Steel would just be fine, but cast iron machines very nice and is a bit more resistant against dings and dents
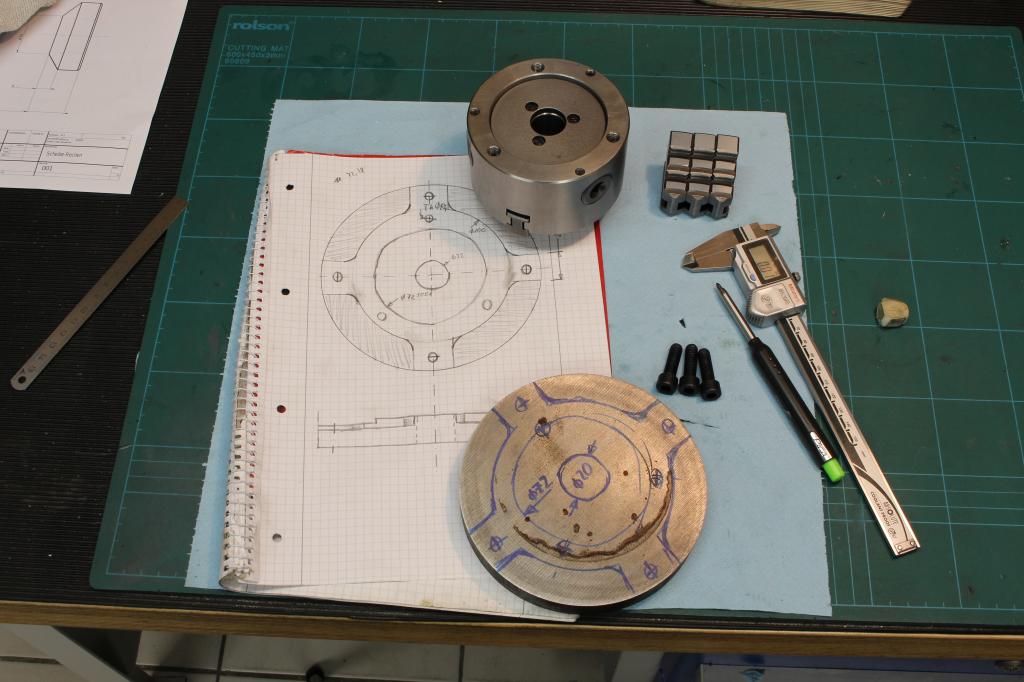
I finaly got a 100mm chuck for my Vertex rotary table and needed an adapter plate to mount it - I ordered a piece of cast iron, 150x18mm for a reasonable price on ebay.
Steel would just be fine, but cast iron machines very nice and is a bit more resistant against dings and dents
First side got faced and drilled while beeing clamped in the three jaw chuck, then I changed to the magnetic chuck, faced the other side, took a skim cut on the outer diameter and cut the register for the chuck.
I am using one of my shopmade brazed carbide tools, and I took cuts about 1mm deep when I turned the register diameter.
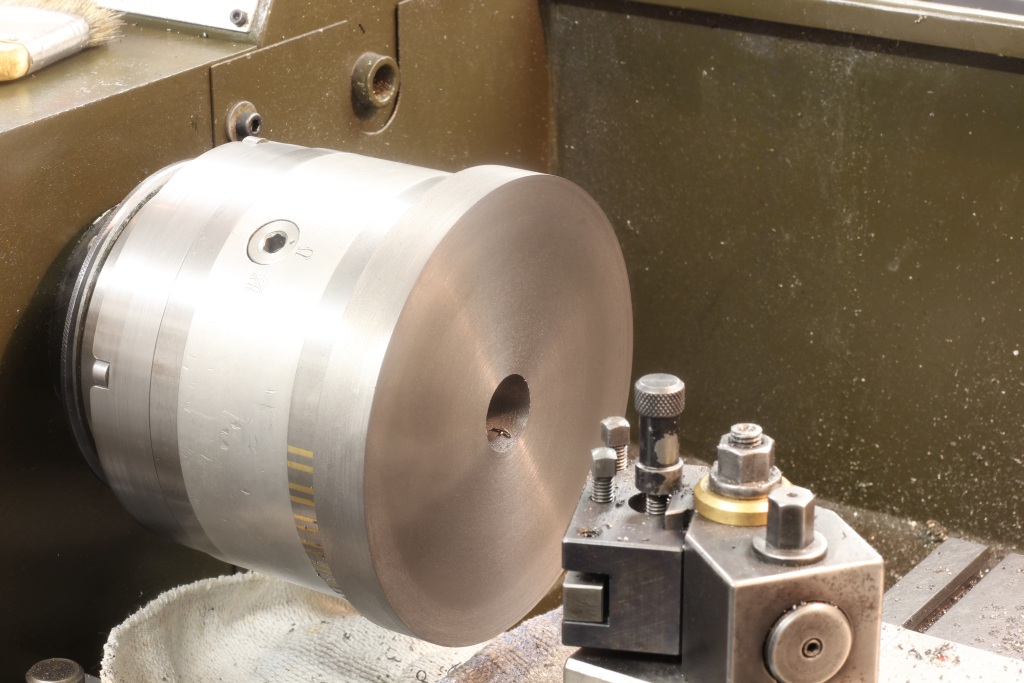

Done with the lathe work:

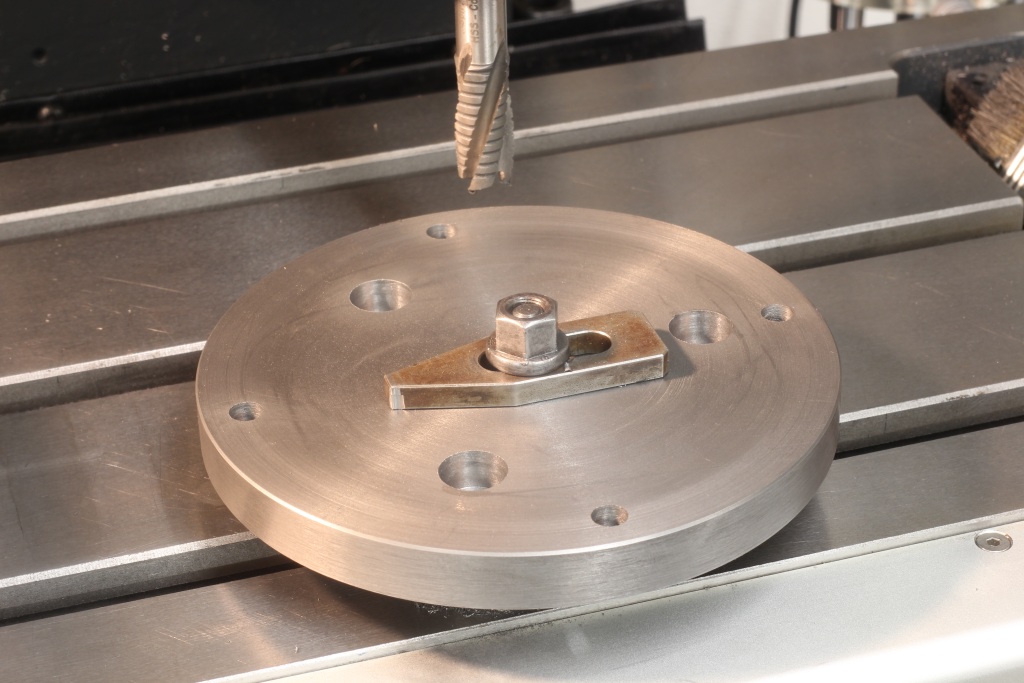
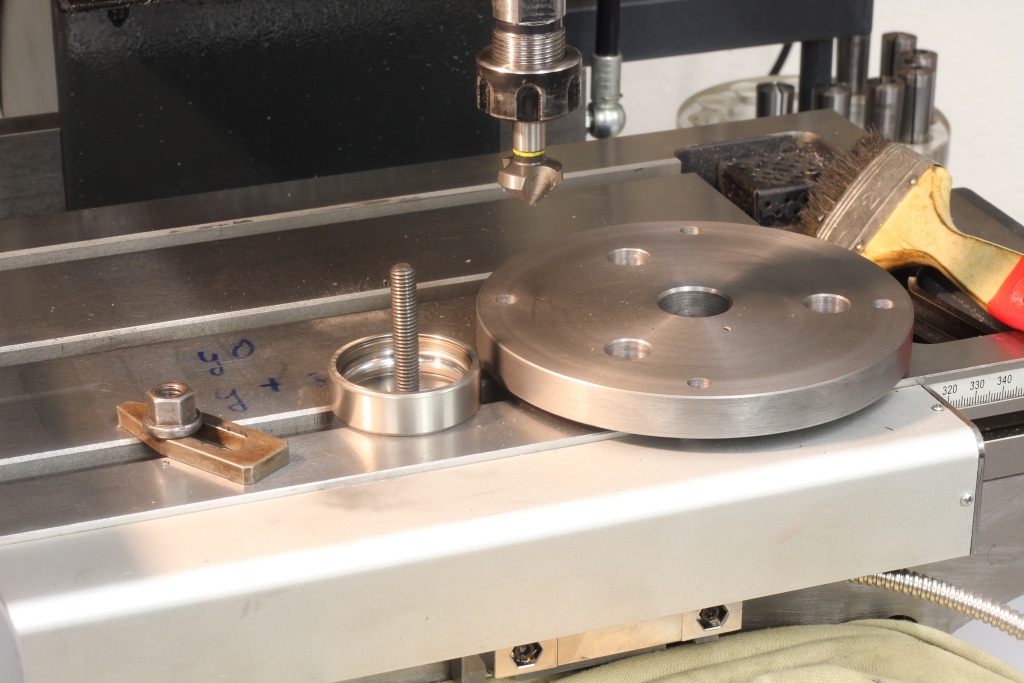
Drilling the hole patterns - I dont have a piloted counterbore for M8 screws, so I used a 14mm roughing endmill which worked very well.
For parts that are held trough the center with a single bolt, an old ring from a ball bearing is an excellent parallel:
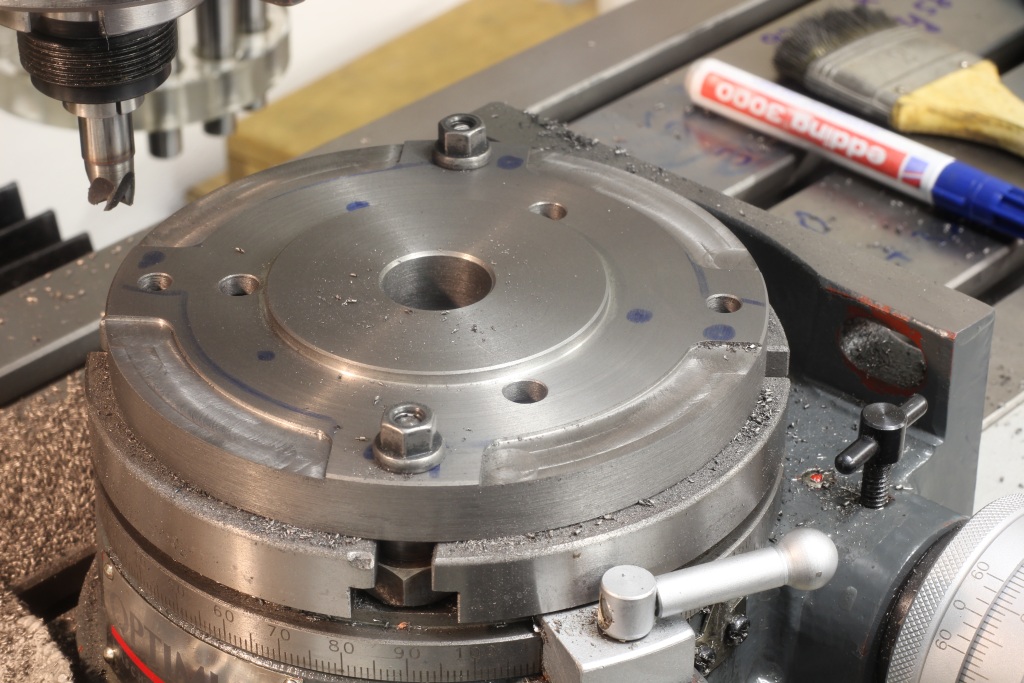
To give it a nicer appearance I reliefed the area between the bolt holes:
Checking the thickness with the micrometer - About 1/100mm out of parallel. Normaly I would not bother, thats plenty good enough for a chuck adapter plate:

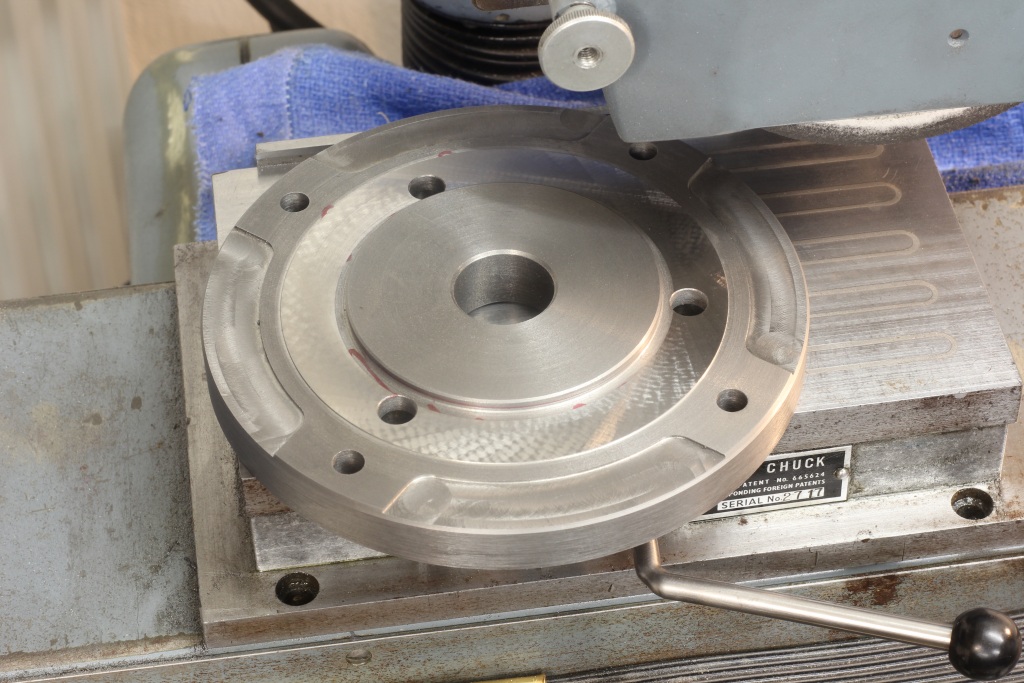
But since I have a surface grinder, why not use it. I put a spiral grind on the face that the chuck sits on - Taking a pass with the grinder, turn it a few degrees, take another pass, turn it - And so on, until you hit the whole surface.
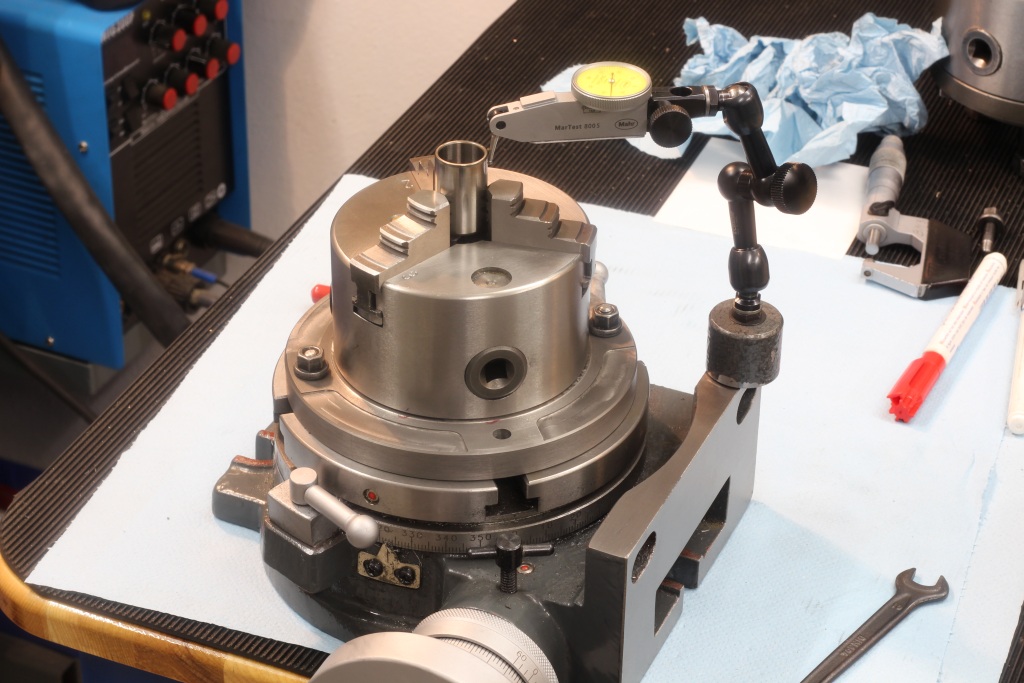
I don't put a register surface or keys into such adapter plates because I prefer to align them every time. That way I always get the best precision: