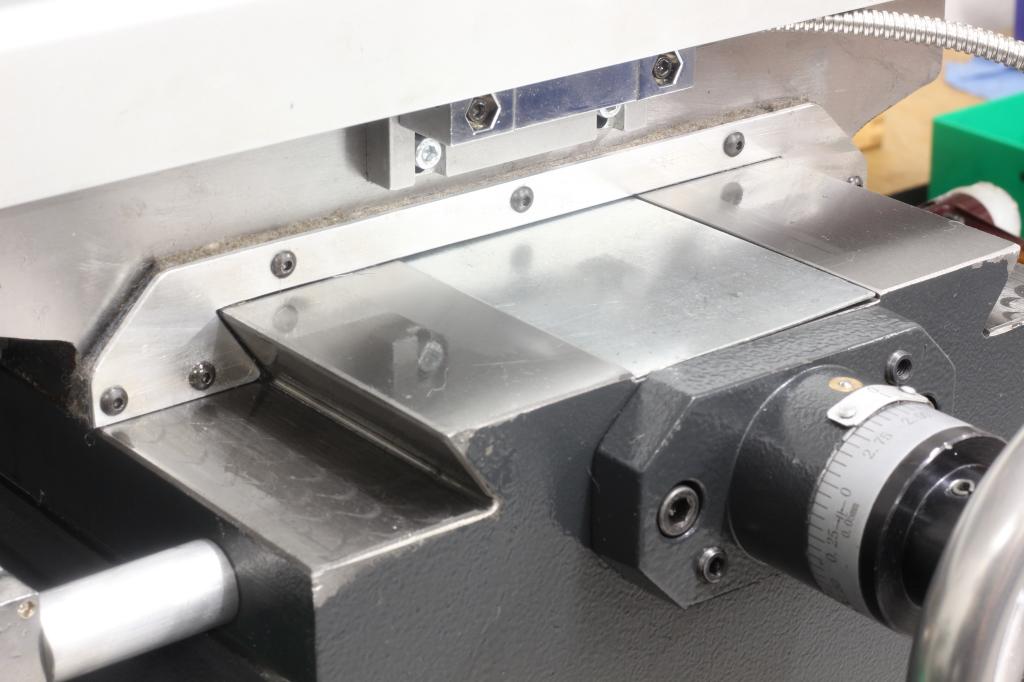
Auf diesem Bild kann man die Lage der Schmiernippel für X und Y erkennen, ein weiterer für die Y-Achse befindet sich auf der gegenüberliegenden Seite des Sattels:

Wenn schon die Schmierung der Achsen deutlich verbessert ist, macht es natürlich auch Sinn die ungeschützten Führungen gegen Späne, Staub und Dreck zu schützen. Bei der Optimum MB4 sind zum Glück alle Führungen entweder mit Faltenbälgen geschützt oder nur von unten her zugänglich, mit Ausnahme des Teils der Y-Achse der vor dem Sattel liegt, hier sind die Führungen komplett ungeschützt.
Deswegen habe ich aus 5mm Naturfilz und 2mm Alublech einen geeigneten Filzabstreifer angefertigt:

Sinnvoll ist es bei Filzabstreifern, wenn die Halteplatte nur einen sehr kleinen Spalt (Deutlich unter 1mm) zur Führungsfläche hat, um selbst bereits einen Großteil der Späne weg zu schieben, den feinen Rest kann dann der Filz beiseite schieben.
Natürlich ist es auch sinnvoll die Filzabstreifer regelmäßig abzubauen, komplett auszuwaschen und frisch mit Öl getränkt wieder zu montieren.
Nachdem ich sowieso schon dabei war an der Maschine zu arbeiten habe ich gleich noch die Achsklemmung verbessert - Original drücken die Klemmschrauben einfach auf die Keilleisten, das ist aber ein ausgesprochen schlechtes Design, nicht nur bekommt man Druckstellen in den Keilleisten, zusätzlich wandern die Keilleisten auch minimal und das Einstellmaß der Achse ändert sich (Kann man sehr gut auf Maschinen mit Digitalanzeige beobachten).
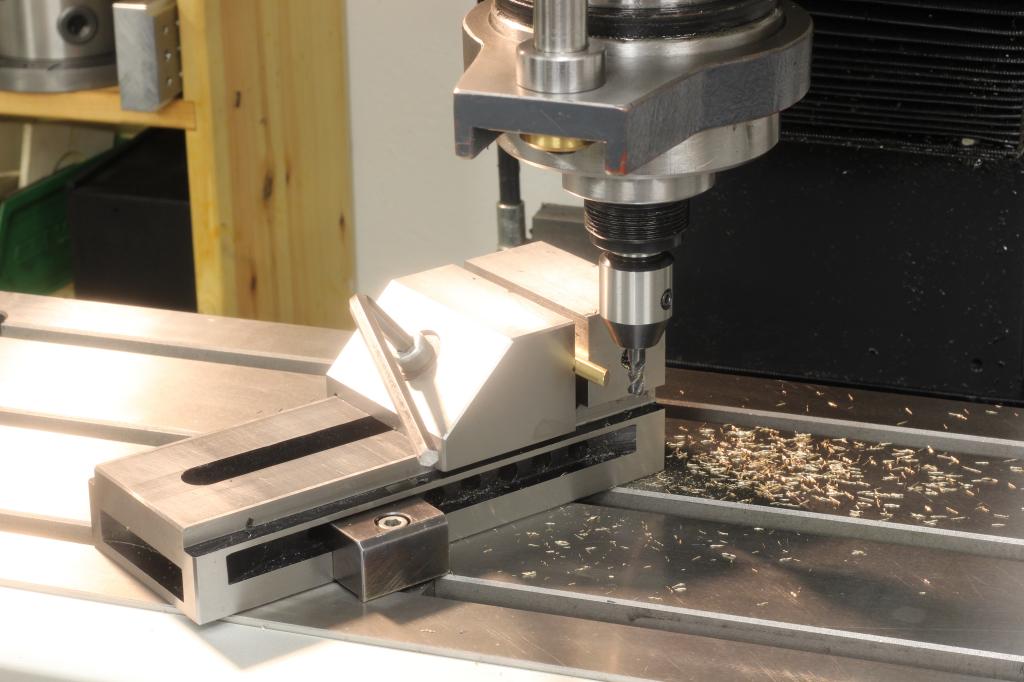
Sinnvoller ist es zwischen Keilleiste und Schraube ein Druckstück zu haben das stirnseitig die Schräge der Führung angefräst hat. Ich fertige die Druckstücke aus Messing von der Stange, der Schraubstock ist dazu 55° schräg auf dem Maschinentisch aufgespannt, ich fräse die schräge Fläche und steche anschließend ein 10mm langes Stück auf der Drehbank ab:

Mit diesen Druckstücken zwischen den Keilleisten und den Klemmschrauben reduziert sich das Wandern der Achsen beim Klemmen auf nahezu Null und die Keilleiste bekommt keine Druckstellen von der Klemmschraube mehr.