The "machine" is basically nothing more than an attachement that goes onto the end of the router and clamps to it:
Almost every shop I worked in so far had a chamfering machine of some sort. That style I liked the most had a vertical spindle with a straight endmill in it and a 90° v-block above it.
I have a video where I show the chamfering machine in detail:
Chamfering machine
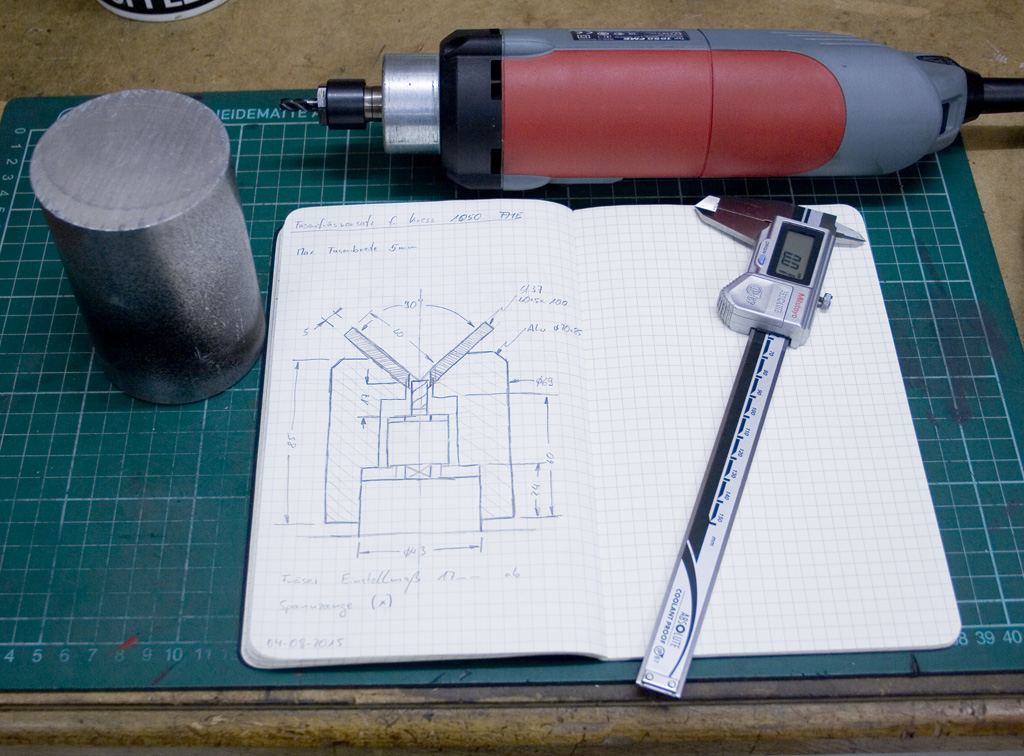
A lot of them just had a router motor in them, and I did the same. My router motor is a Kress FME 1050 that goes from 5000 up to 25000rpm. For the materials I work with only the speedrange up to 10000rpm is interesting. I planed to use 6mm carbide endmills because thats a size that I stock all the time.
The "machine" is basically nothing more than an attachement that goes onto the end of the router and clamps to it:
Here I am doing all the lathe work, turning the outer and inner diameter and fitting the router motor:


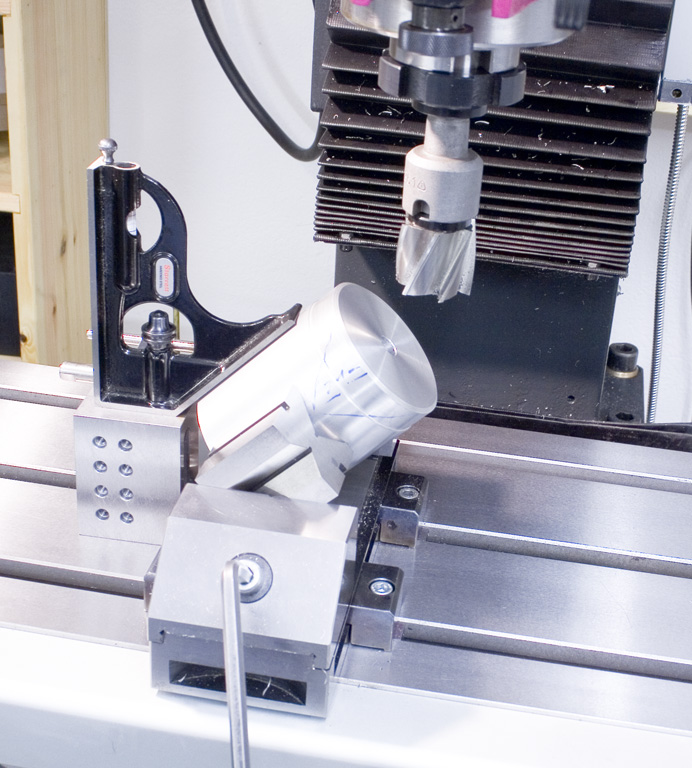
This is the setup to cut the v-cutout, it was not the most save setup, but in the end it worked fine, I kept the depth off cut to about 2mm per pass with the 40mm shell endmill:


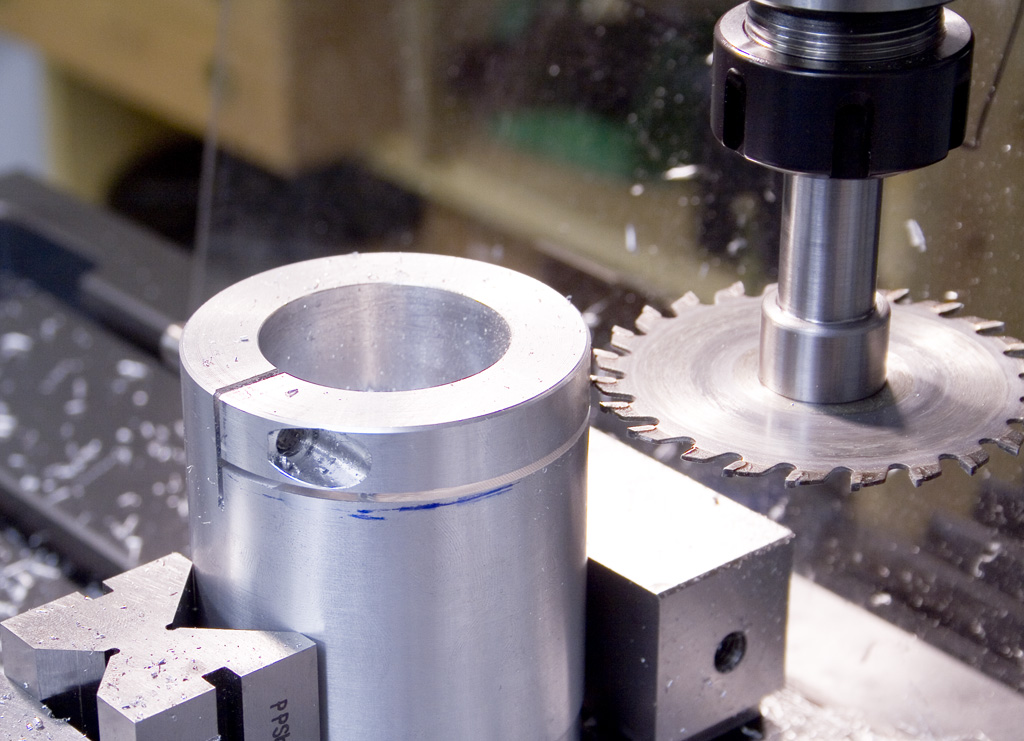
I did not have a normal HSS slitting saw with a big enough diameter to slit the aluminum housing, but I had a carbide tipped 80mm blade from a small modelengineers table saw that worked very well:

I added some runner strips that where bolted to the aluminum, a cutout for the chips and a mounting flange to clamp it to the table:

This is a view down from above, you can see the 6mm sixflute carbide endmill, I tried 2, 3, 4 and 6 flutes, they all worked very well and in the end I will probably use a threeflute endmill most of the time because I can regrind them very easy:

I have no special device to set the depth of cut, I just unclamp the router motor and move it up or down until I get the with of chamfer I want.
Does it work?
You bet!
It cuts chamfers up to 2,5mm very well, even in steel and cast iron. Smaller chamfers can be cut even in hardened steel.
The cutting forces are very controllable and you don't have to worry about climb cut or conventional cutting, as we're face milling directly in thecenter of the cutter.
Here are some test cuts in differen materials:
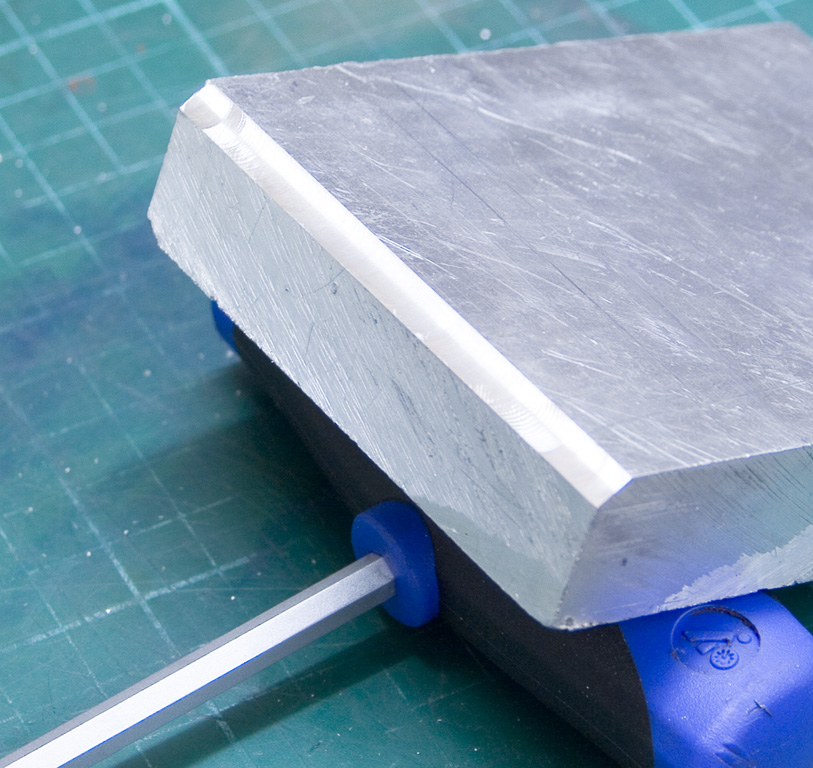
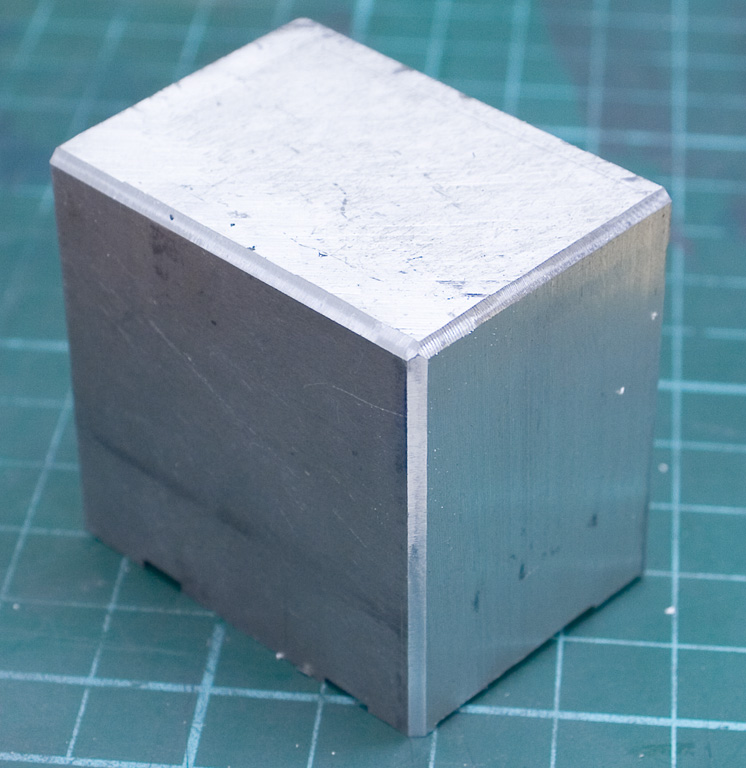
Aluminum:
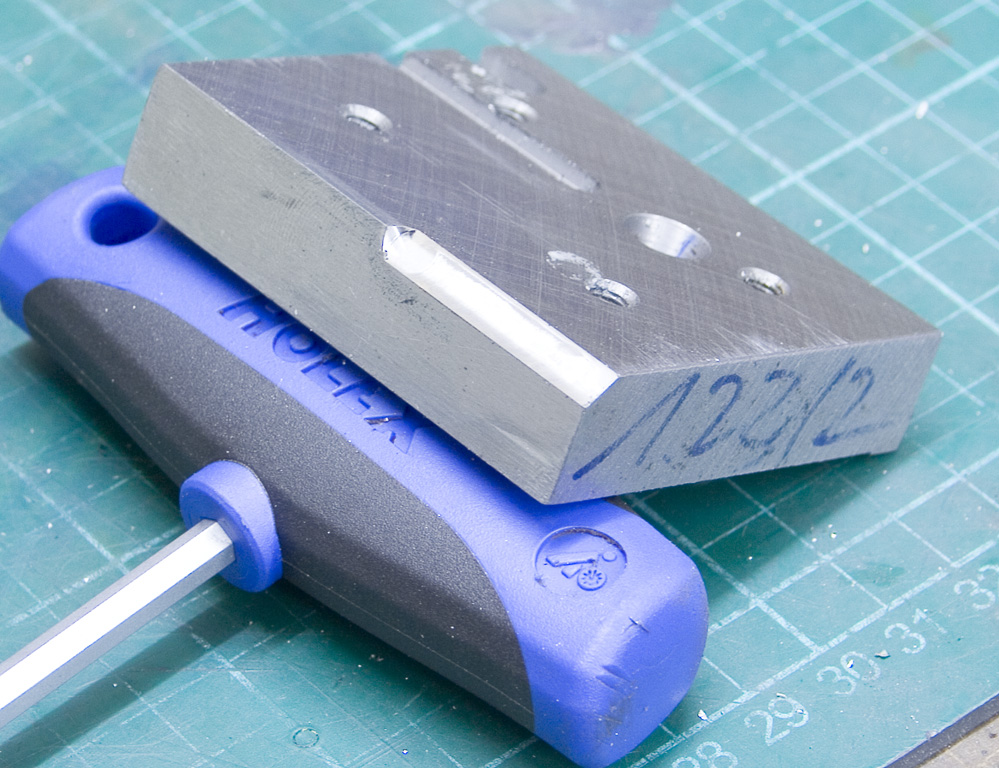
Cast iron:

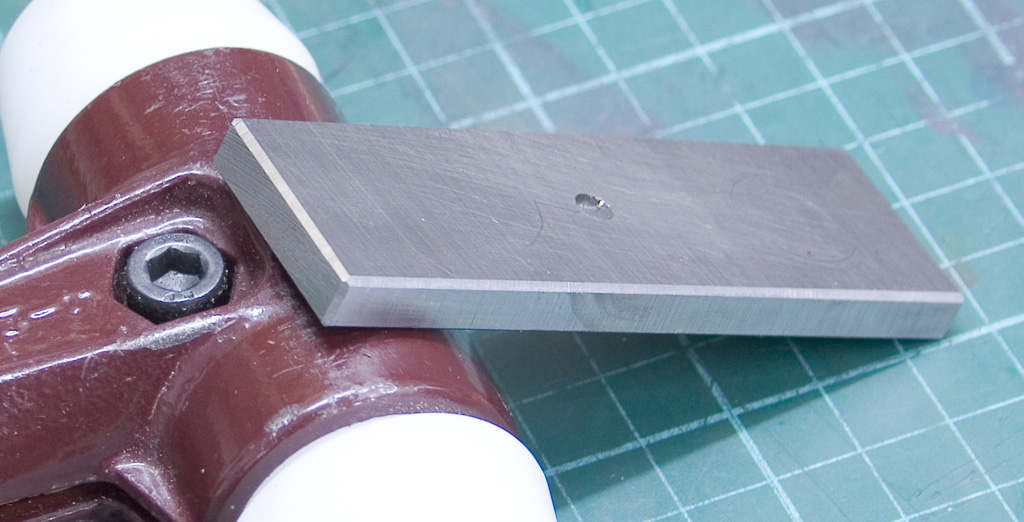
Toolsteel 1.2379 (D2):

Michiel:

"robomow59":
