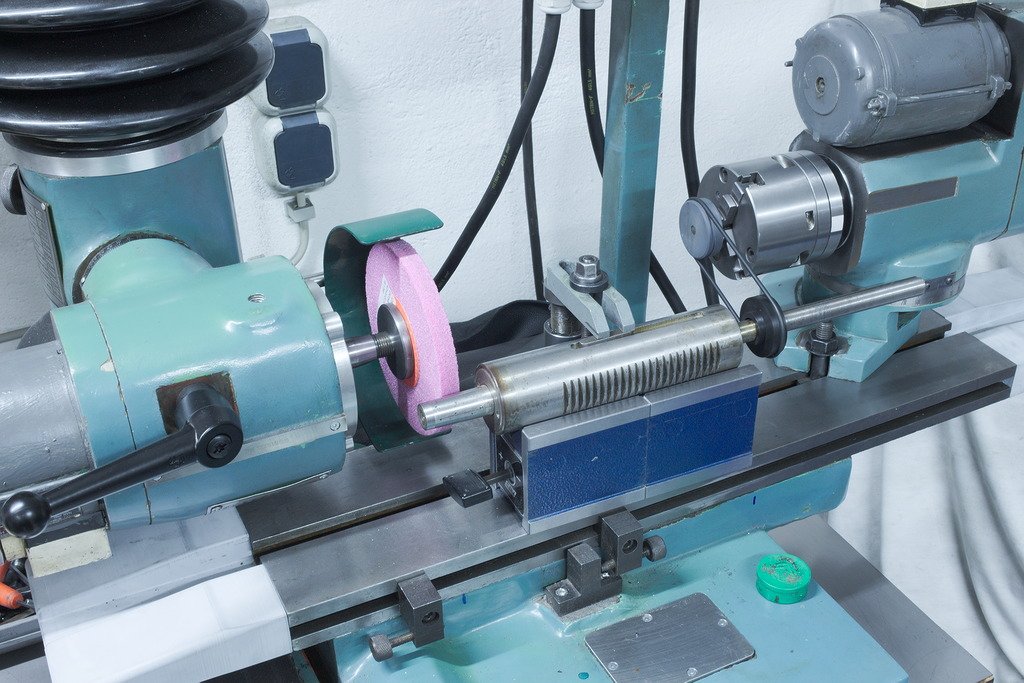
The spindle is placed in a pair of magnetic v-blocks and secured with an additional strap clamp. The whole setup with the two v-blocks is then set to half the taperangle.
I was asked to regrind the spindle of a drillpress to a different taper – The job could not be done between centers, as the original centers in the drillpress spindle where damaged beyond recovery.
The next best option was to regrind the spindle in an assembled condition, with an auxiliary drive to rotate the spindle – With the spindle on precision machines like milling machines, lathes and grinders that’s common practice, as the spindle has enough precision built into the bearing setup to allow for a precise regrind.
Most drillpress spindles are not built that way, they have axial or radial play and are sometimes not preloaded.
In this case we had luck, the spindle design was such, that the spindle had no radial/axial play, despite the fact that its running only in standard deepgrove ball bearings.
There is also a video showing the whole process:
Regrinding a drillpress spindle
I decided to do the grinding on the Knuth T&C grinder, as it has way larger travels and a larger table than my surface grinder.
The spindle is placed in a pair of magnetic v-blocks and secured with an additional strap clamp. The whole setup with the two v-blocks is then set to half the taperangle.
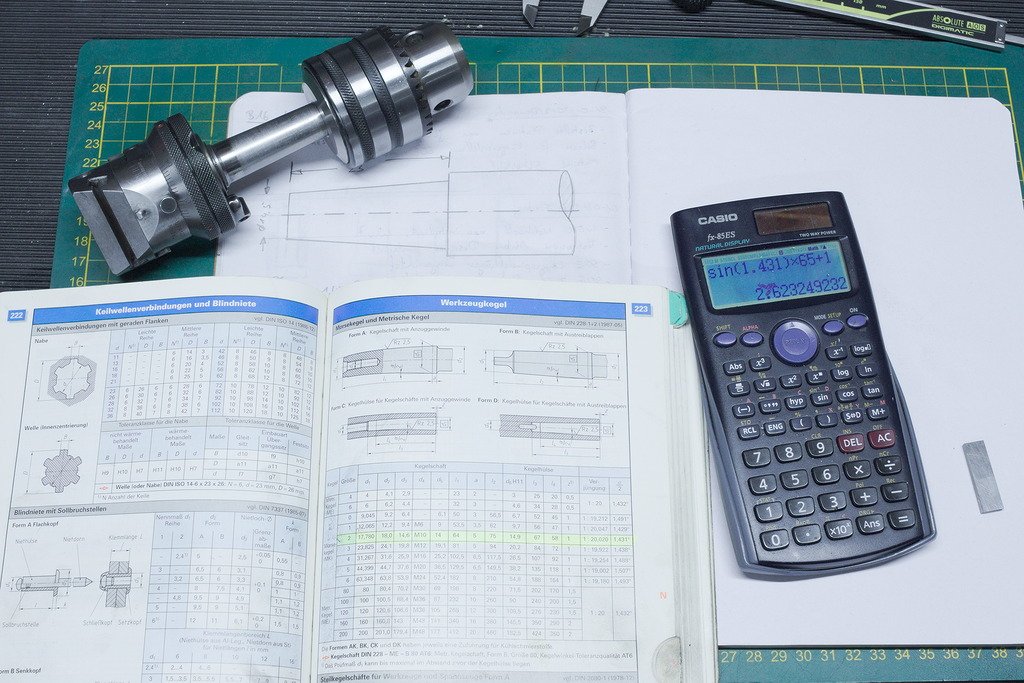
The taper specified for the regrind was a B16 – The B tapers are a shortened version of a Morsetaper, used for holding drill chucks and tapping heads.
B16 is the smaller end of a MT2 taper, as shown with the Wohlhaupter stuck into the B16 drill chuck:
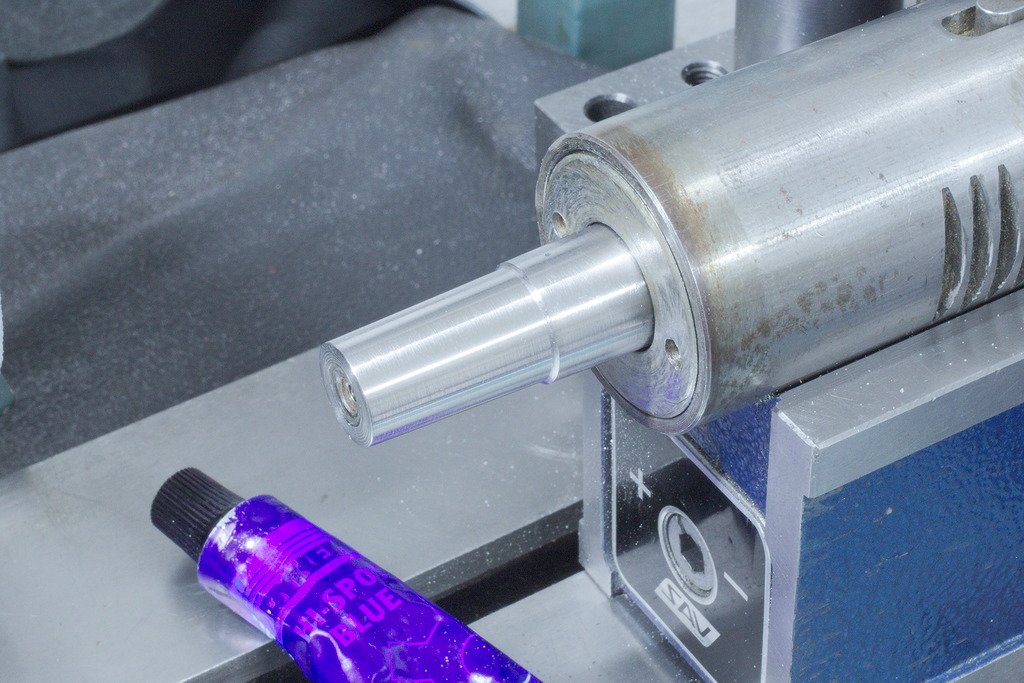
The taper was then ground with a 46 grit wheel and finished with a 60 grit wheel. Checking the taper, using the supplied drill chuck and Dykem High Spot blue.
When checking tapers by blueing, do not extensively rotate the two mating parts against each other. The print you get will be misleading.
Instead, push them together and rotate them only a tiny amount, maybe 5..10°, and you will get a way better, realistic print.
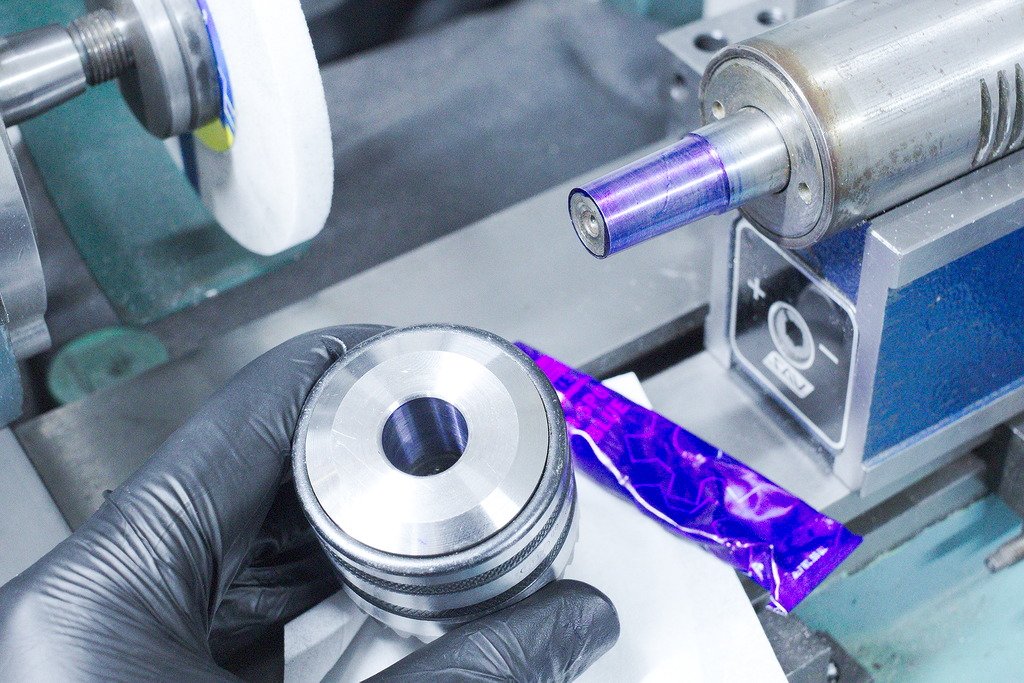
The finished taper: