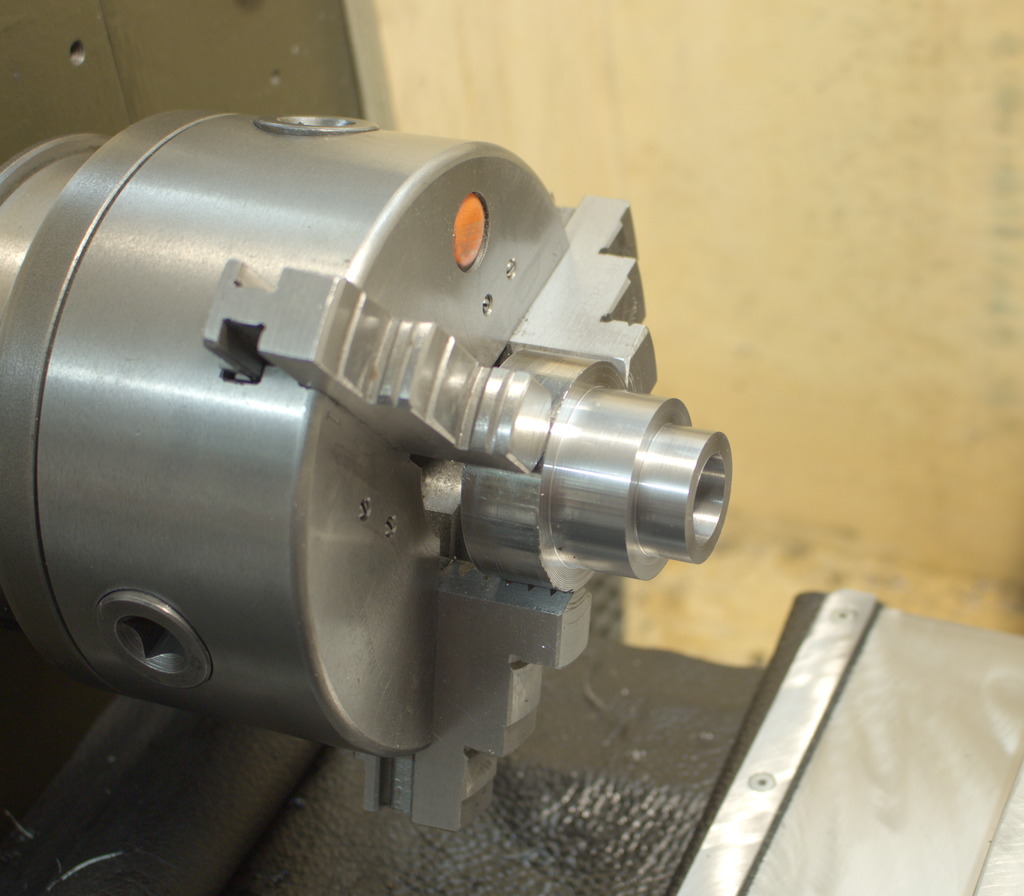
The steel I choose was 1.2842 or O2. Here I am turning the first side and the bore - I left 0,5mm allowance on the bore to finish it after hardening, in case there is any warpage:
A fellow machinist asked in a forum if somebody could machine him the ratchet wheel for the autofeed on his small shaper that he is getting back into operation.
Typical for forums there was a lot of huffing and puffing with no real worth, and I offered to make the wheel.
There is a video on youtube showing the whole process:
Making a ratchet wheel"
I took a look at the feedgear on my gackshaper and it seemed to be fairly hard, so I decided to make the new ratchet wheel out of toolsteel and harden/temper it to a 50...55Hrc hardness.
The steel I choose was 1.2842 or O2. Here I am turning the first side and the bore - I left 0,5mm allowance on the bore to finish it after hardening, in case there is any warpage:
Cutting the part off the wastestock, using the bandsaw:

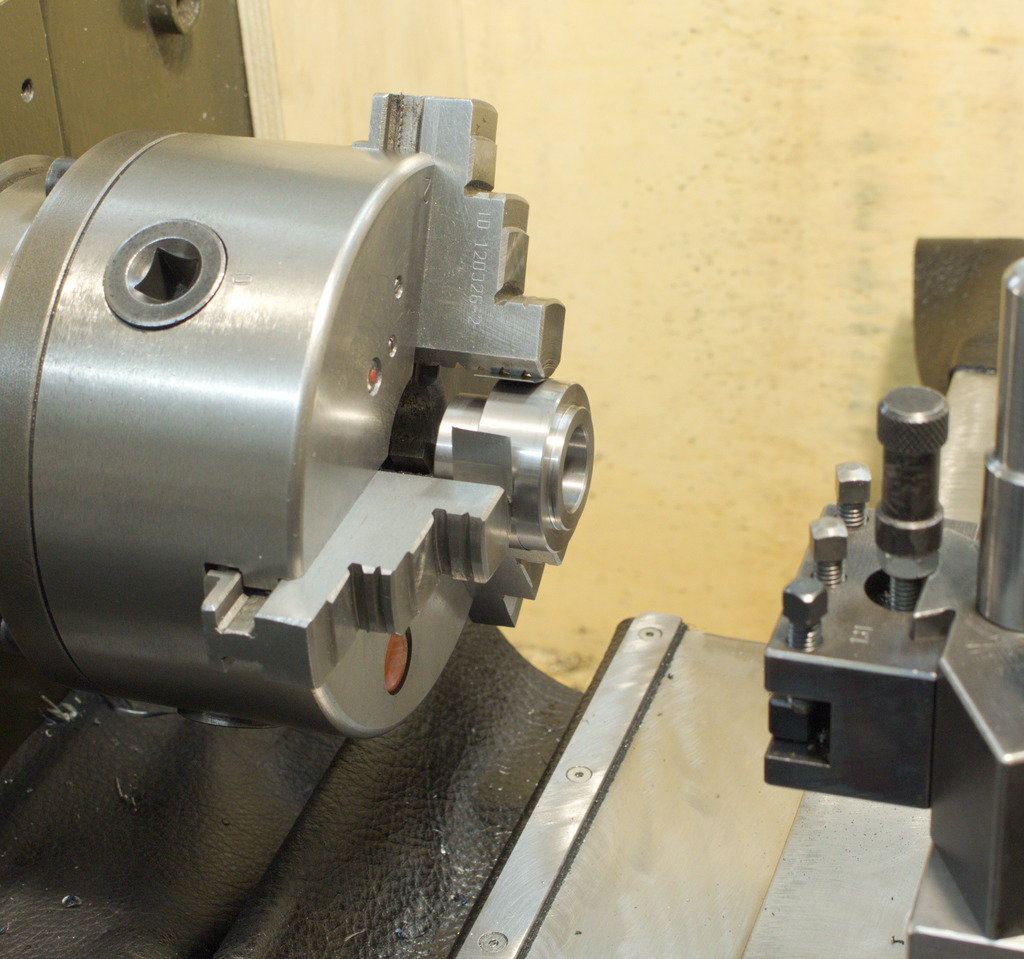
Turning the second side, using a piece of 0,1mm shimstock to protect the surface of the part from the chuck jaws:
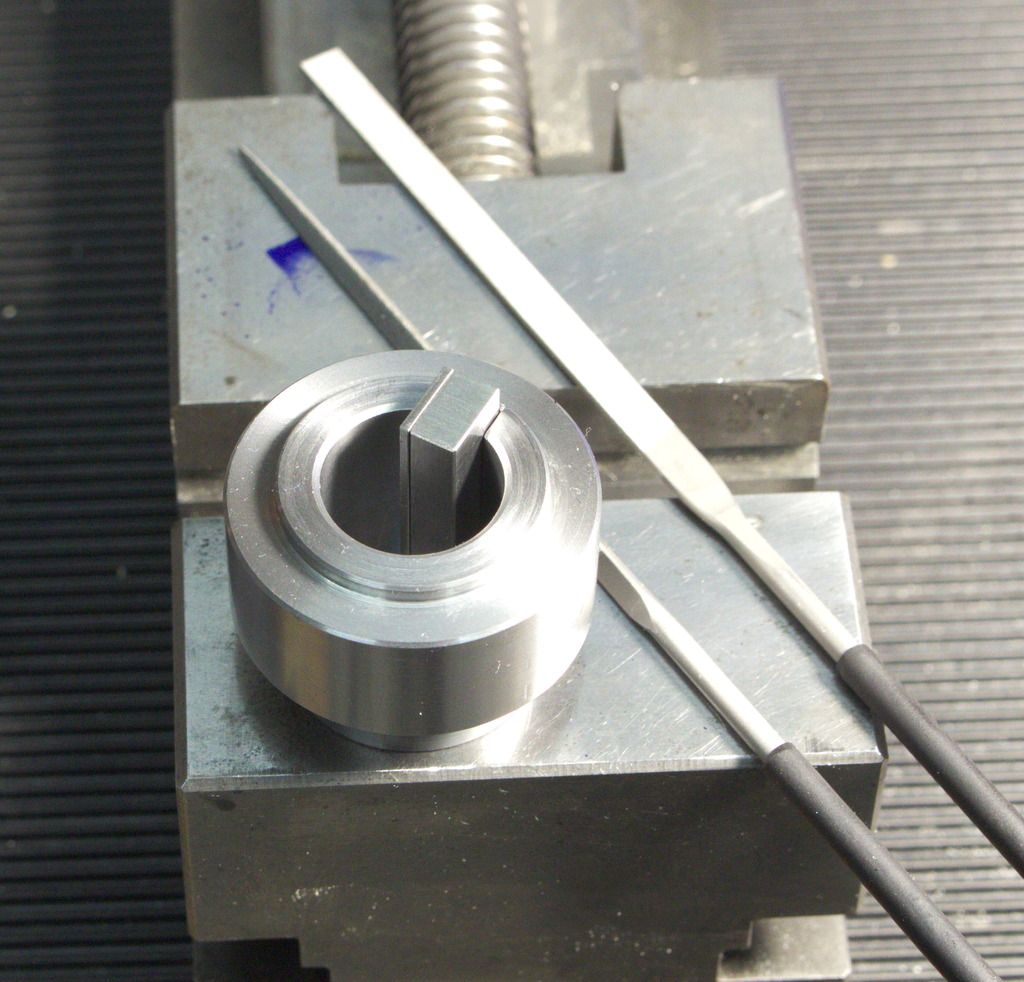
Setup to cut the 6mm keyway on the shaper - I only had a 5mm slotting tool, so I used a dial indicator to offset the table 0,5mm to each side to widen the keyway to 6mm:
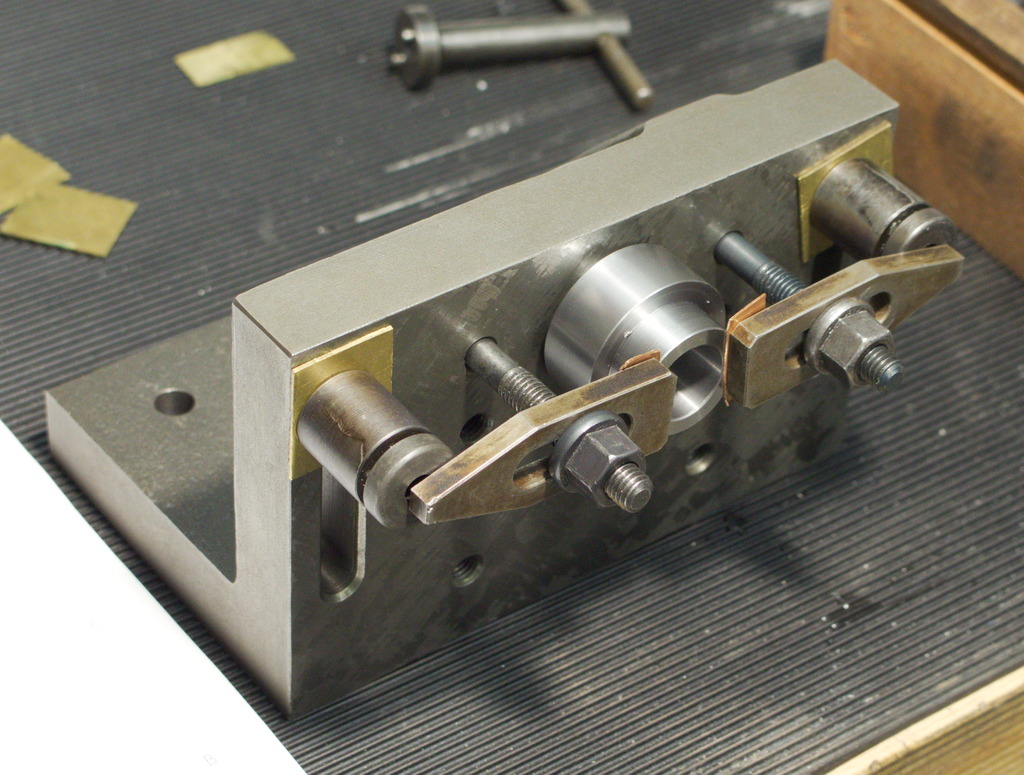
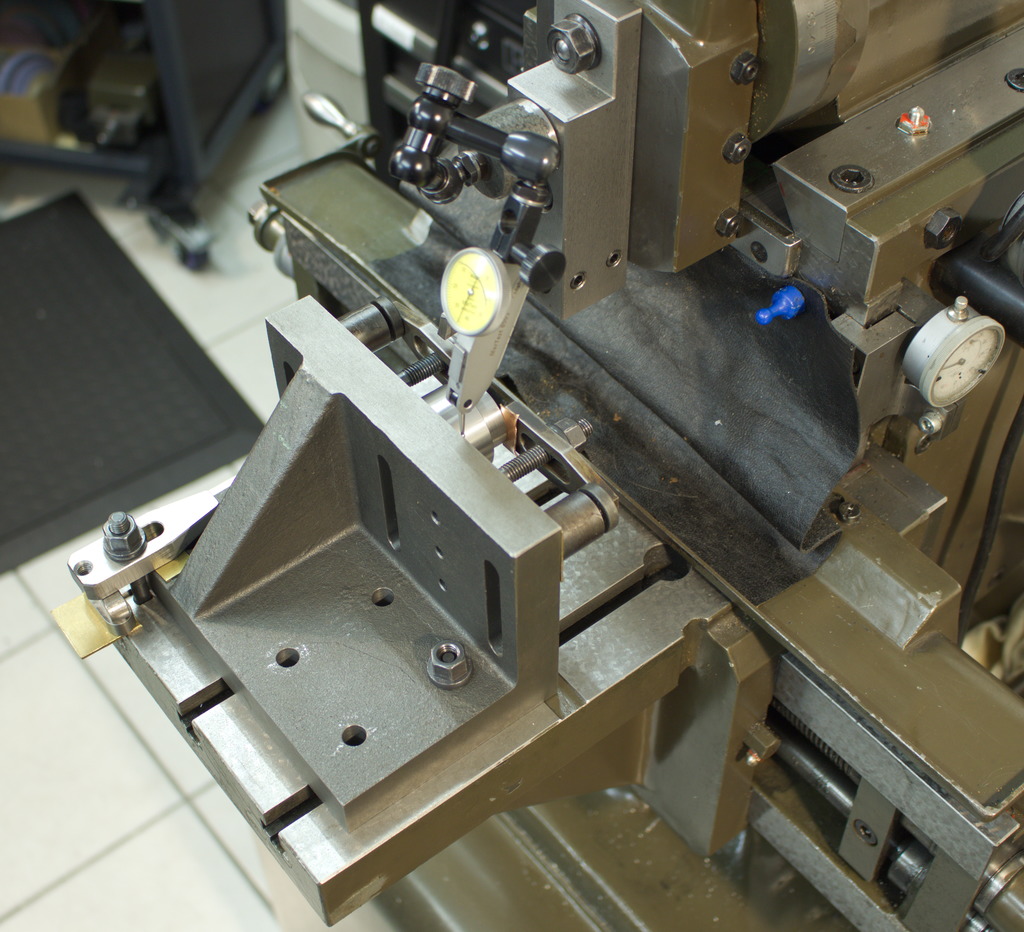
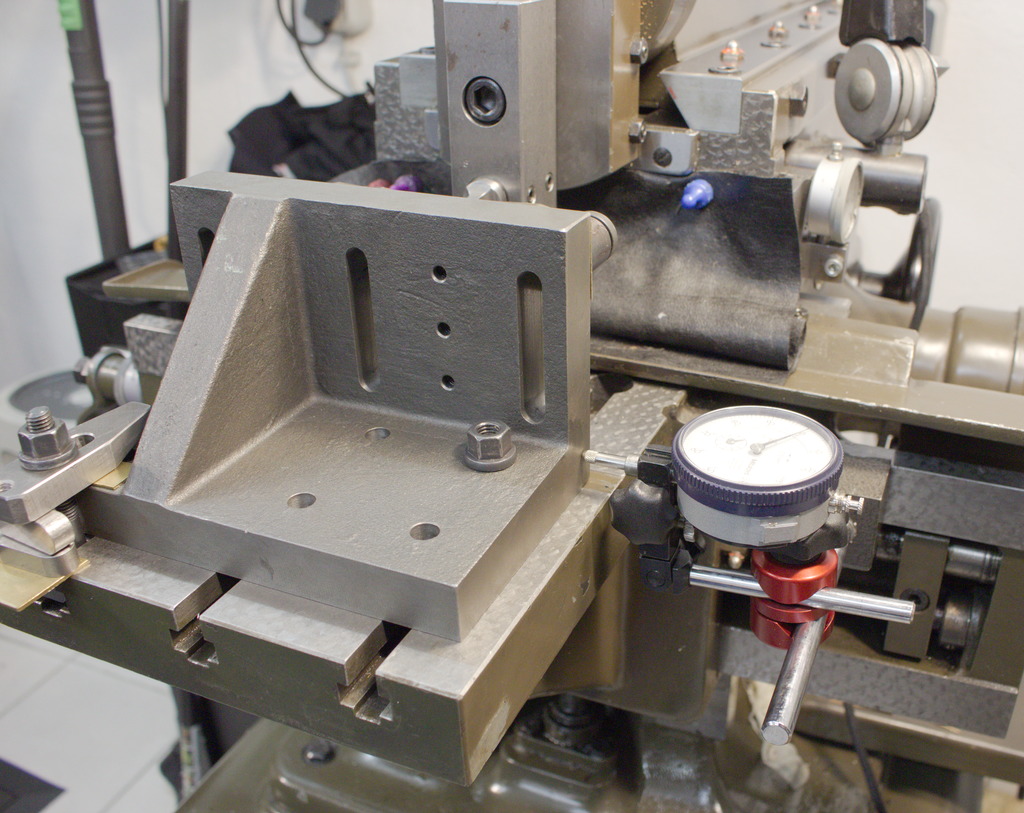
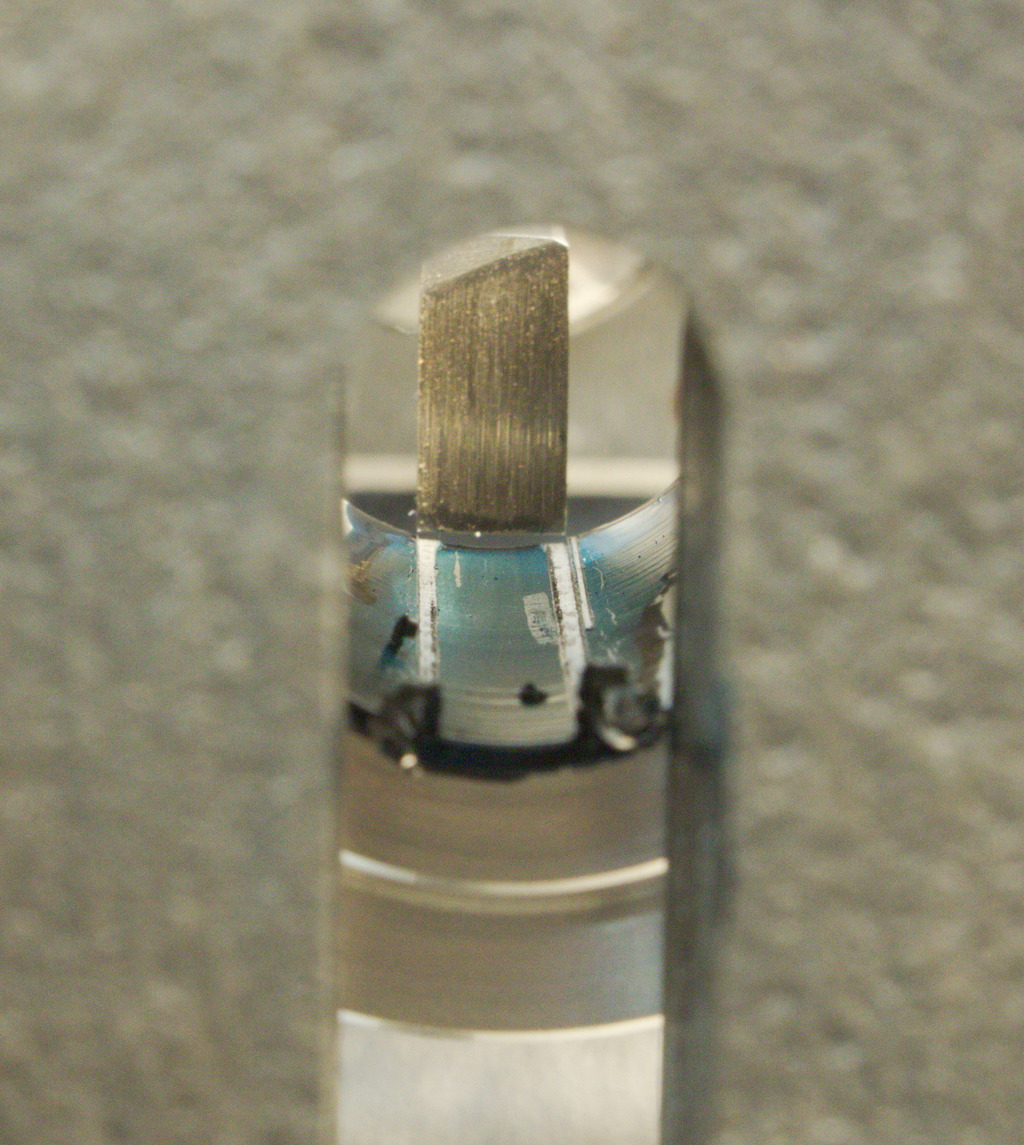
Centering the tool is easiest done by taking a very light scratch pass and adjust the table side to side until both scratch marks are the same size. While I offset the table to get the slot to 6mm with, the tool deflected slightly and I had to do some work with needfiles to get it perfect:
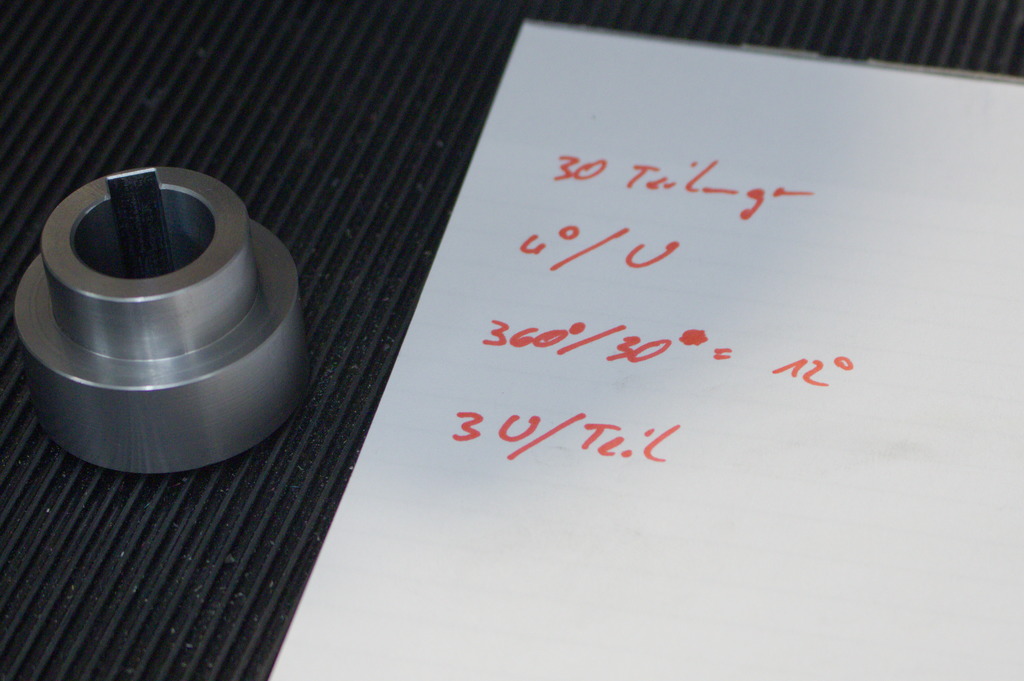
Figuring out the setup of the rotary table for indexing.
30 teeth need to be cut
Rotary table does 4° per revolution on the handcrank
360° divided by 30 divisions gives 12° per division
12° divided by 4° gives 3 turns on the crank to get the right indexing. That means that I can use any indexplate with any holecount - I just have to use always the same hole and do three full turns for each indexing.
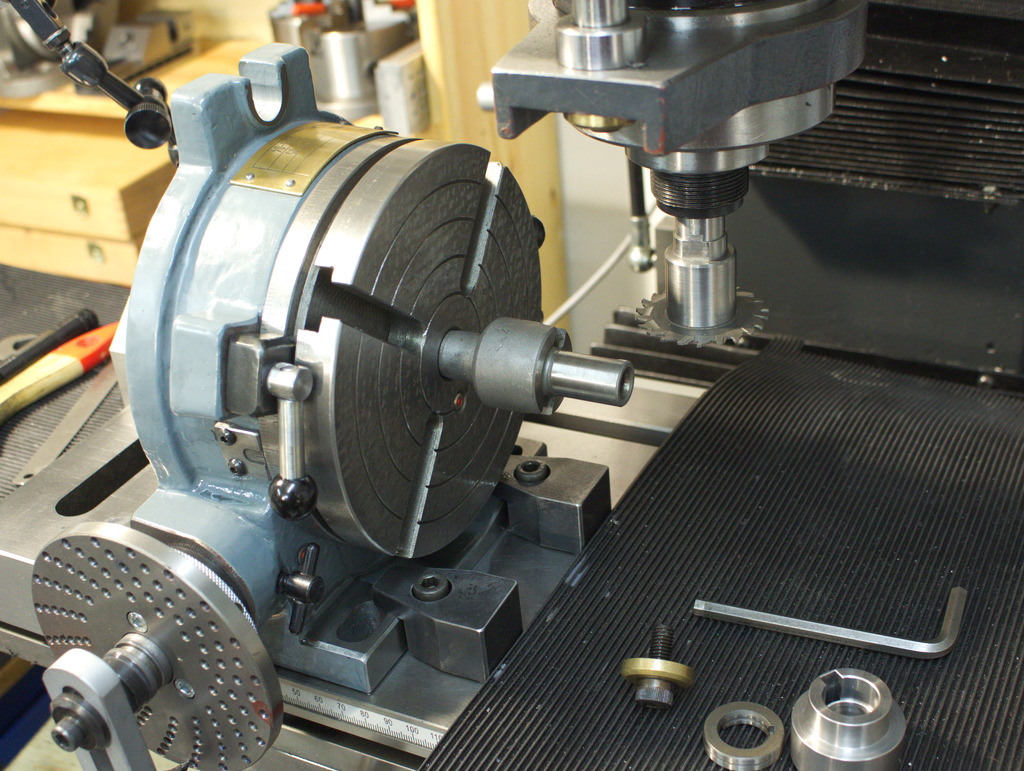
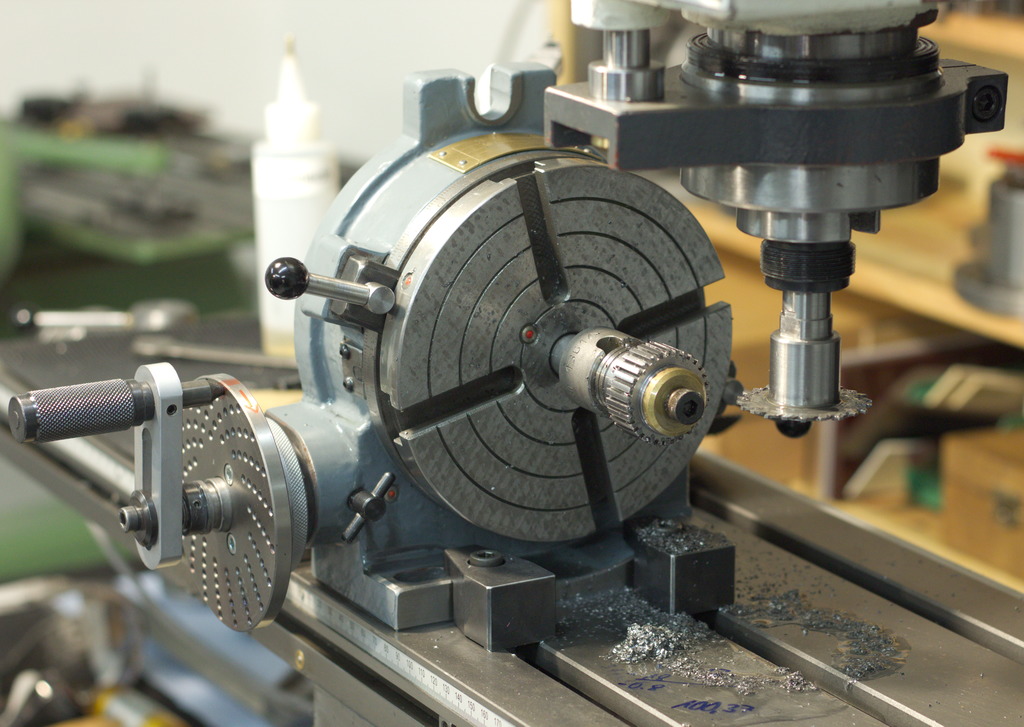
Setup to clamp the part on the rotary table. I use a normal 16mm MT2 arbor and a thinwalled aluminium bushing to center the part, then it gets clamped with a heavy washer and a M8 screw. Then I figured out the center height of the rotary table with a gageblock stack to set the cutter on height.
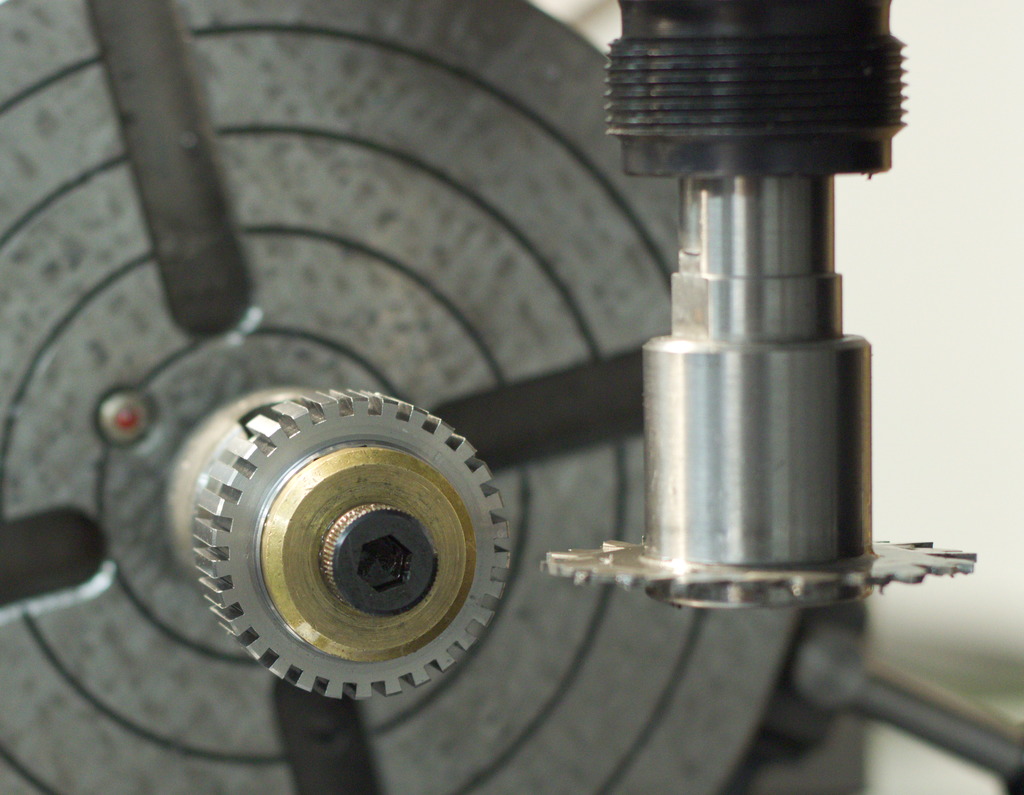
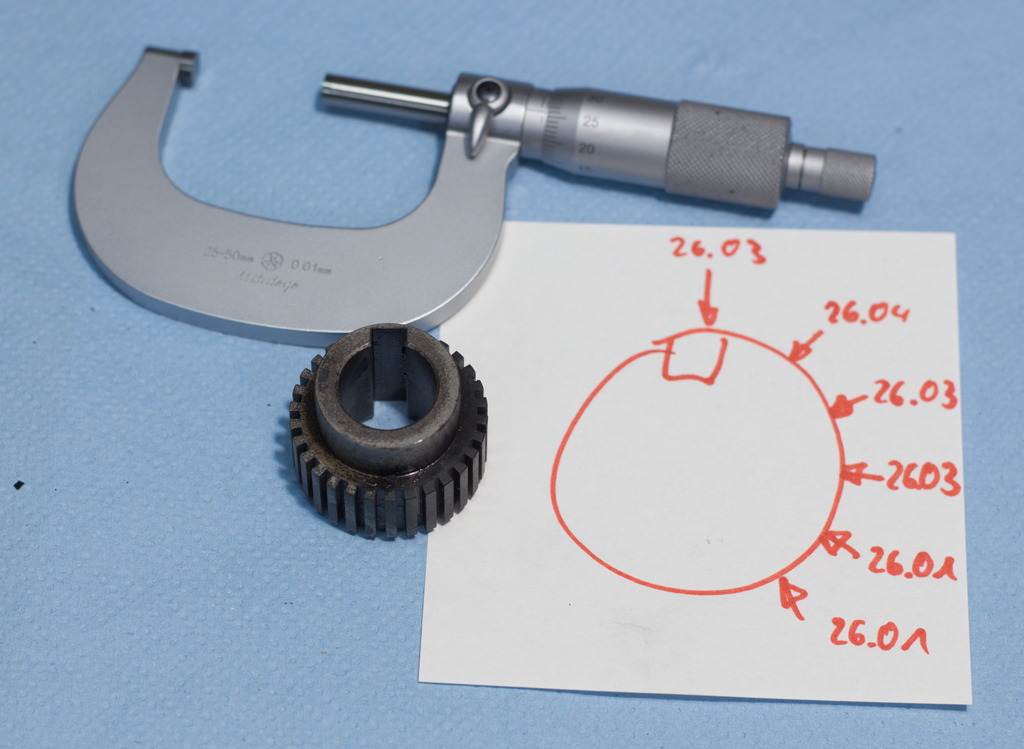
I am using a 1,6mm wheelcutter, but the slots need to be 1,7mm - I will take one pass to cut the slots to 1,6mm and then a second pass 0,1mm offset to get them to 1,7mm:
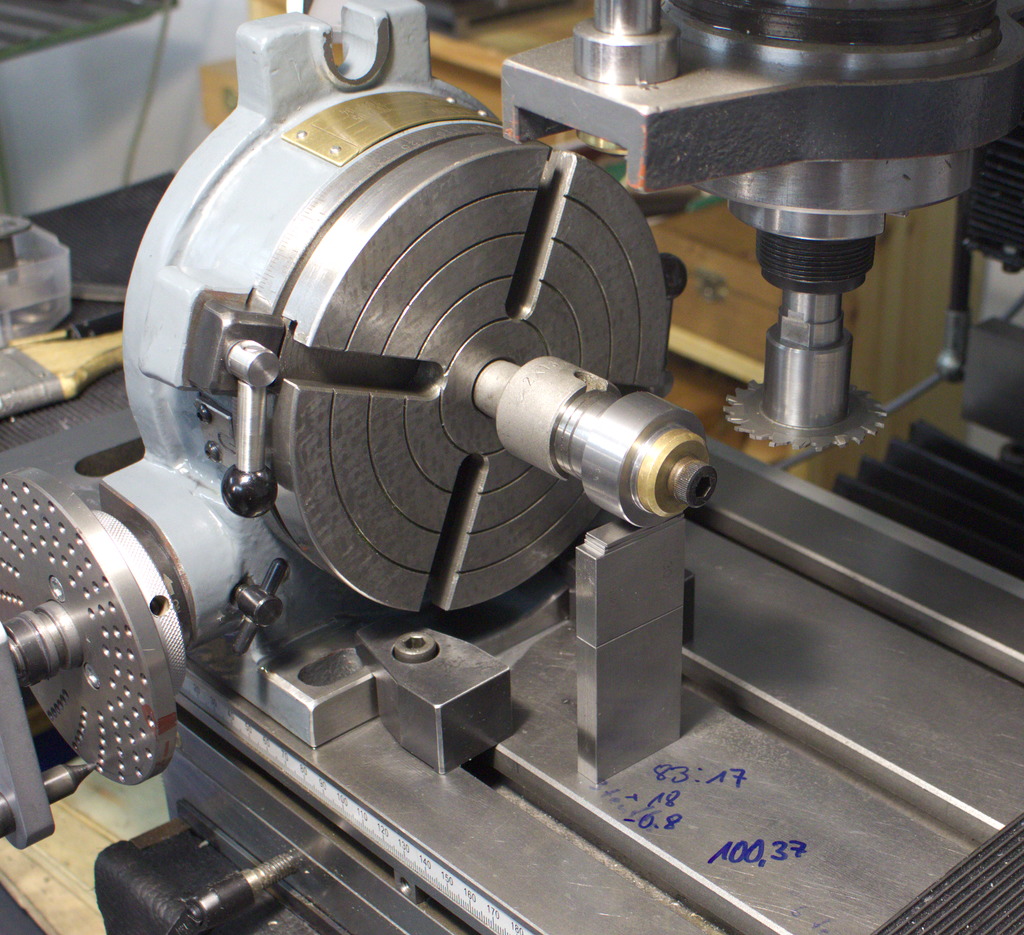
Cutting the teeth is easy, running the tool with 95rpm and a feed of 80mm/min:
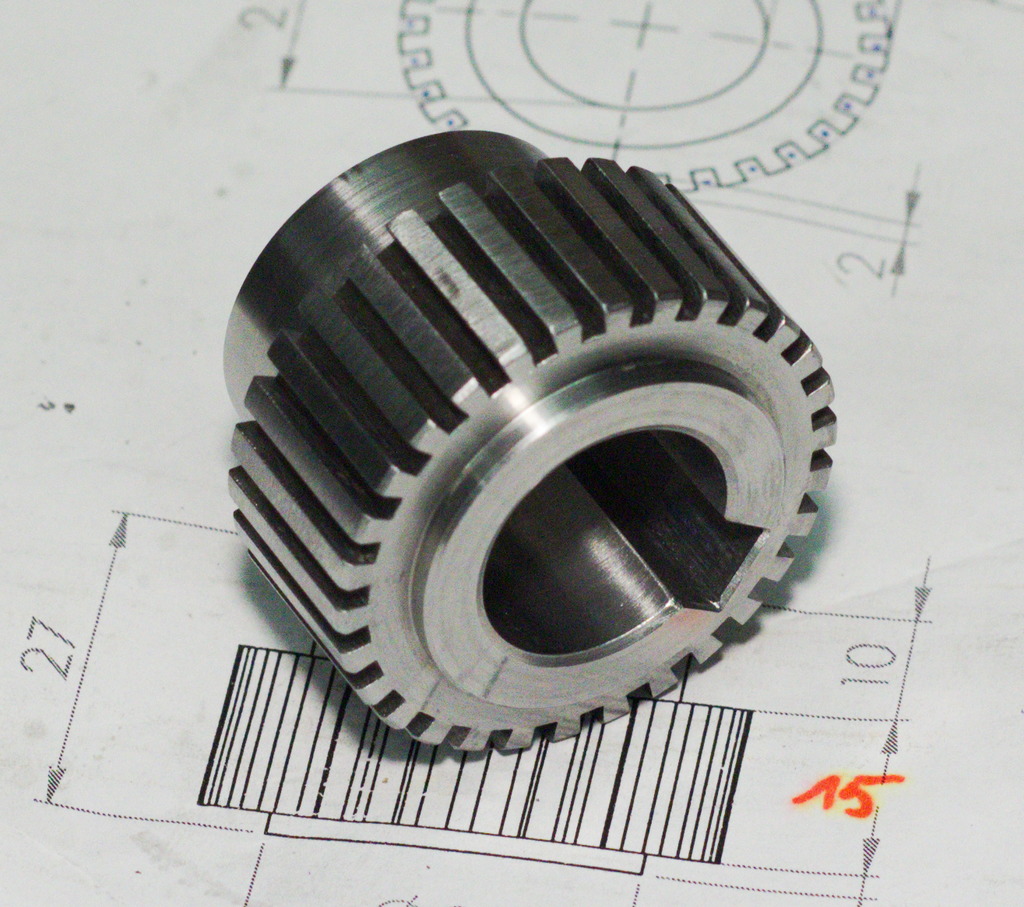
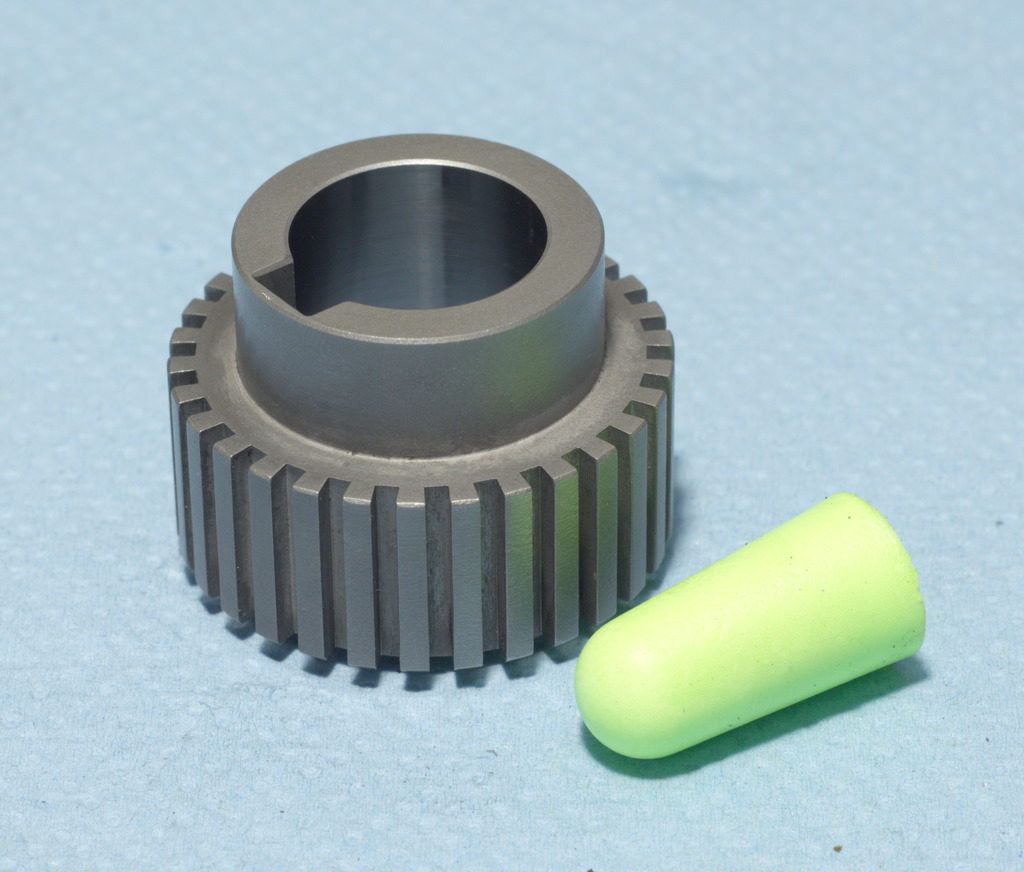
After deburring, the part got hardened at 860°C and quenched in oil, then tempered at 350°C - It ended up at 55Hrc hardness and very minimal warpage:
It went into the blastcabinet to be cleaned with 70micron aluminium oxide:

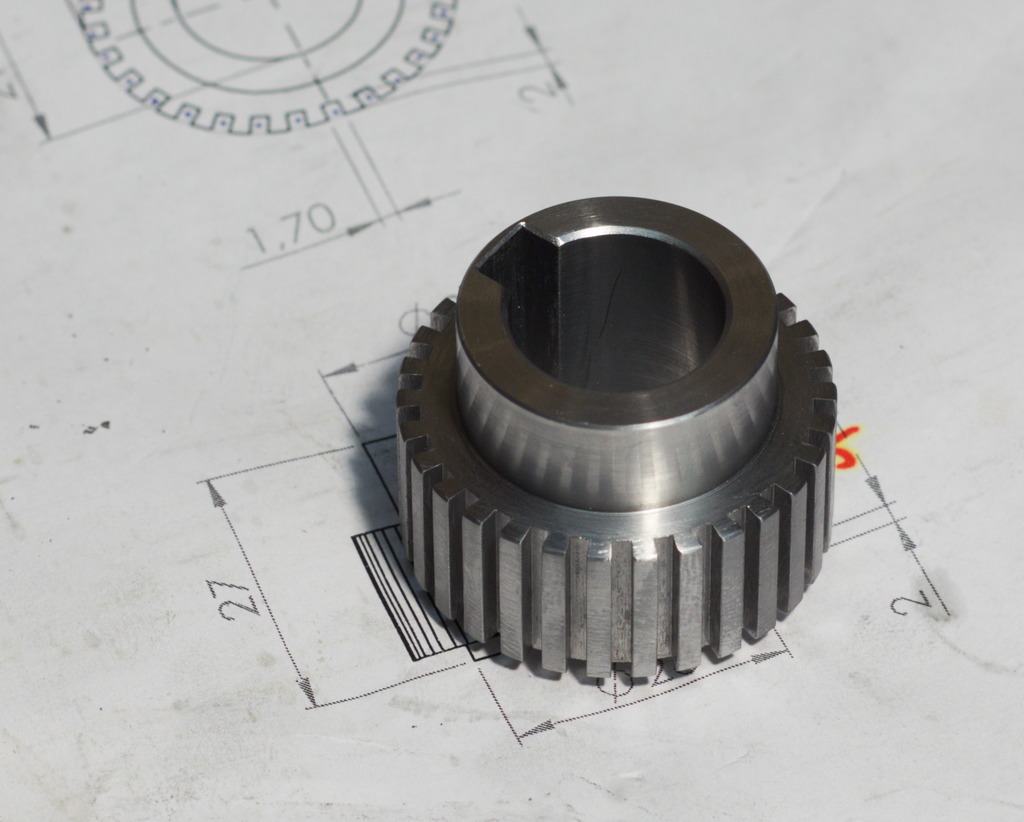
Boring the ID to 18,01mm:
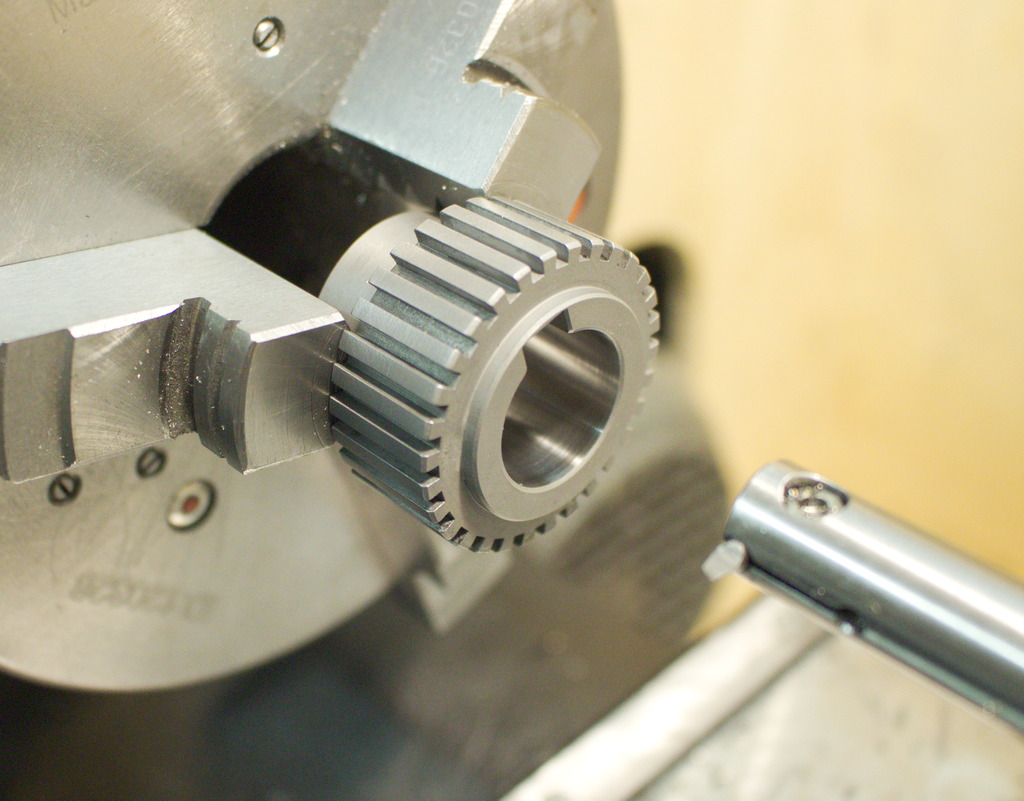
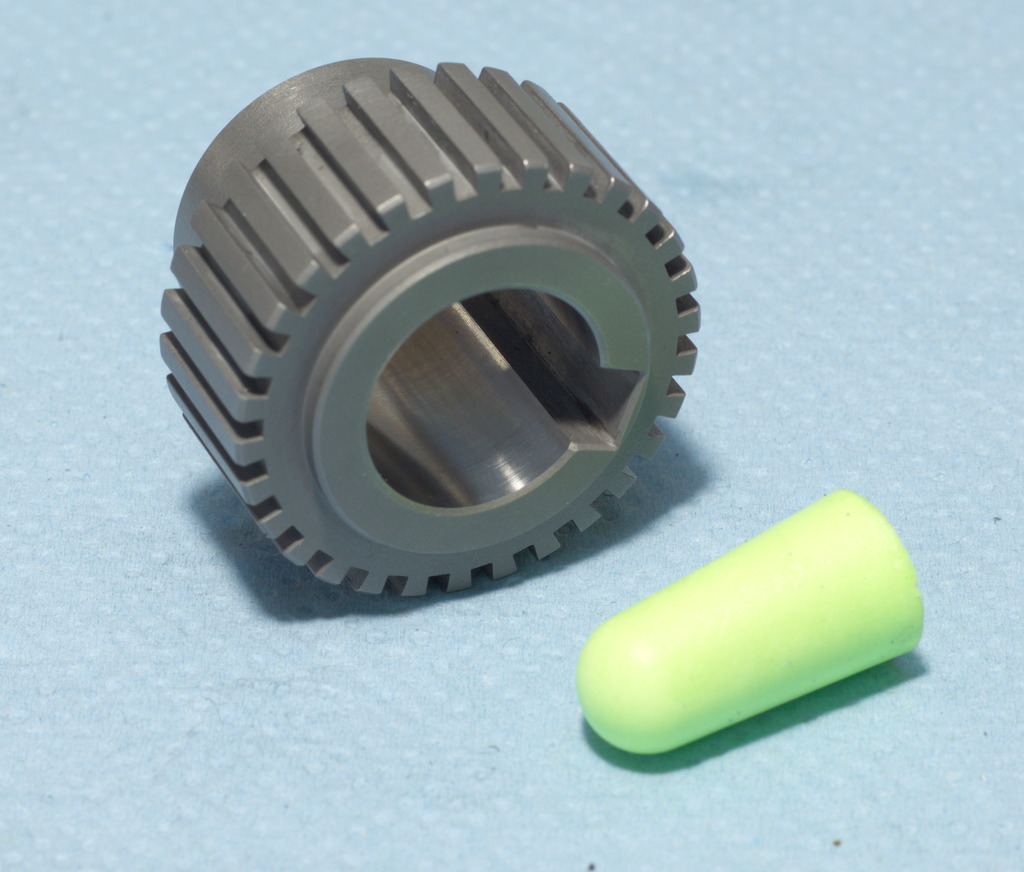
The finished ratchet wheel, at least as good as the original one: