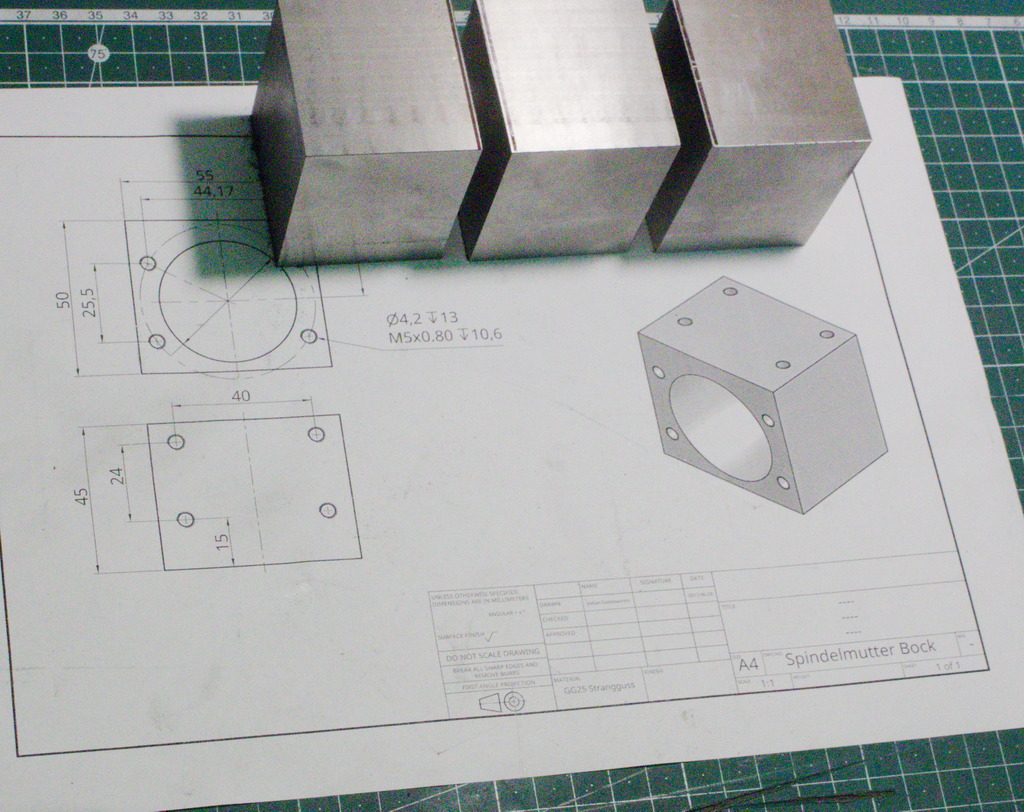
This job consisted of three bearing blocks for ballscrew nuts on a small shopbuilt cnc machine, a simple square block with a 40mm (+0 / +0,02 tolerance) bore trough it and some M5 threads to mount the blocks to the machine and the nut to the block.
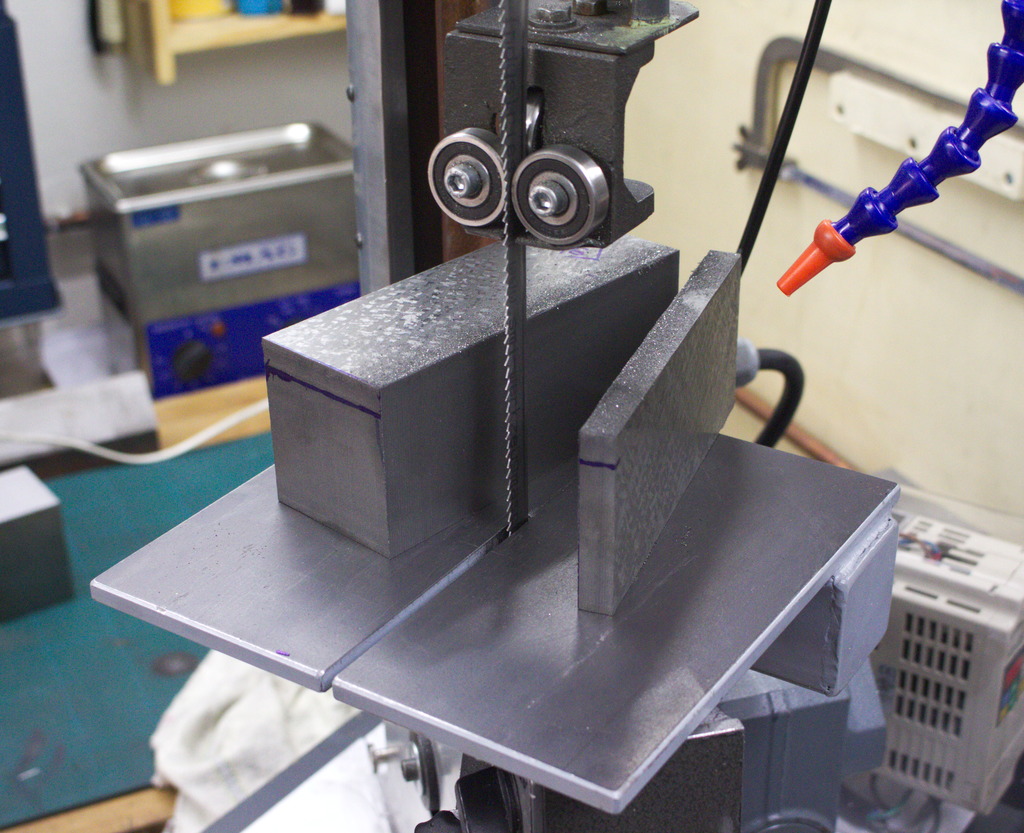
The stock is cast iron (continious cast, similar to Durabar), rough cut to size on the bandsaw. With a coarse blade cast iron cuts very fast:
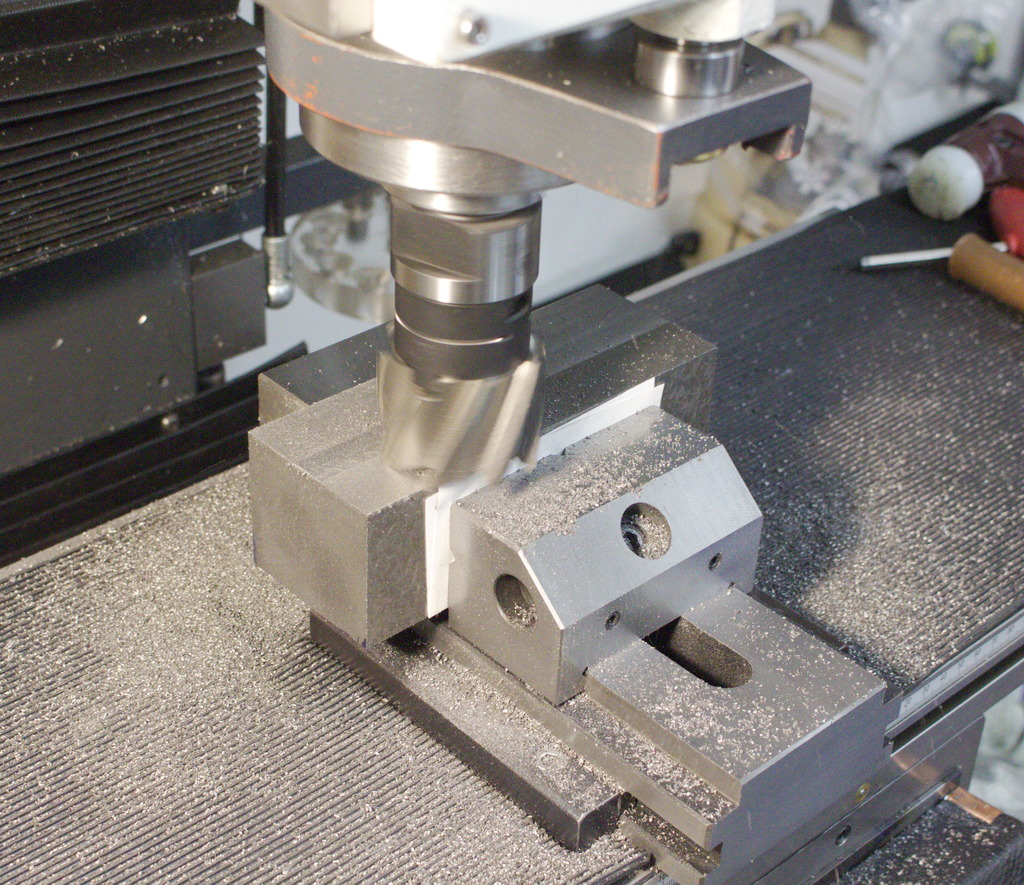
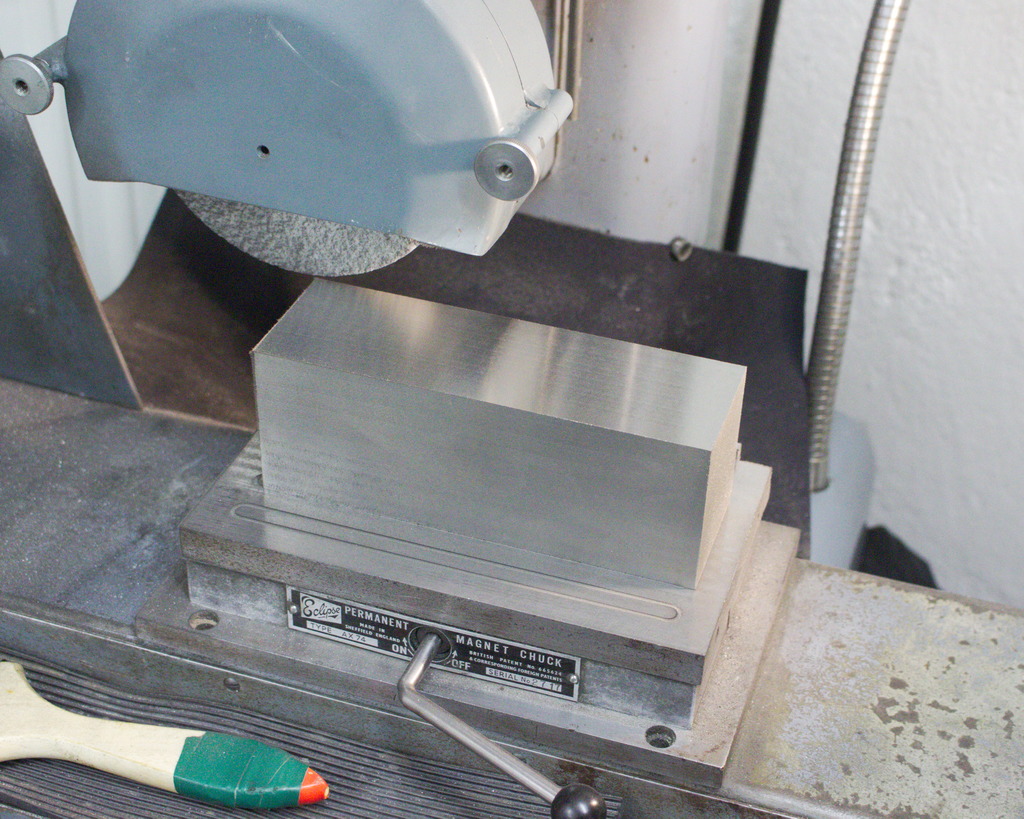
Milling and surface grinding to size:
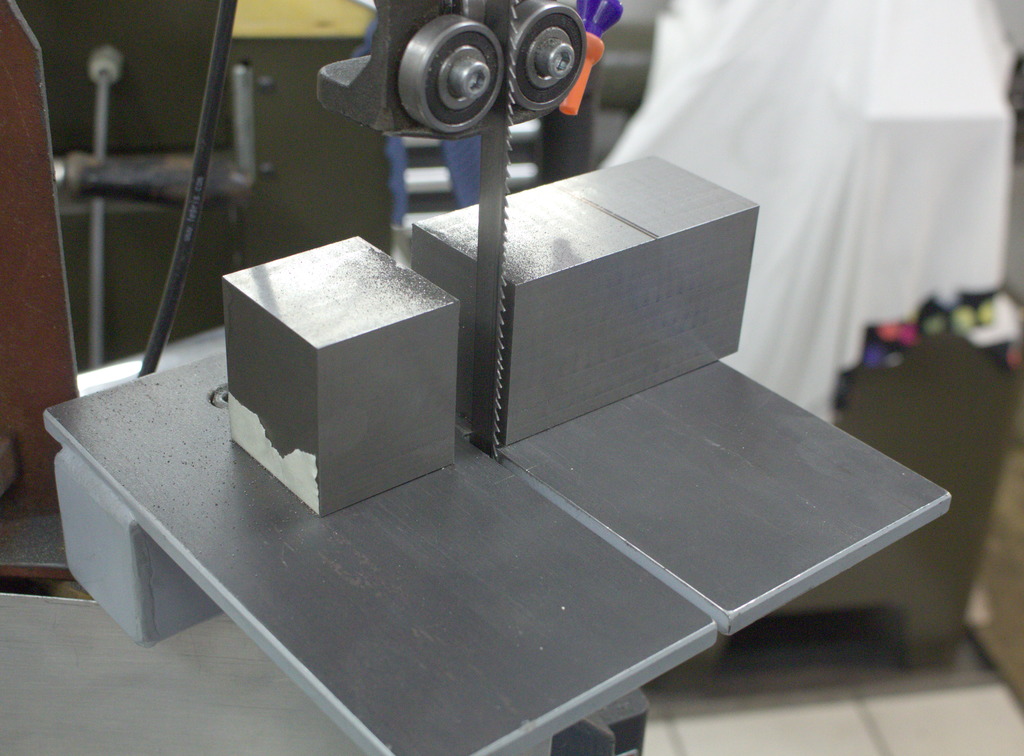
Seperating the big block into the single bearing blocks:
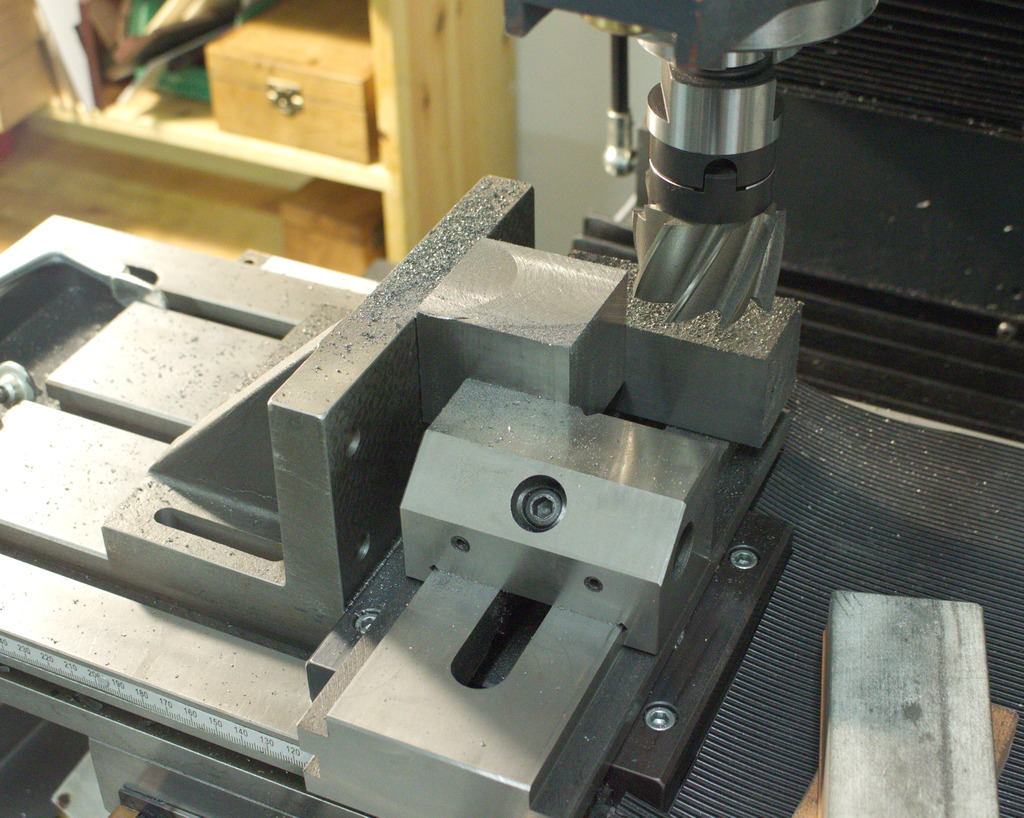
The individual bearing blocks got squared up on the milling machine and the surface grinder:

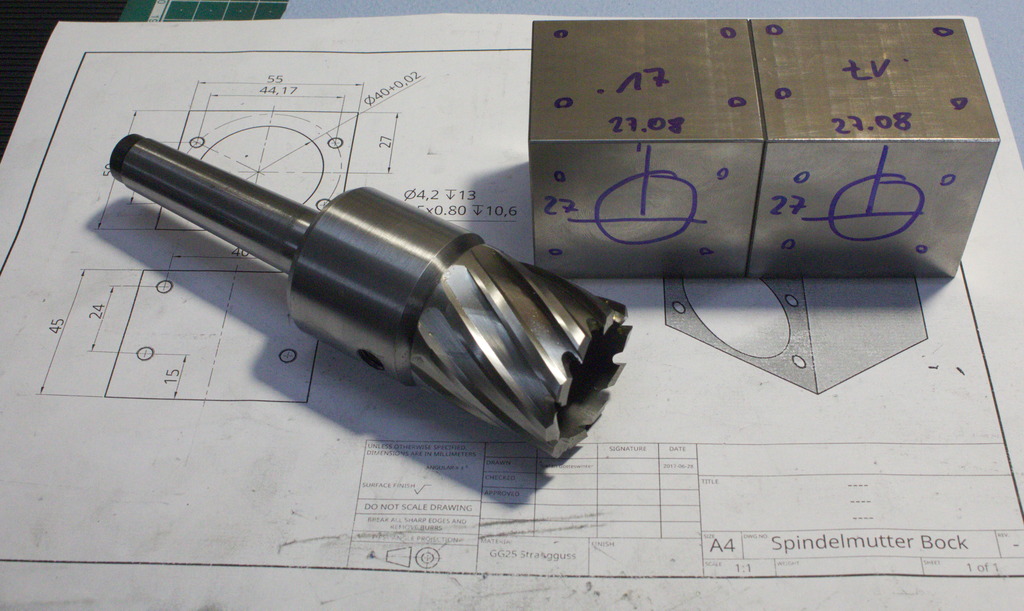
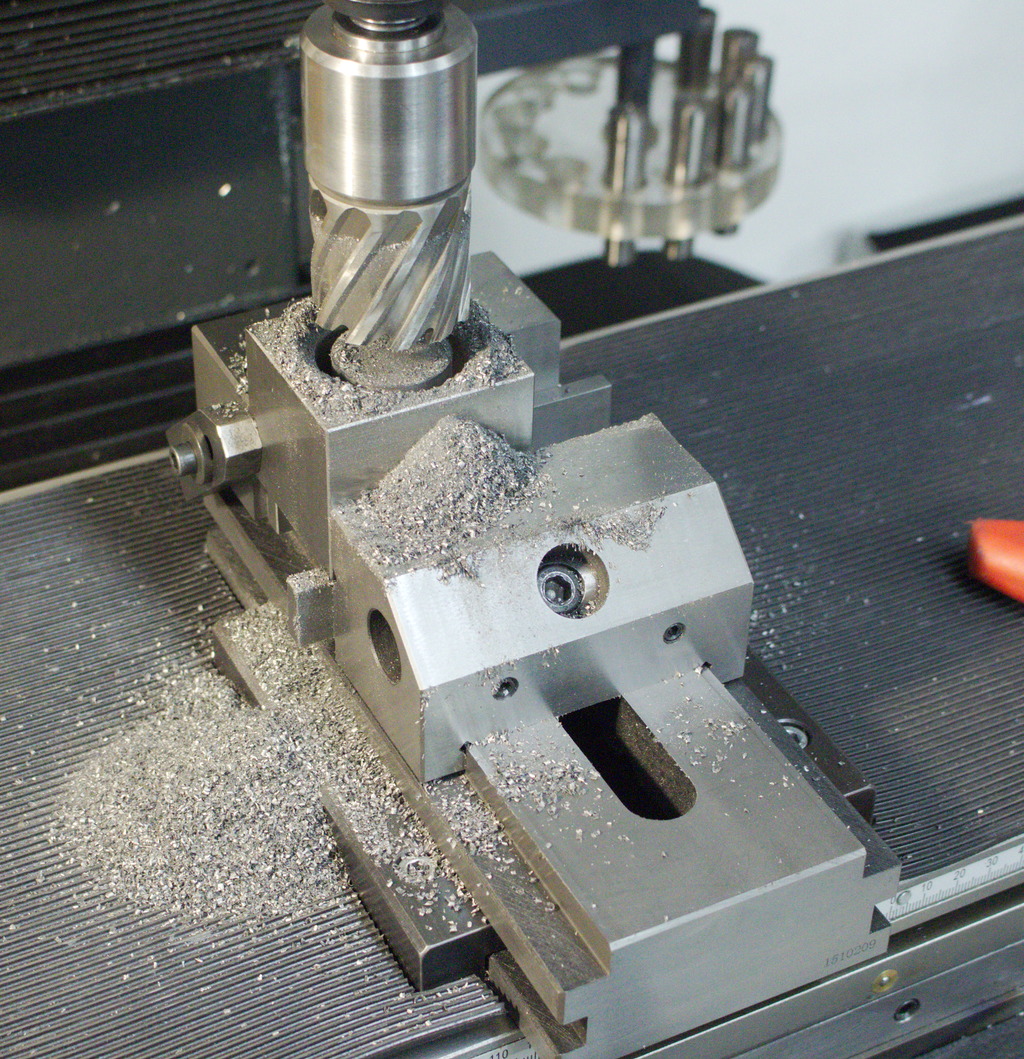
To predrill the 40mm bore I ordered an 38mm annular cutter which makes short work of roughing out the material. I had to drill from two sides, as I could only get a 30mm long cutter in a reasonable timeframe.
Those cutters work due to the fact that they only convert a small ammount of material into chips very fast and don't need a very powerfull or rigid machine.
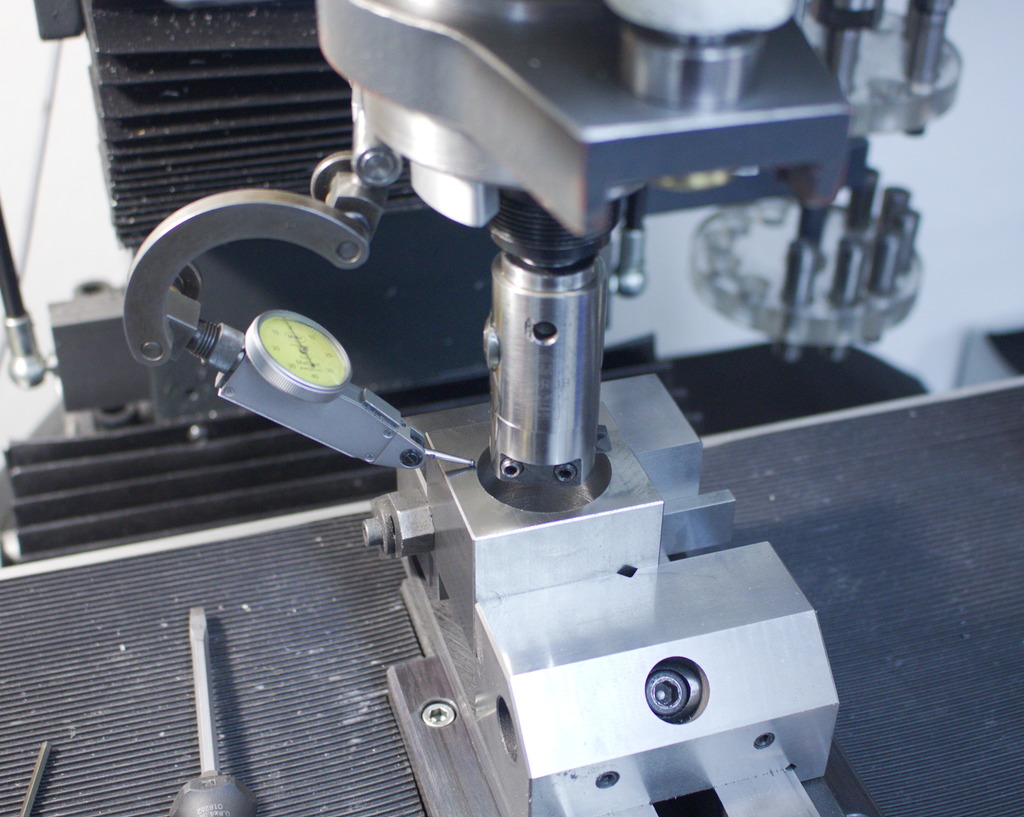
Checking the tram of the spindle against the face of the part. This matters, as the ballscrew nuts that go into the bore will rest against this face.
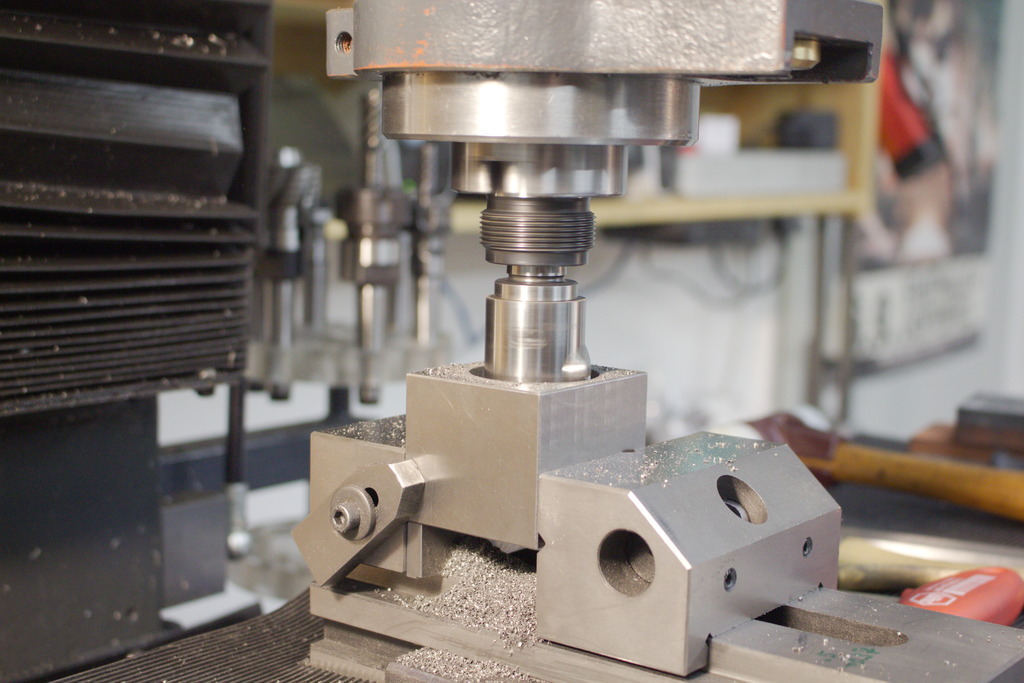
Boring with a Hss tool that has a very small nose radius. I used the automatic quill feed to get a very consistent surfacefinish. This style of boring head has the big advantage that it can go completely in the bore and a very short and stiff boring tool can be used:
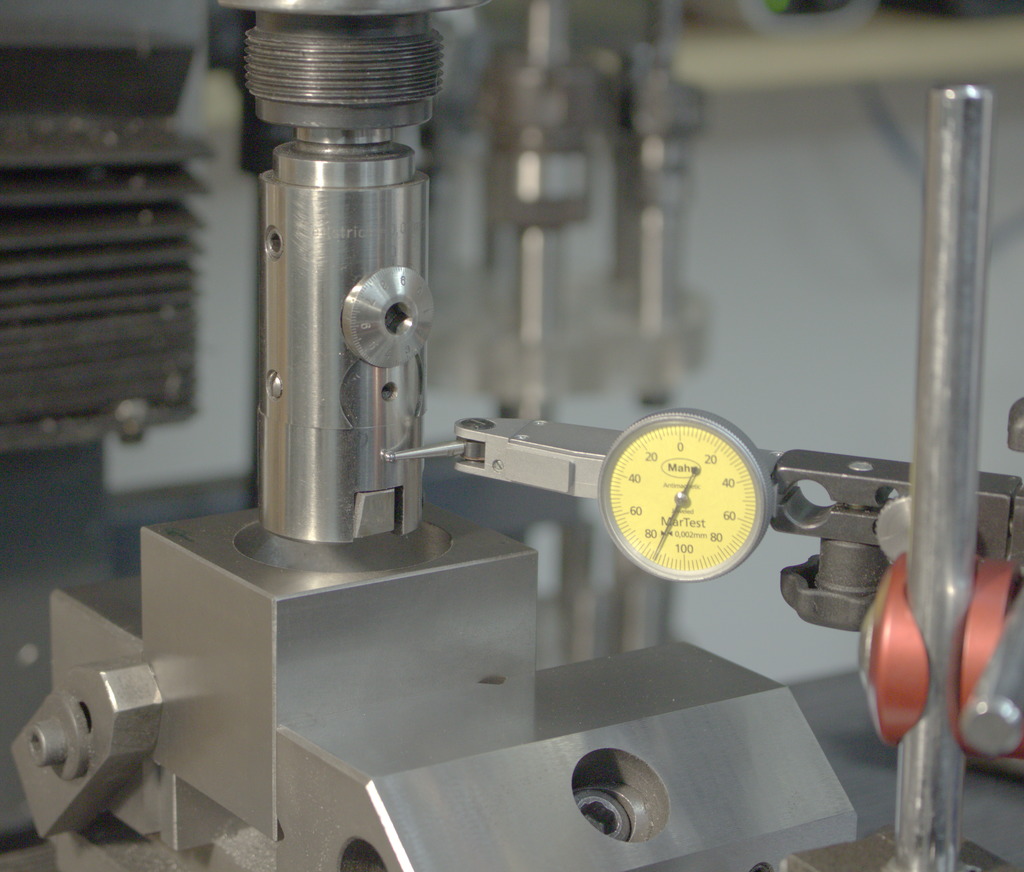
For final adjustment I did not want to rely on the very small dial of the boring head, instead I used a 2/1000mm DTI:
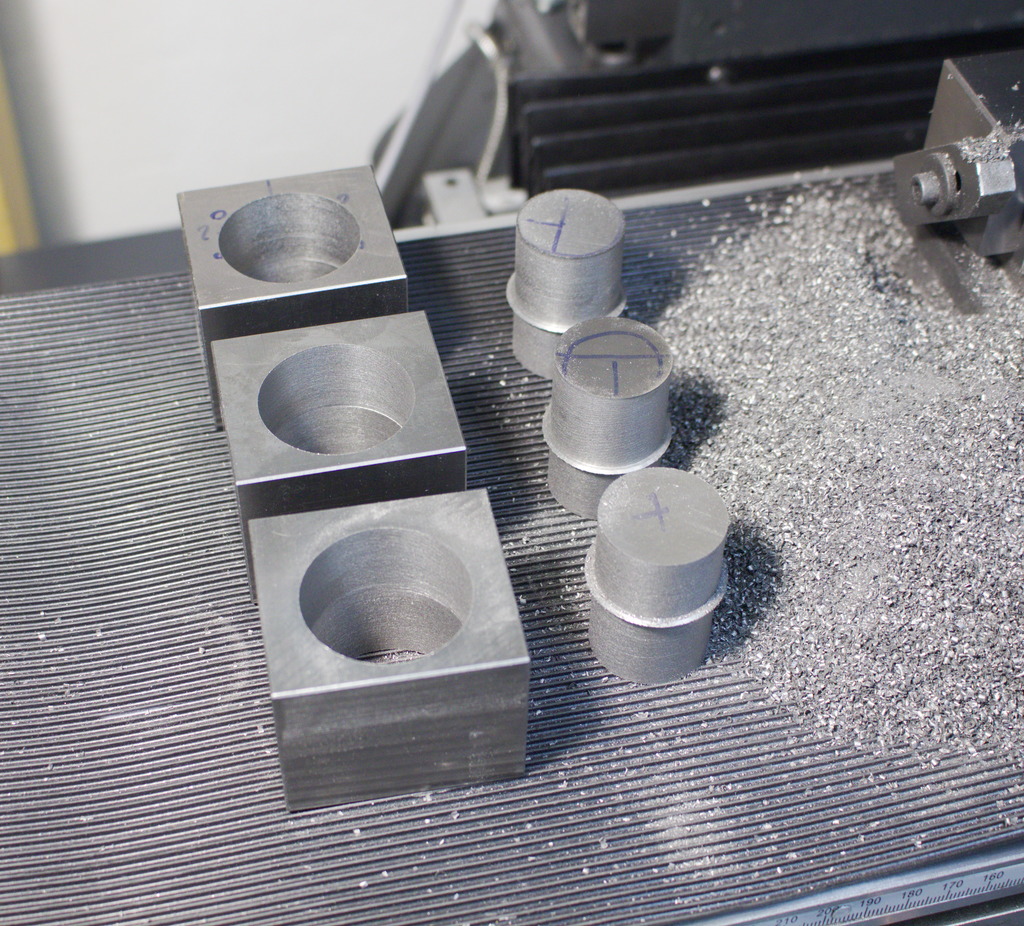
The finished bearing blocks, with all the edges chamfered on the deburring machine:
