ER25 collet block
July 2015
Collet blocks are an almost indispensable tool in the machine shop, they hold round stock for various machining operations help to do simple dividing jobs. Most commercialy availible collet blocks accept 5C collets, which makes sense. They are quite common, are availible in round, hex and square shape, soft, internal clamping and some more.
I dont have 5C collets in my shop, none of my machines accepts those. I have ER collets in various sizes that I use on all my machines for work- and toolholding:
ER11 for the engraving machine and as a collet extension for hard-to-reach areas
ER16 as a general purpose collet on the milling machine
ER25 for bigger diameter work on the lathe and for heavy machining on the milling machine
You can get collet blocks for ER25/ER32/ER40 collets from ArcEuroTrade, but I don't like their design. The block is rather short and the collet nut hangs over the end quite a bit. They look odd to me.
Then I found the swiss company maprox which makes a very neat collet block.
The most interesting thing for me was the lack of a collet nut on the front face of the block! The collet gets pushed into the tapered bore of the holder from behind with a screw, that has also the mating taper for a ER collet ground into it.
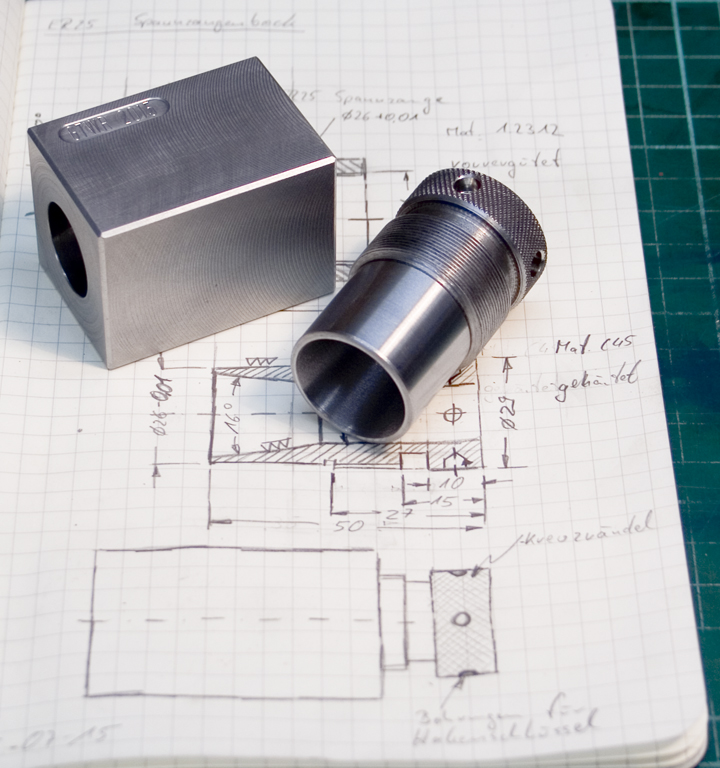
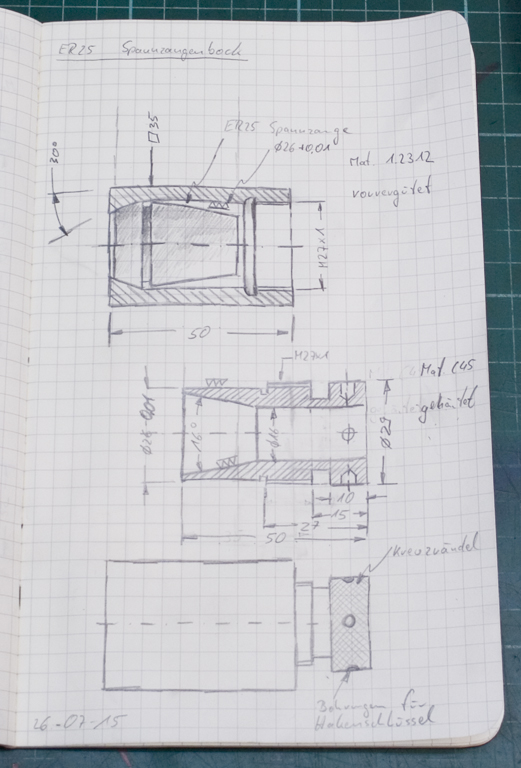
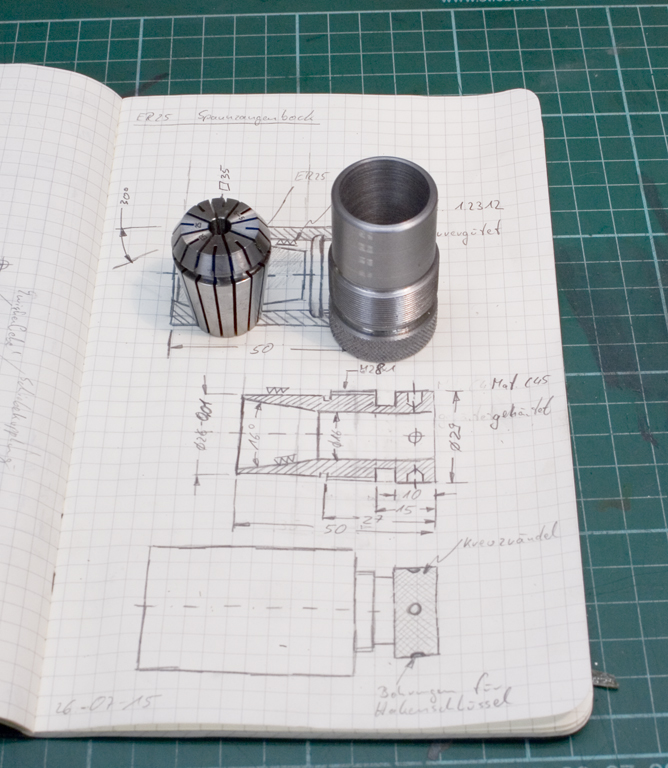
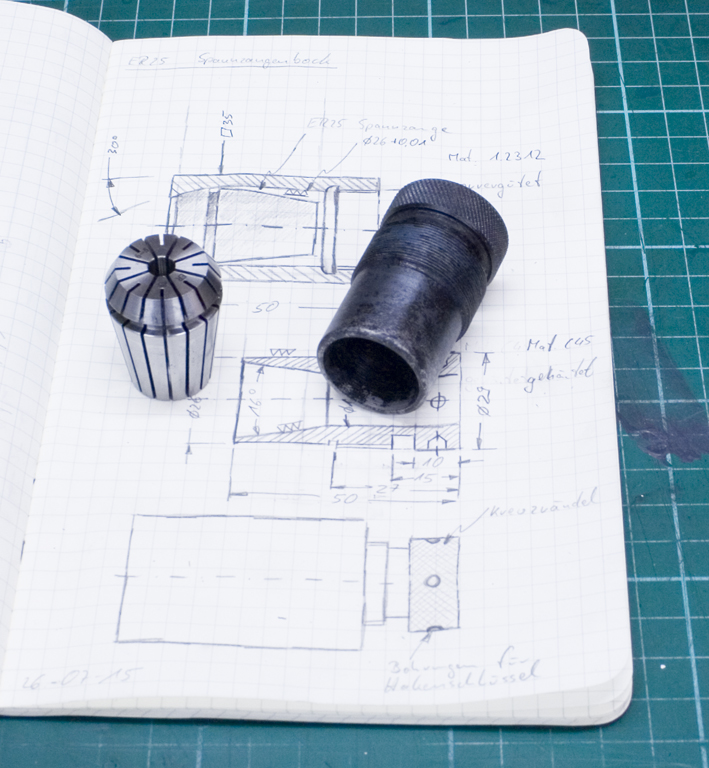
After some headscratching I decided to make my own of a similar design. Here is the sketch I used to work after:
I started with the screw - Material is a piece of carbon steel (C45, 0,45% carbon), that I drilled trough with a rota broach. Then I roughed out the outer diameter and turned the fine thread. I had stock allowance on the cylindrical diameter, as I intended to harden and grind the screw:


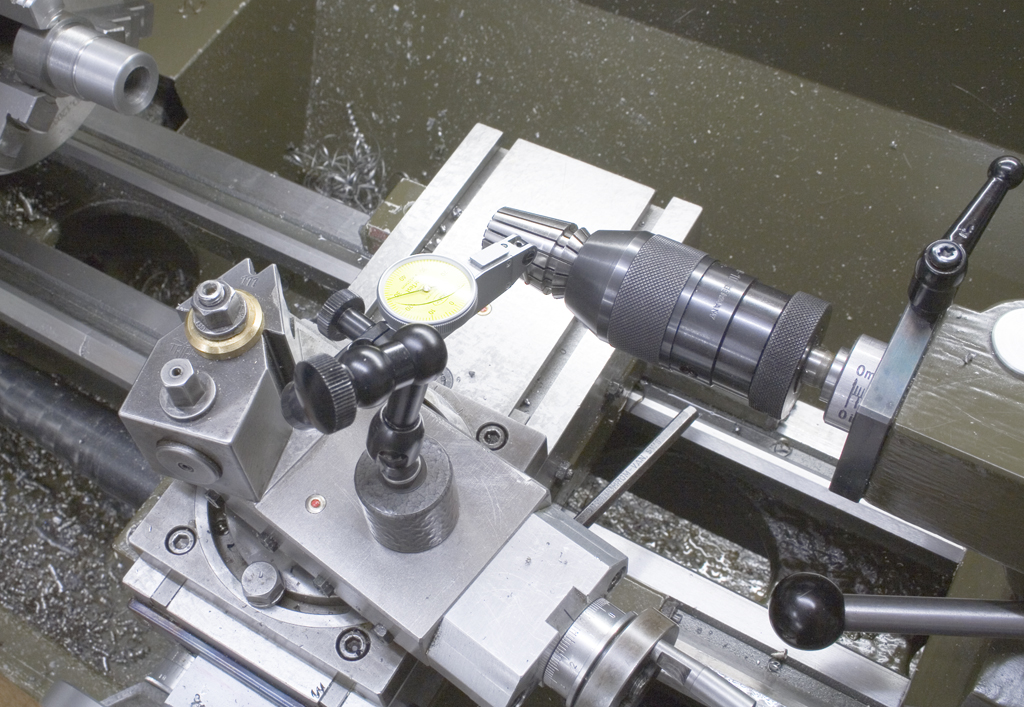
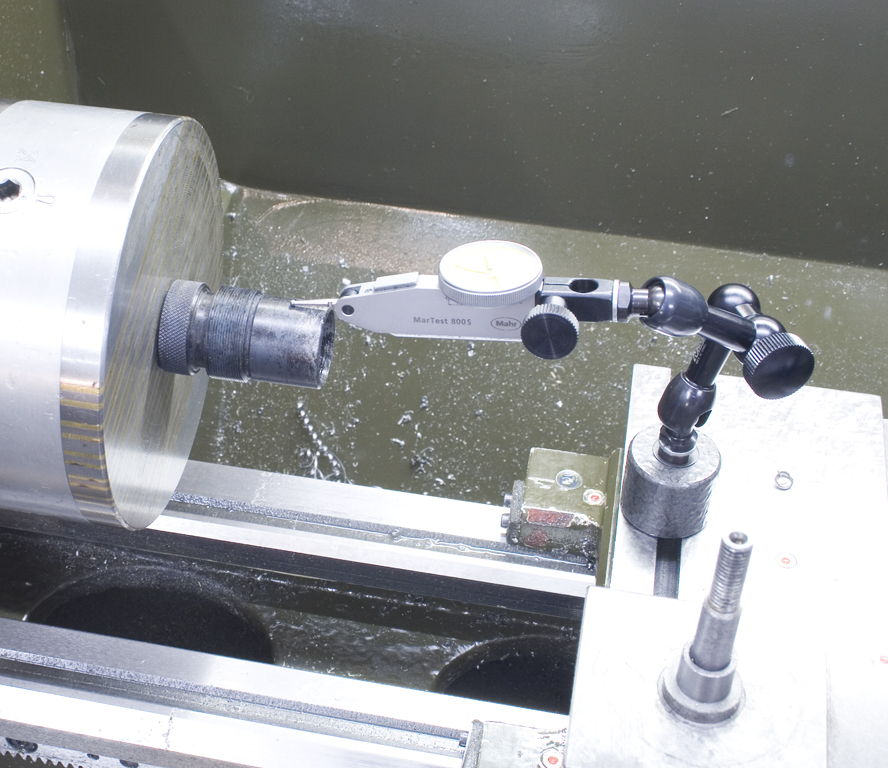
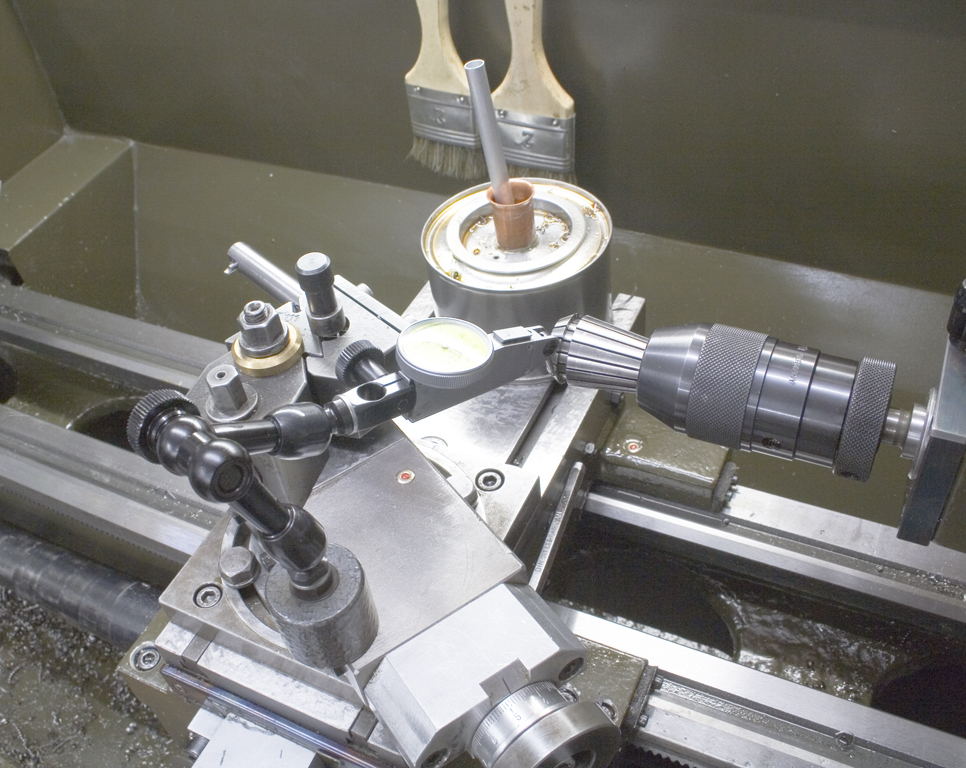
I needed to set the compound slide to the angle of a ER collet - For that purpose I clamped a piece of round stock in the tailstock and sliped a collet over it. Then I used a dial indicator to get the compound slide in line with it:
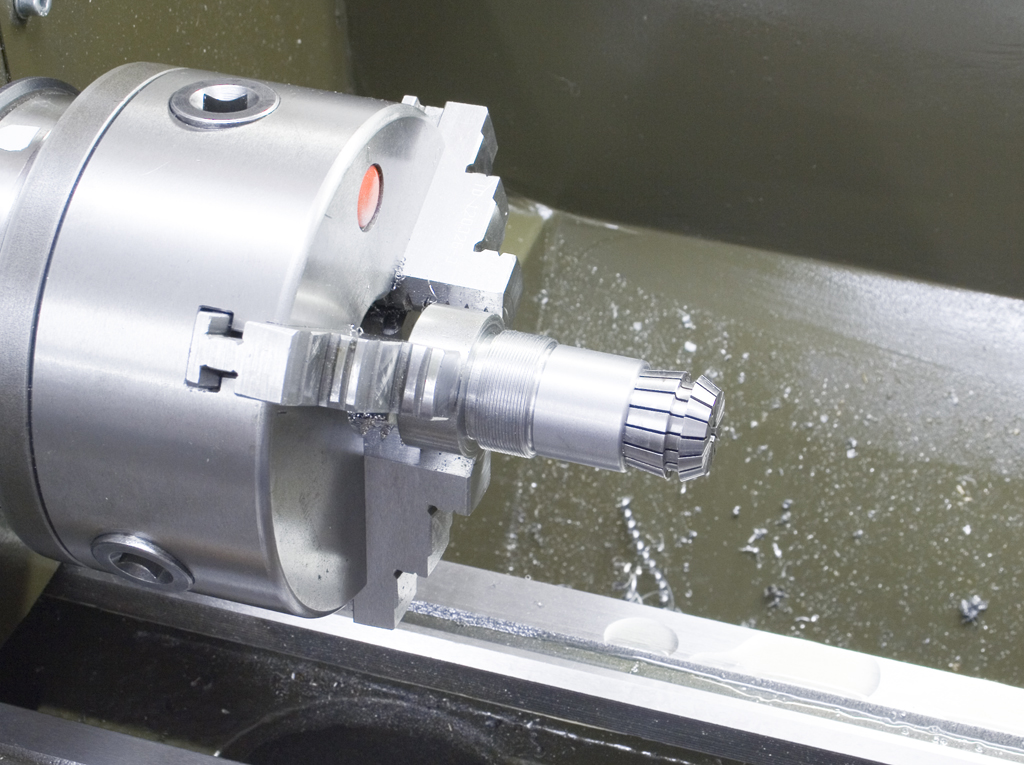
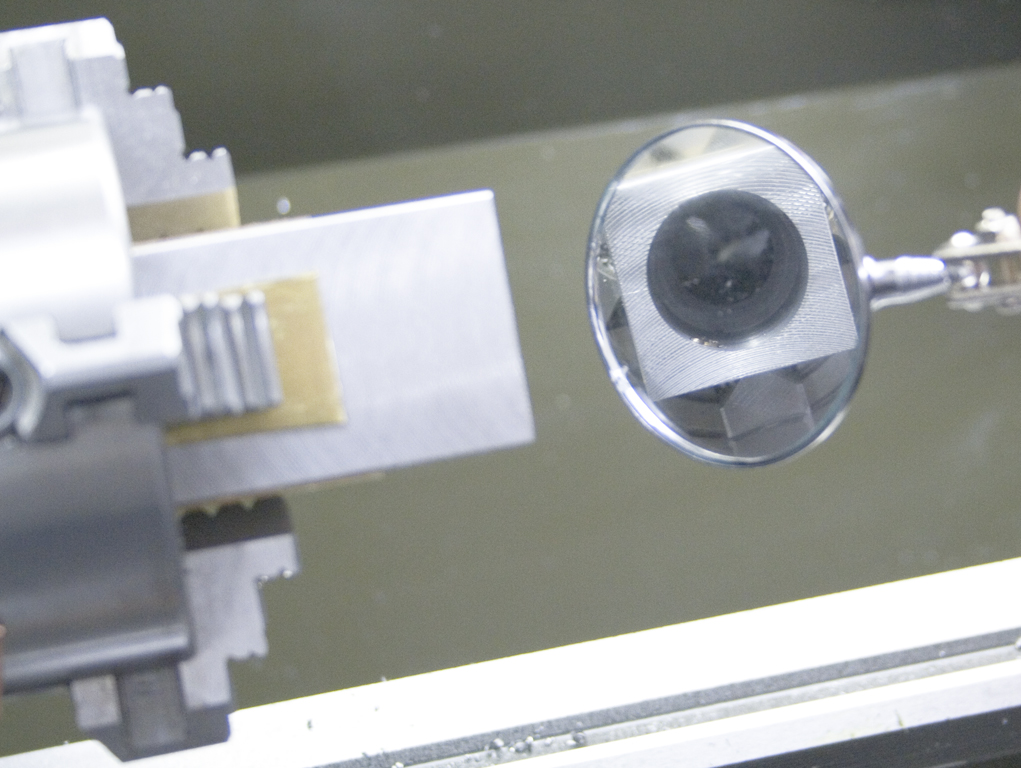
Testfit after I turned the taper - Also with stock allowance for grinding, I leave about 0,2mm on each surface for grinding, that has always proven to be enough:
Then I fliped the part around and machined the other side. I did a fine diamond pattern knurling on the gripping ring:

The pre-finished screw, complete with clamping marks. Doesn't matter as the part gets ground after hardening:
Hardening with the propane torch:

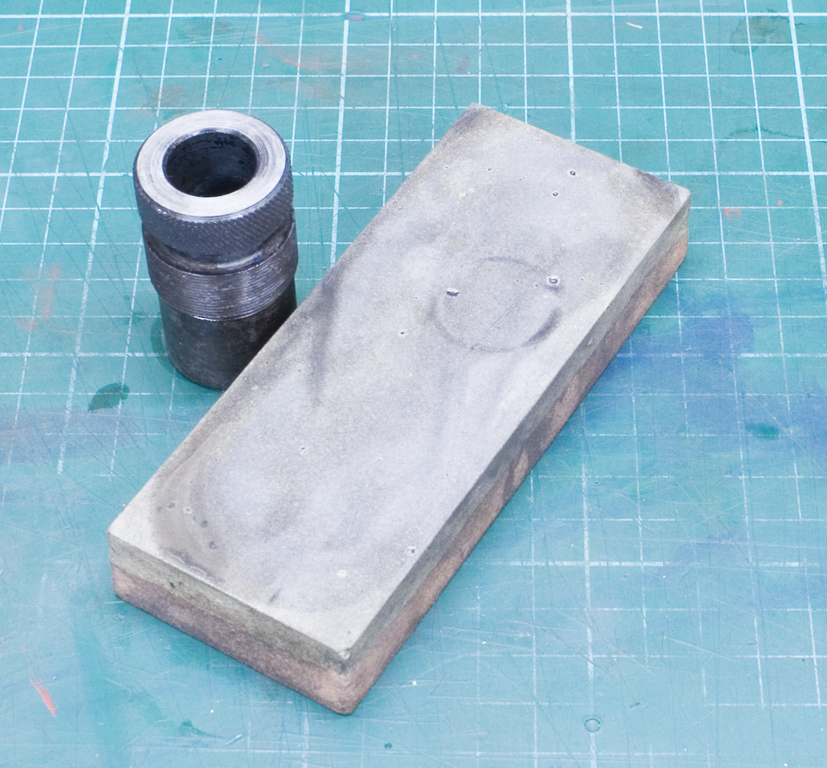
Cleaning one side with a fine oilstone so the part gets a good grip on the magnetic chuck:
Setting up the part on the magnetic chuck. It is very easy to bump the part around until it has the desired runout. I was not to picky about runout in this case, as the part was warped from hardening anyway:
Setting up the toolpost grinder and dressing the wheel with a singlepoint diamond:

Grinding the outer diameter:


Then I changed to a CBN grinding point to grind the internal taper:




The body of the collet block got machined out of a piece of prehardened toolsteel (1.2312). Squaring up with a shell endmill and drilling out the center with a rotabroach:

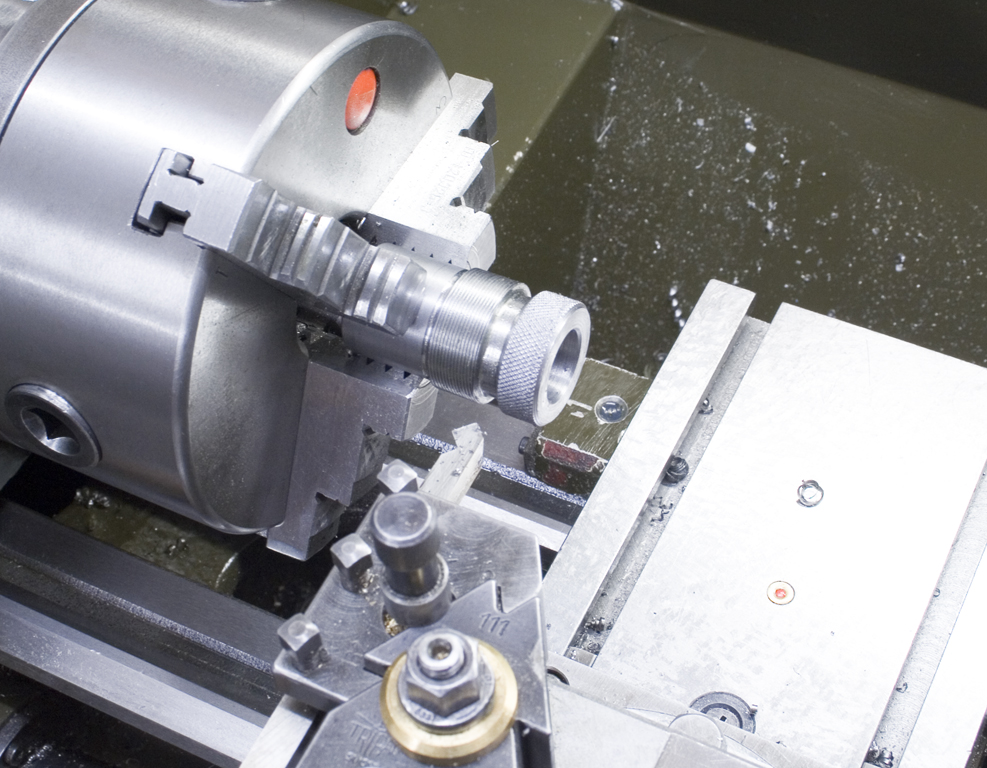
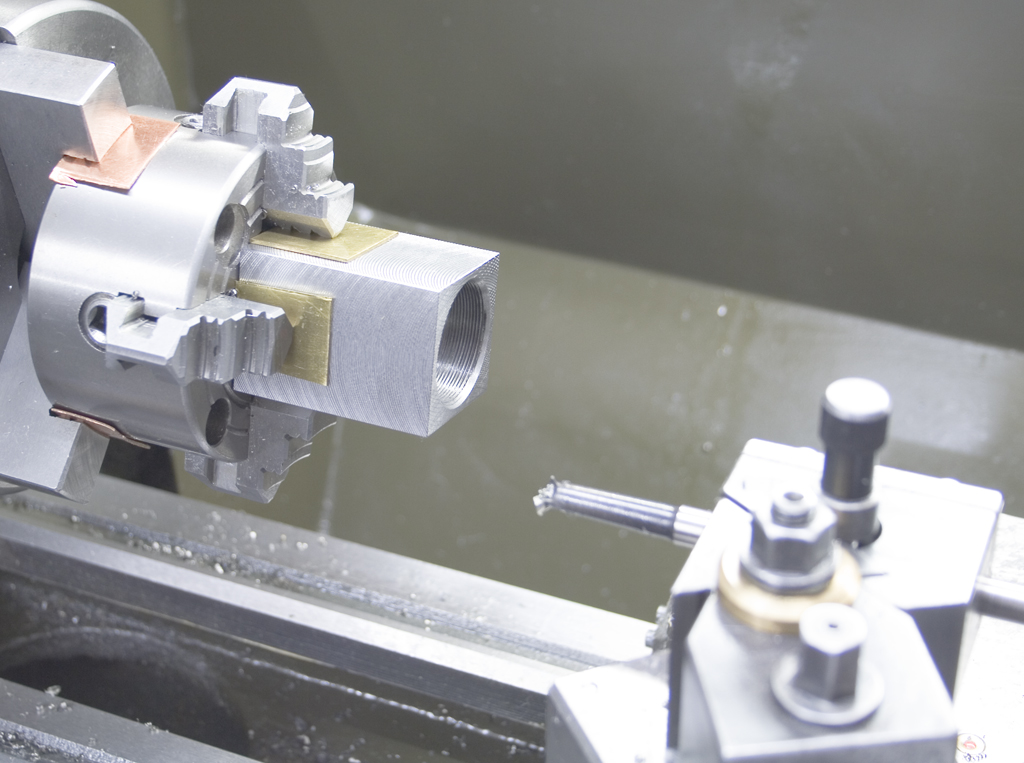
At the time I didn't have a four jaw chuck that fitted my lathe, so I had to clamp my small 80mm chuck in the three jaw chuck. I indicated the part true and on center, then bored it out to a close fit of the cylindrical part of the screw:

Using the same procedure as before to set the compound slide to the angle of the collet and then boring the taper on the inside of the block:
Turning the finethread to match the already finished screw:
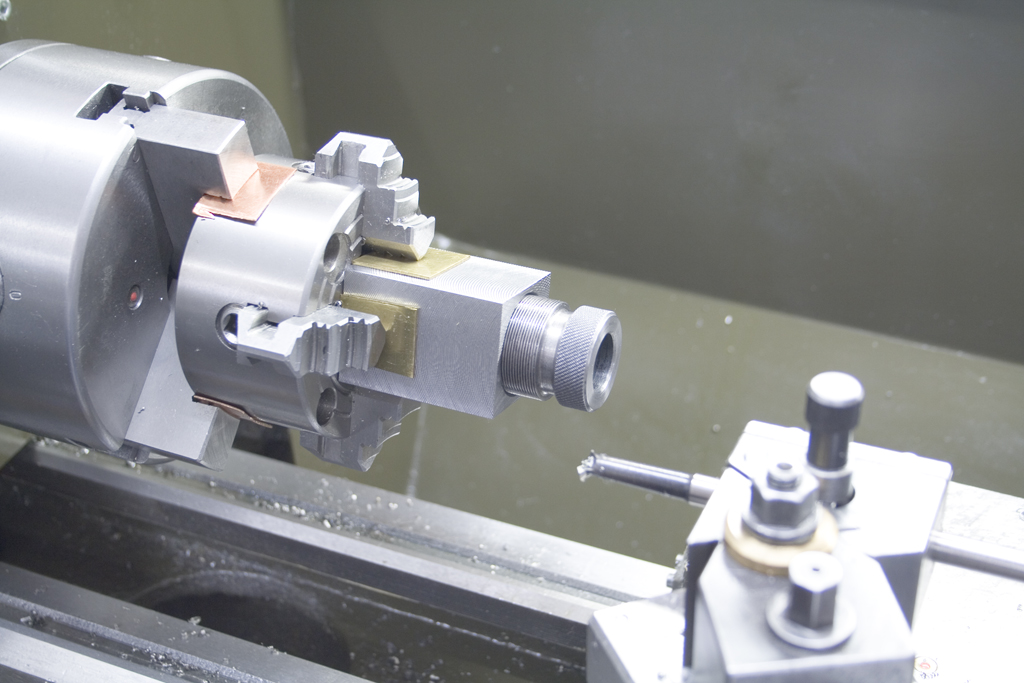

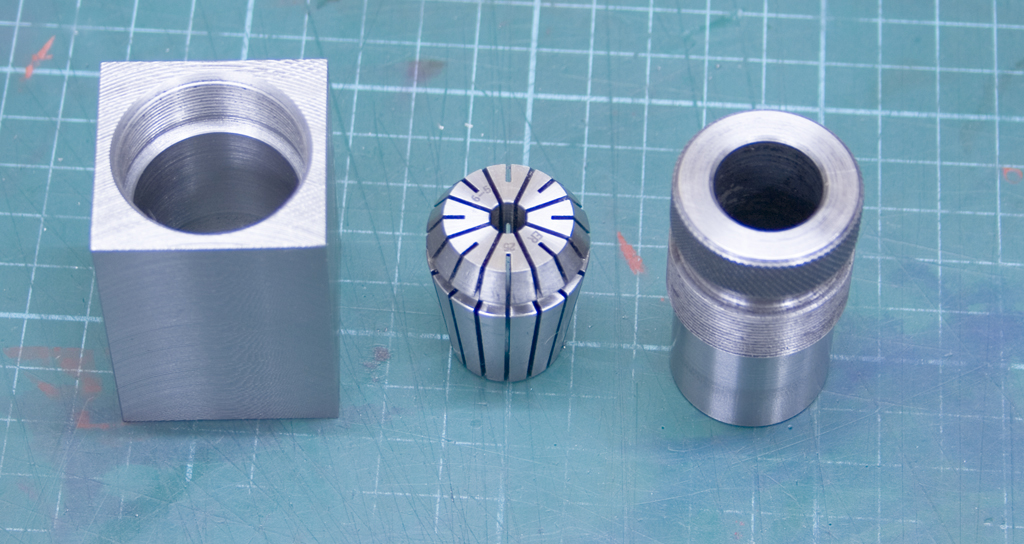
All parts are finished:
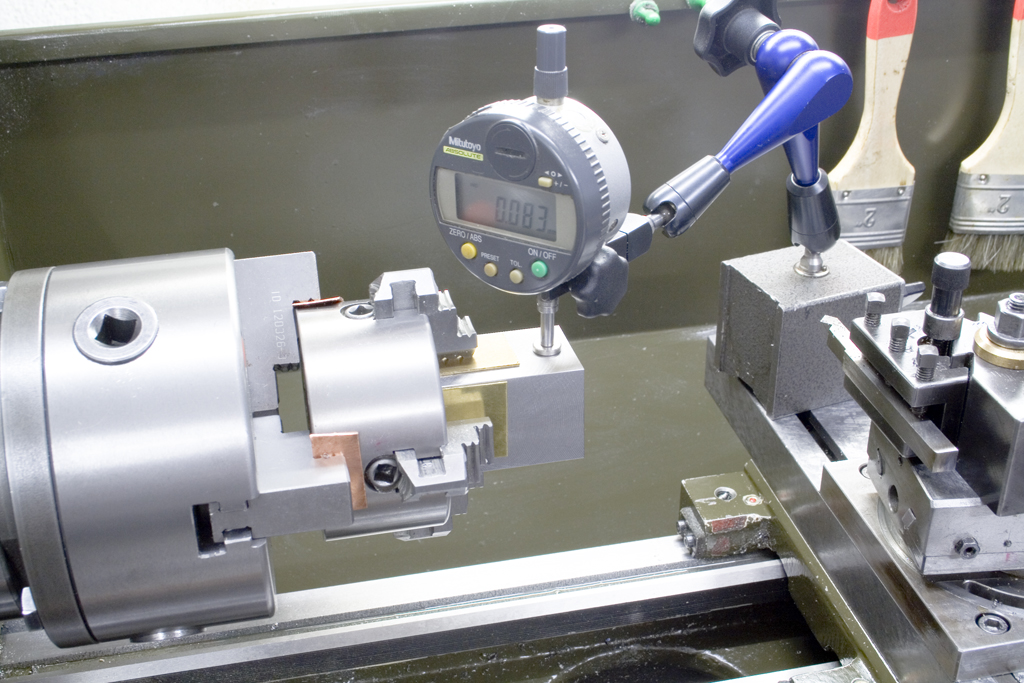
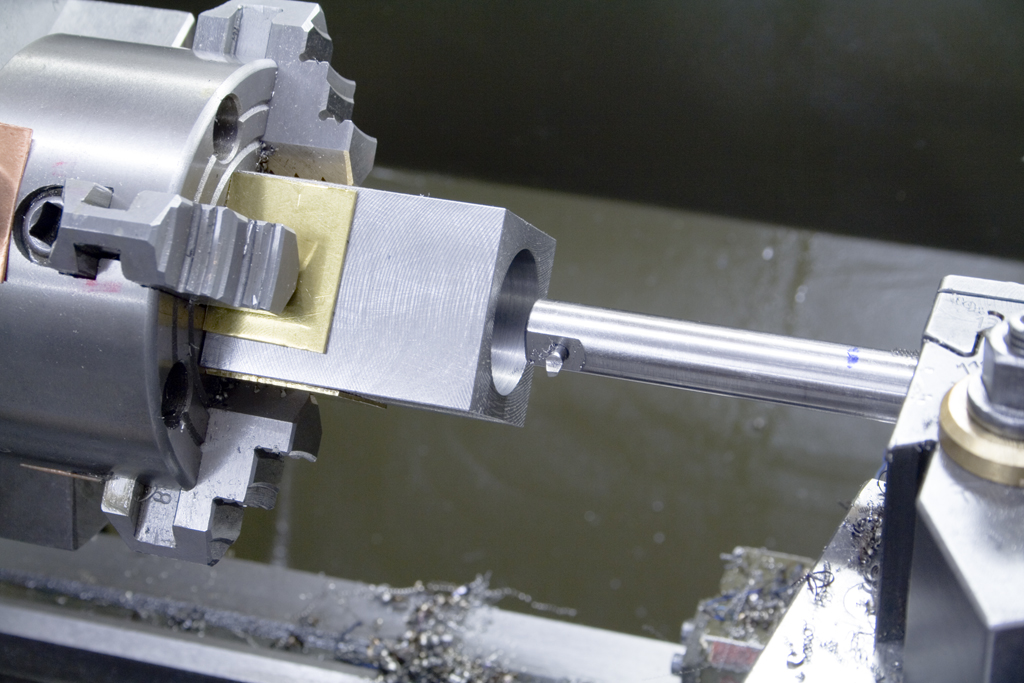
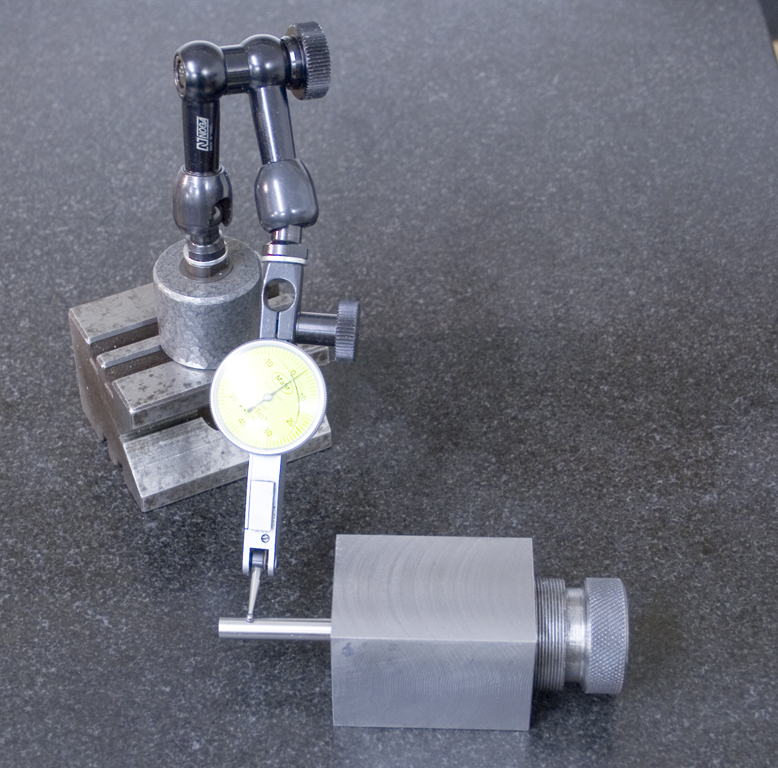
Then I clamped up a hardened and ground dowel pin and checked if the part clamped in the collet was on center and straight in the block. I took notes where there was correction needed:

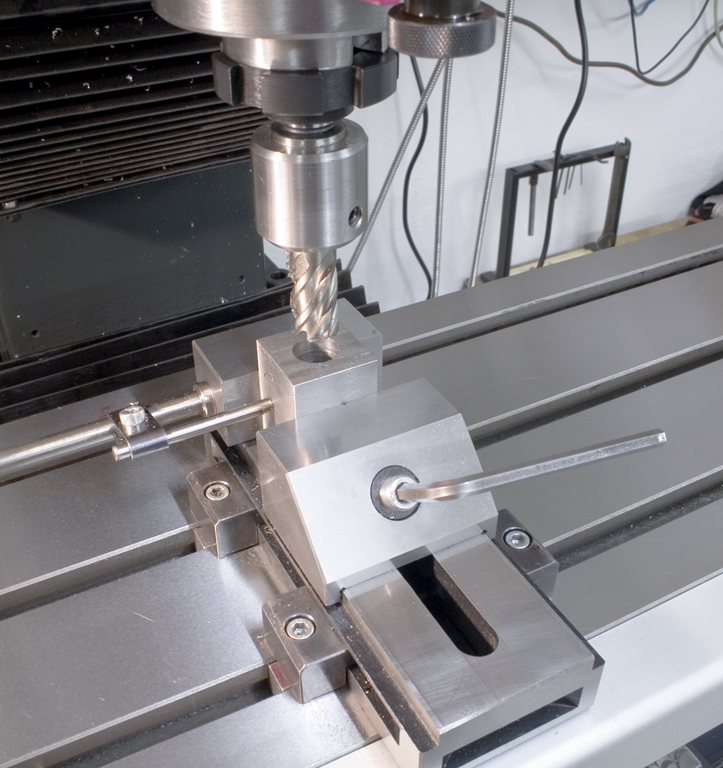
Then I took carefull cuts with a flycutter over on the milling machine and rechecked until I was happy with my results:

I forgot to add holes for a pin spanner into the hardened screw, I had to drill them with a carbide drill and countersink them with a ball endmill. Finishing touch was to chamfer all the edges and engrave the block with my initials and year of make:



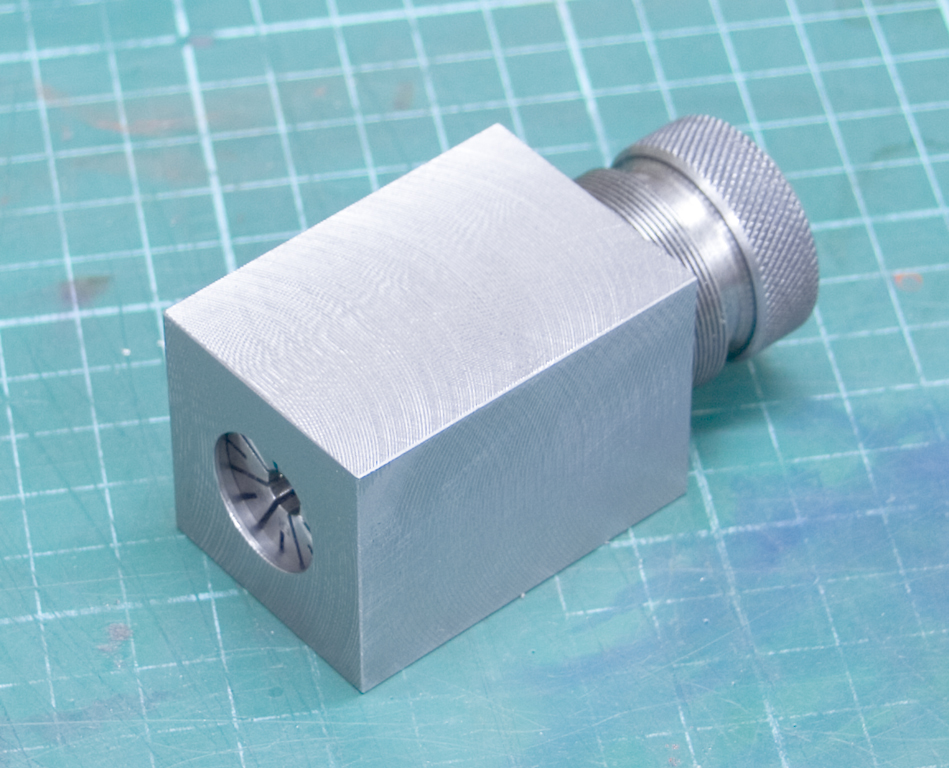
The finished collet block, ready for use: