
I was asked to machine custom sockets to drive fasteners with a spline profile – These where used in an WW2 BMW airplane engine that’s about to be rebuilt.
There is also a video showing the whole process:
Spline drive sockets & Electronic indexer
A bunch of the fasteners where supplied to machine the sockets to match:
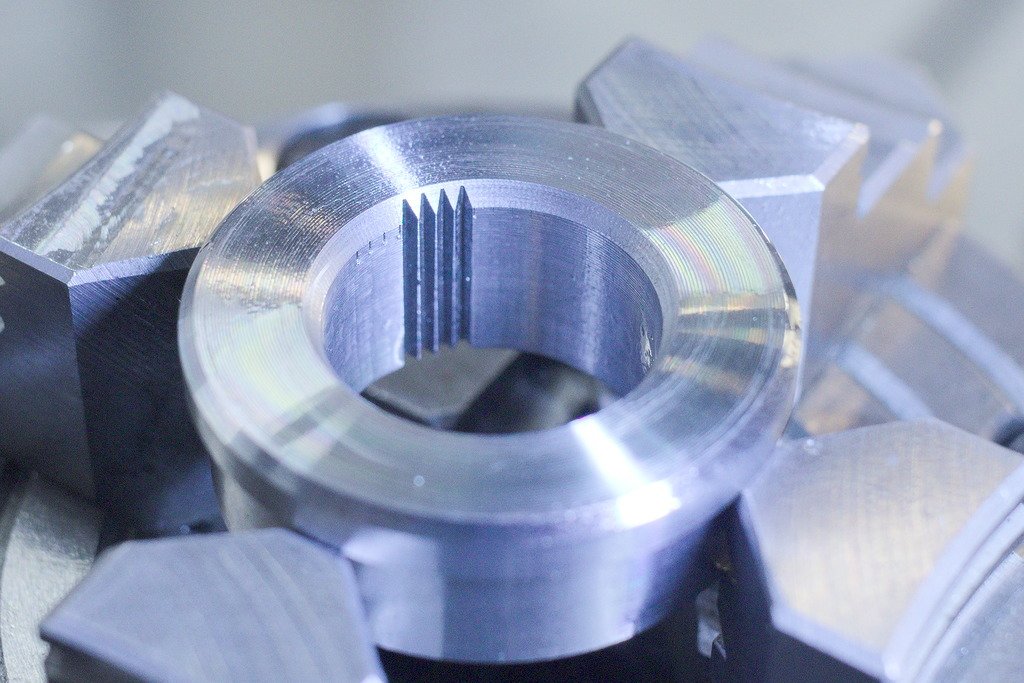
The profile looks like this under the toolmakers microscope:
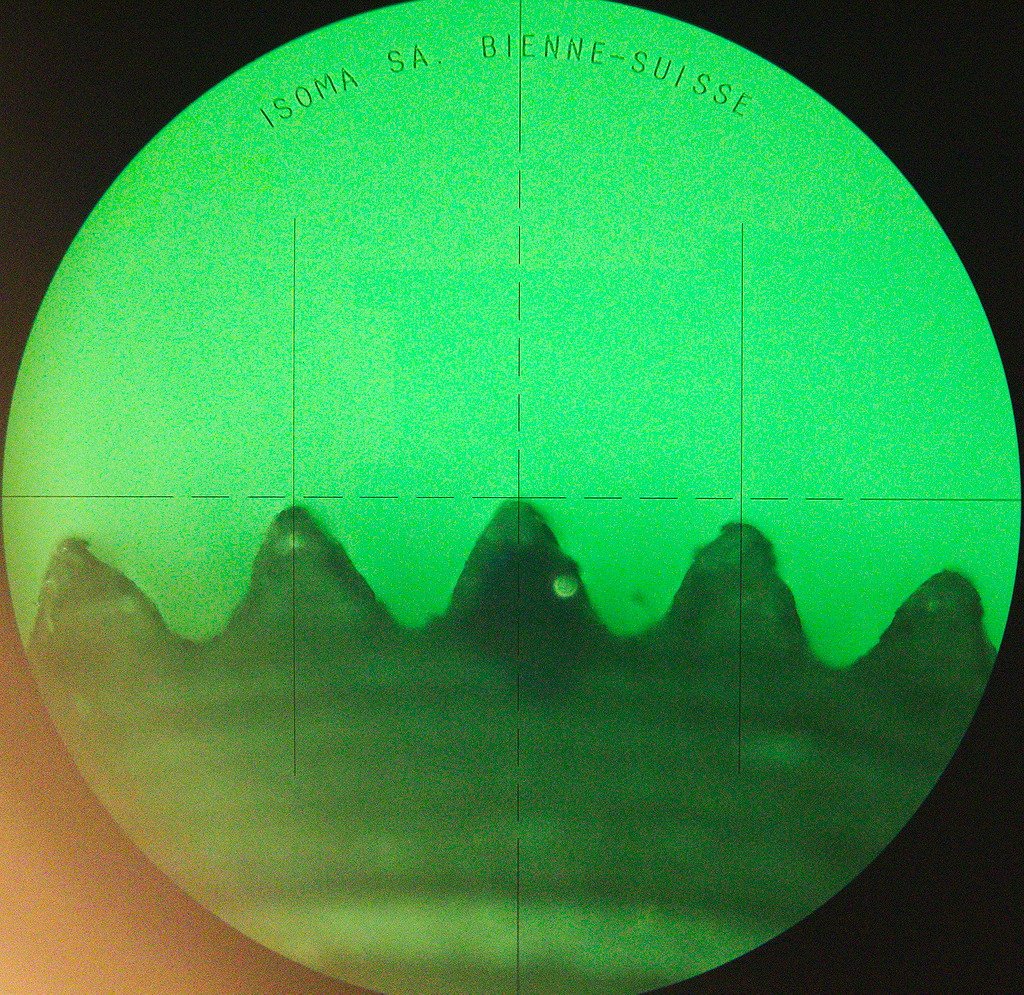
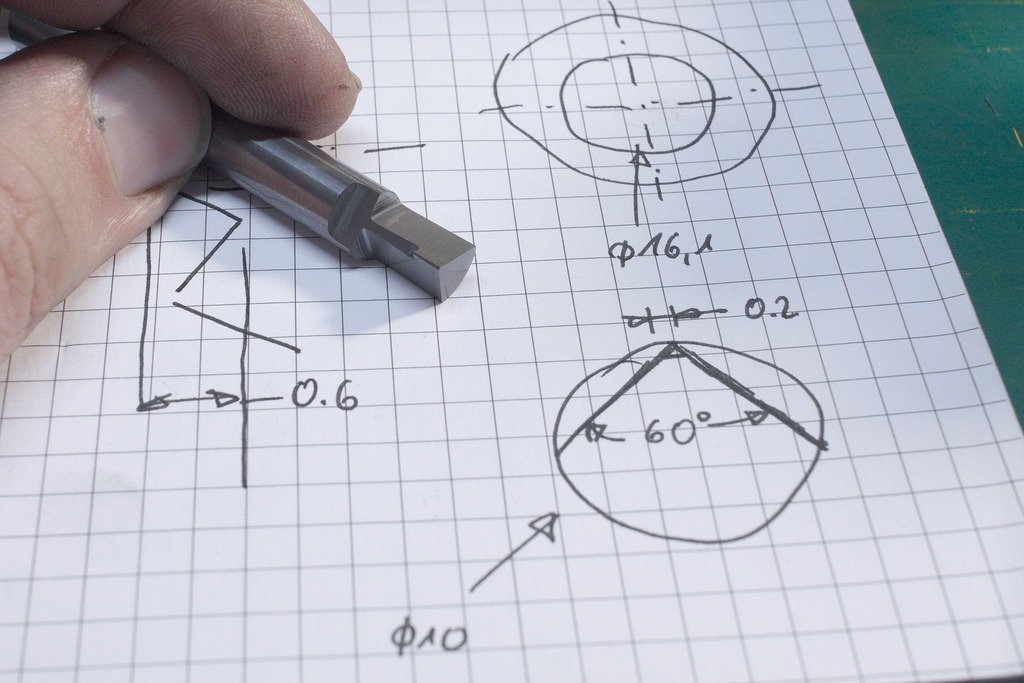
The dimensions where figured out using the toolmakers microscope, the angle of the profile was 60° and the tool needed a 0,2mm flat on the intersection of the two angled surfaces.
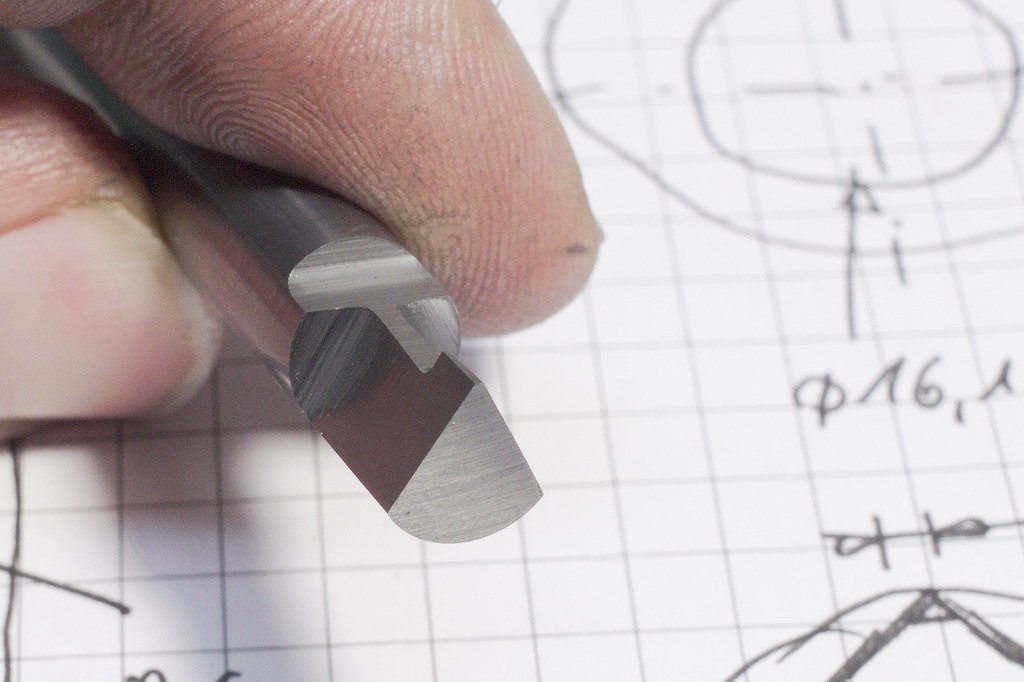
The tool was ground out of micrograin carbide on the d-bit grinder using a D40 wheel to assure a good feature and a long lasting cutting edge.:
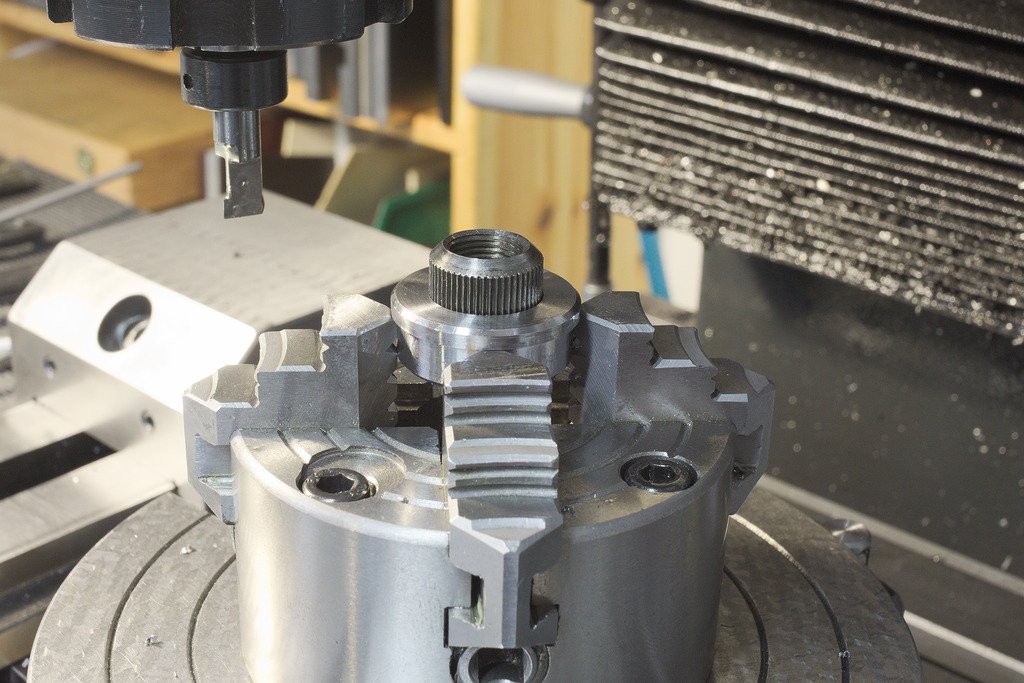
The profile was then cut using the milling machine as a slotter/shaper. This technique works very well for detailed work, as you can use all the precision features built into the milling machine, like a precise x/y table, the DRO and the ability to center the work by indicating with a DTI in the spindle. This ensures precise results.
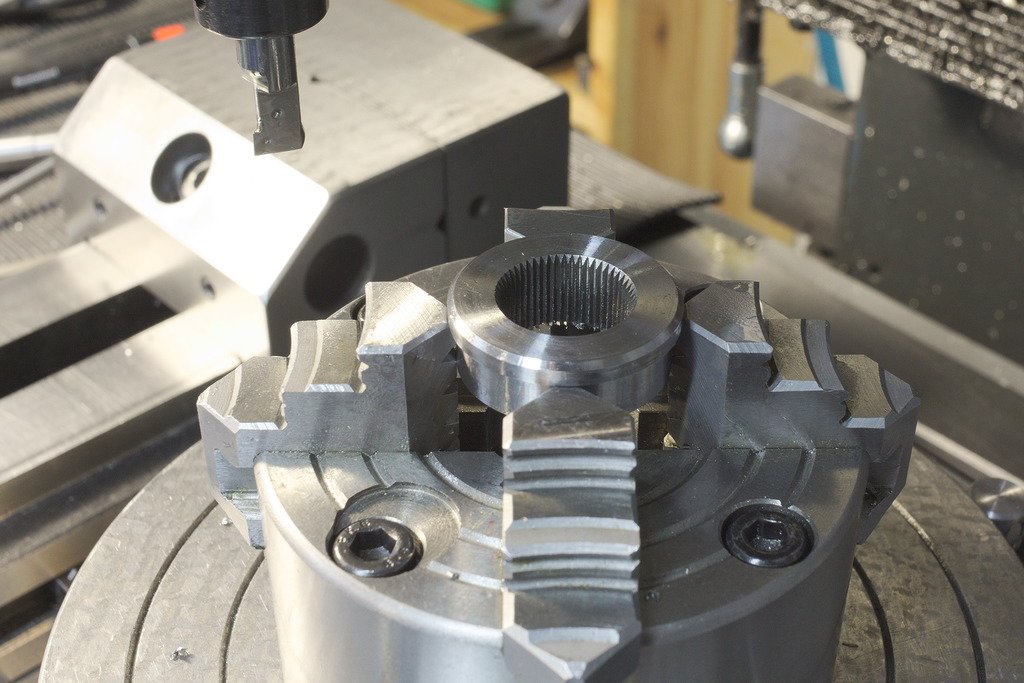
The rotary table is used to do the indexing, a test piece out of O2 toolsteel is held in the four jaw chuck:
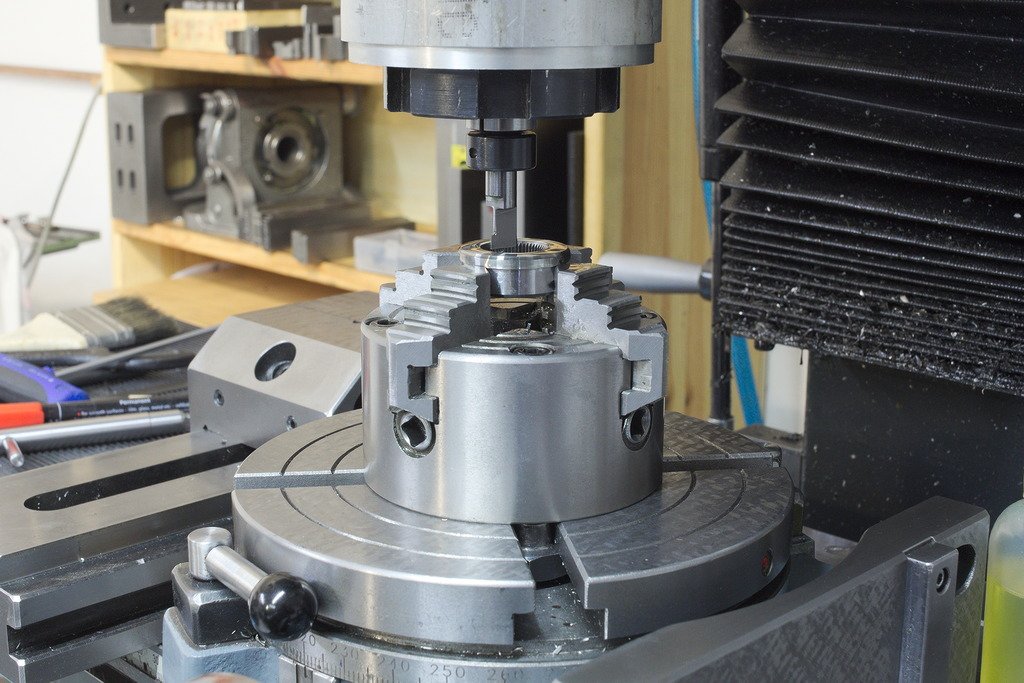
First cuts are done, using a lot of cutting oil. Depth of cut per stroke starts at about 0,15mm and reduces with increasing profile depth to 0,03mm per stroke.
Cutting a single tooth takes about 5..10 seconds.
After all the teeth where cut, the moment of truth, testing with one of the fasteners.
This was problematic, as those fasteners where quite old and used, had a lot of burrs and dings on them – I took them, inspected them under the microscope and deburred it as good as possible, to use it as a gage.
Turned out that the profile as cut was to close fitting, with the large number of teeth in contact it was very hard to fit the fastener into the socket.
In result, the profile was cut 0,1mm larger in diameter to give it some clearance.
The final sockets where machined out of 42CrMo4 (4140):
 The backside of the sockets got a 1/2” drive machined into it, the corners where reliefed with a 3mm endmill, copying the shape of an high quality 1/2” socket extension.
The backside of the sockets got a 1/2” drive machined into it, the corners where reliefed with a 3mm endmill, copying the shape of an high quality 1/2” socket extension.


After all the machining was done, the sockets where hardened and tempered to 50HRc. In daily use it will not be avoidable to use a hammer to seat one of the sockets onto a damaged fastener and the heat threat will give it the ability to withstand that abuse to some degree.