When I got my lathe I had a Multifix style toolpost on it, which did not allow to make my own toolholders without much effort (Wire EDM, Form grinding, Form milling or black magic).
Then I got the opportunity to buy a Tripan 111 toolpost which features toolholders with a dovetail - The dovetail makes it very easy for me to machine my own toolholders. Back, when I got the toolpost I already made eight angled toolholders, which are primarely used for boring.
This time normal, straight holders for external turning had to be made.
There is a three part video series on youtube where I show in great detail the whole process:
Tripan toolholders Part 1
Tripan toolholders Part 2
Tripan toolholders Part 3
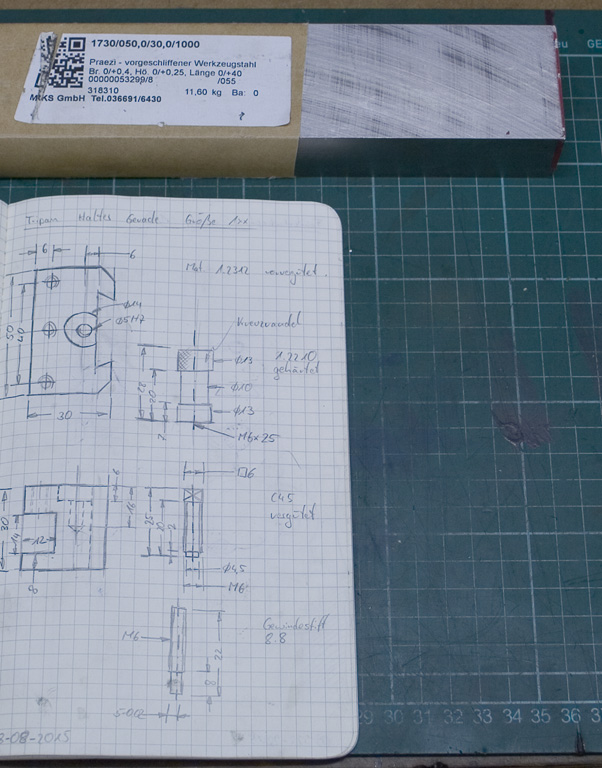
All started with a sketch of the holders and some raw material – I choose C45 which is a carbon steel with .45% percent carbon. I did not intend to harden the holders the steel will be tough enough by itself (And a year later I was still proven right, no visible wear on the holders.)
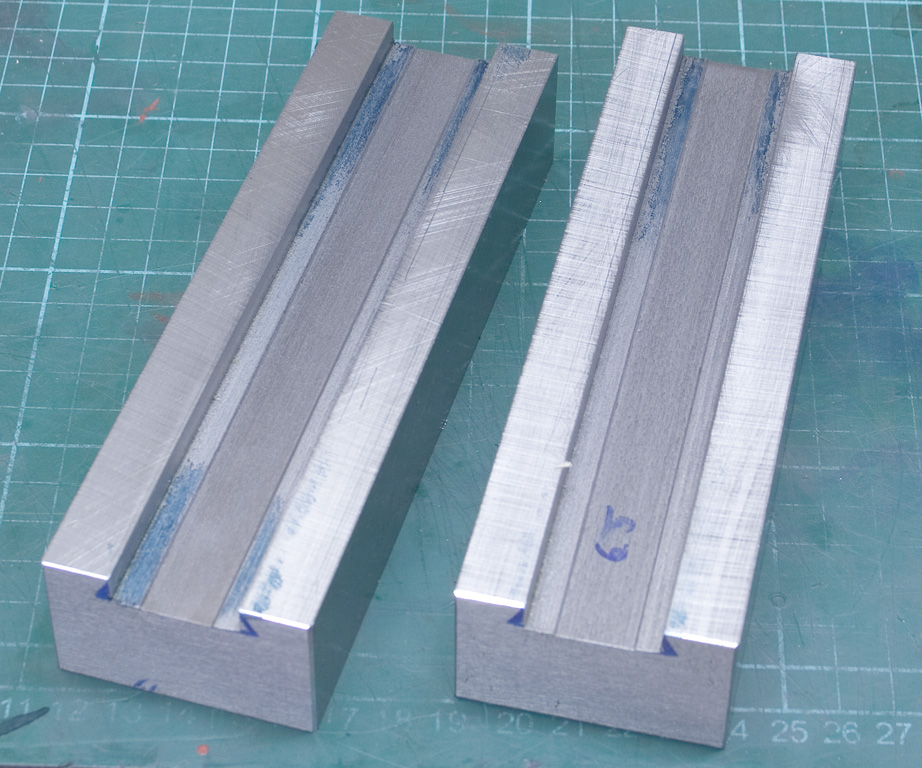
I cut two pieces with 165mm lengh which will each end up as five toolholders:
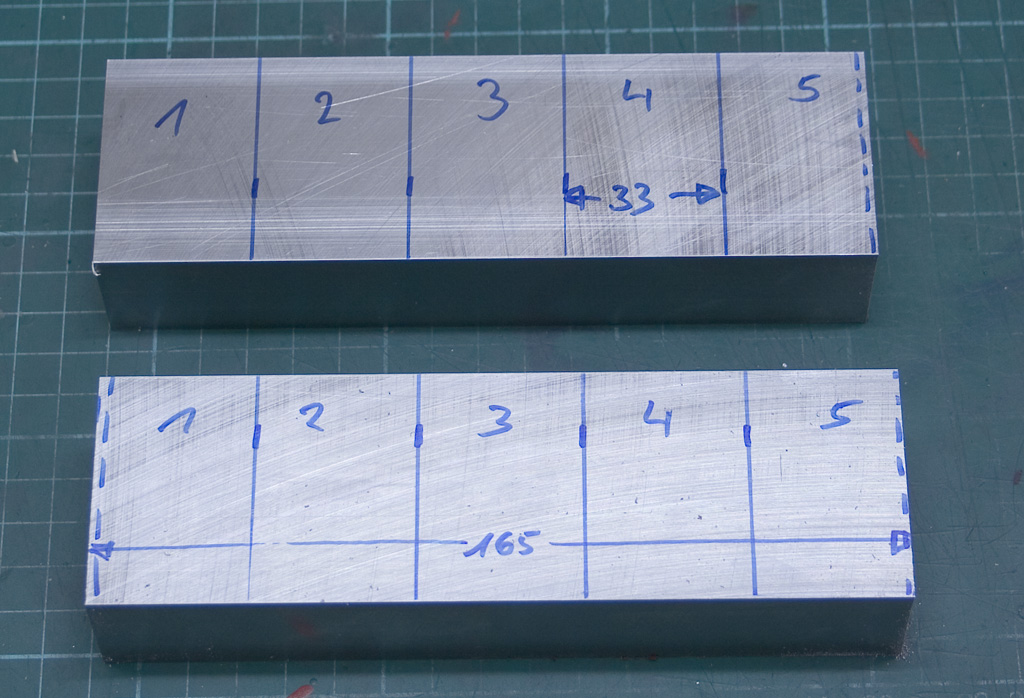
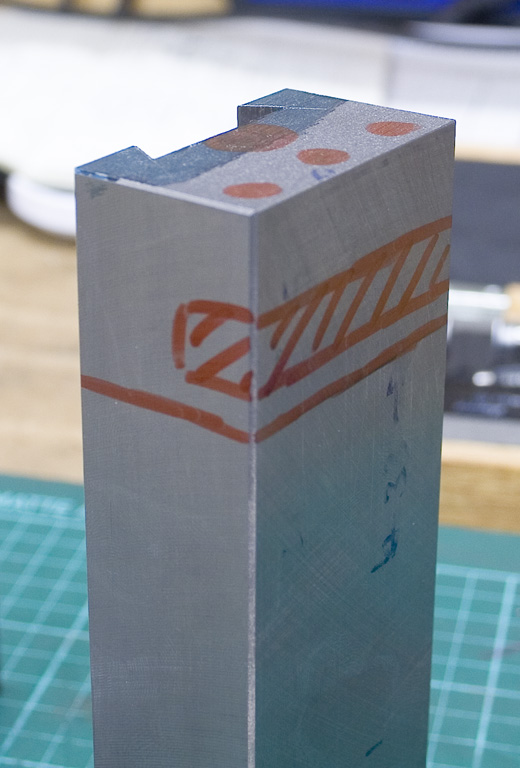
Layout for the dovetail:
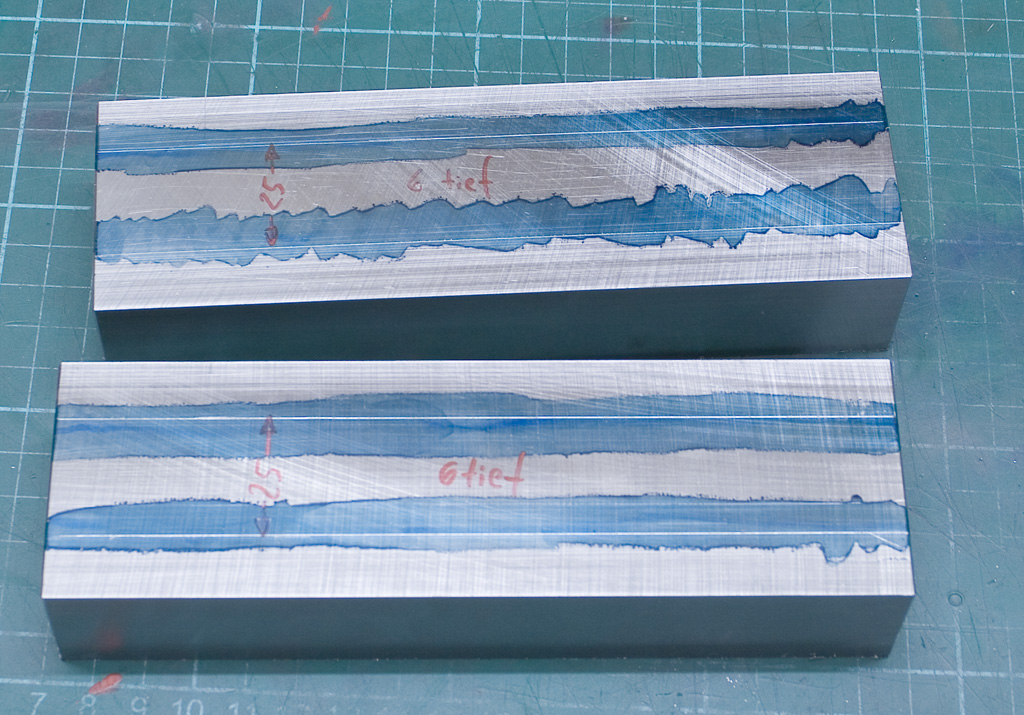
Roughing out the slot for the dovetail in both pieces, I used something that looks like a short, very stiff parting tool:


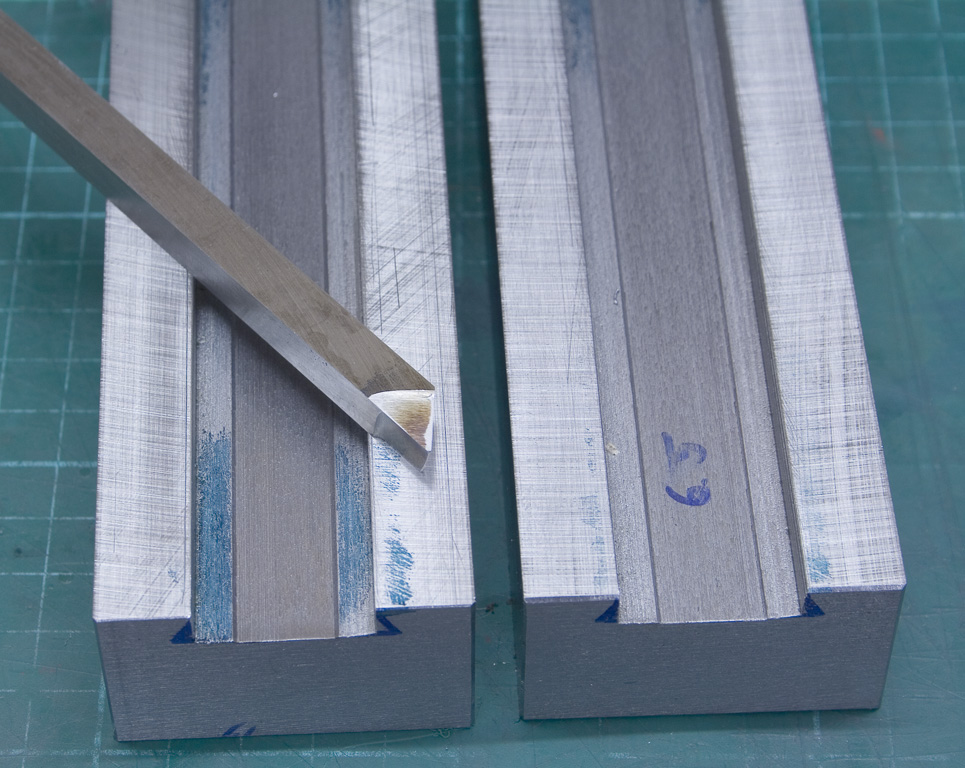
This is the tool to cut the 60degree dovetail, it is ground to an angle smaller than that. To cut the dovetail you need a left- and righthandtool (The opposing tool is ground on the other end of this one).
You can also see that I reliefed the centersection of the bottom surface:
Adjusting the angle for the topslide of the shaper using a sinebar:


Checking for clearance with the tool before cutting the actual dovetail. It needs clearance to the flat bottom and against the angled side of the dovetail. Layout lines help to judge clearance:

Cutting the first side of the dovetail. After the first side is finished, the tool and the topslide of the shaper are flipped around and the other side is cut. The depth of the flat surface has to be equal on both sides and the width of the dovetail has also to match:

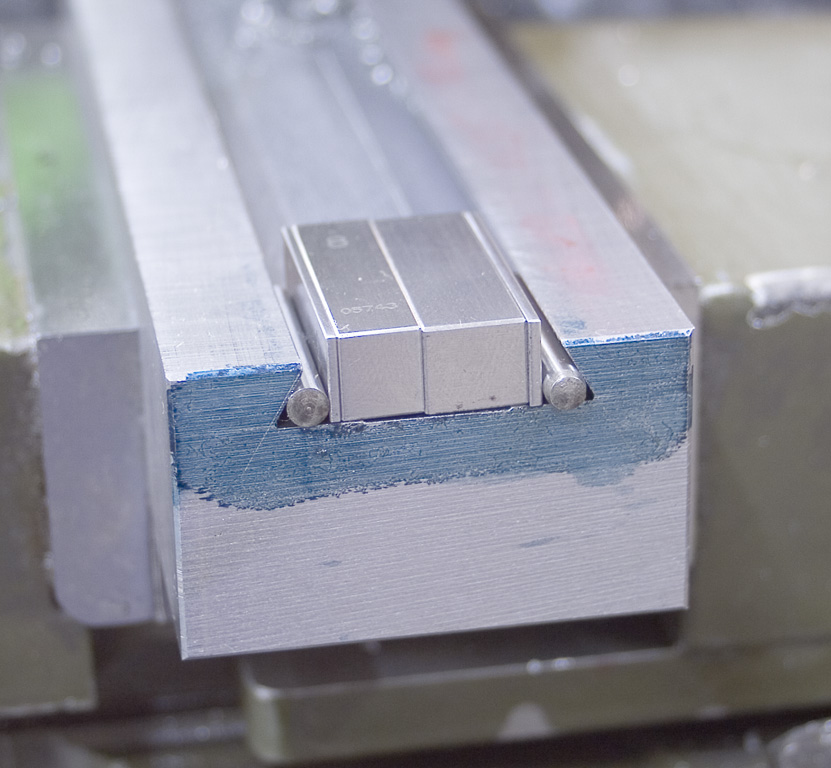
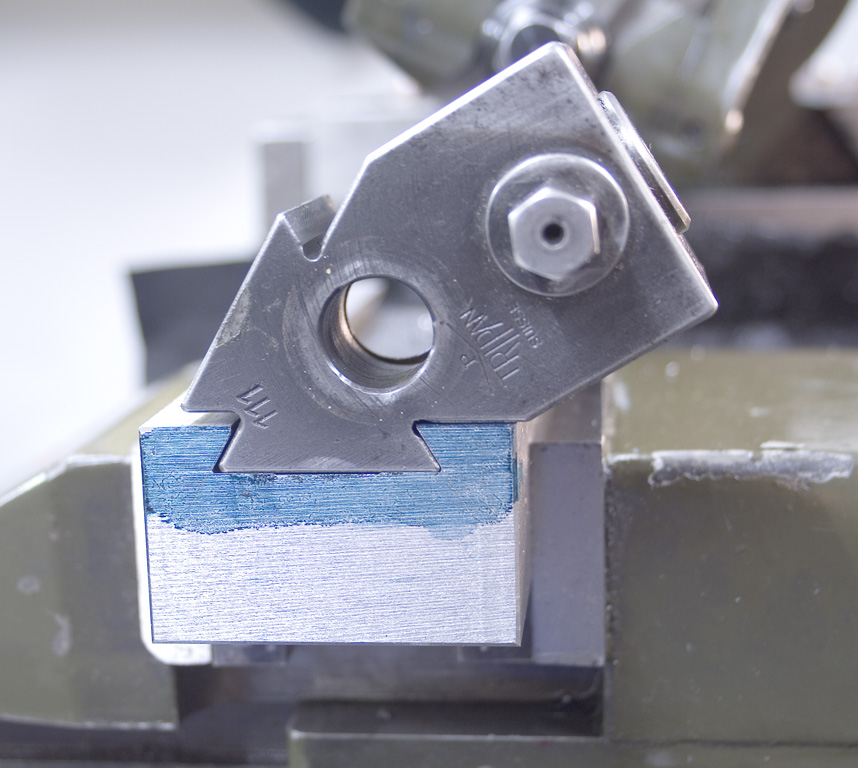
Checking my original Tripan toolholder with gageblocks and two dowel pins:
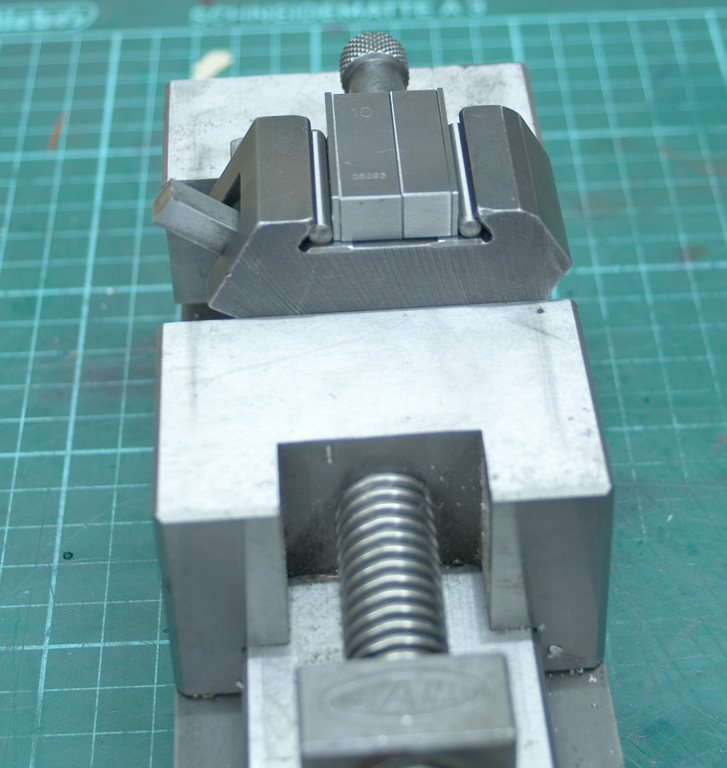
And comparing it to the dovetail I just cut:
Idiotcheck with the actual Tripan toolpost, just to be sure:
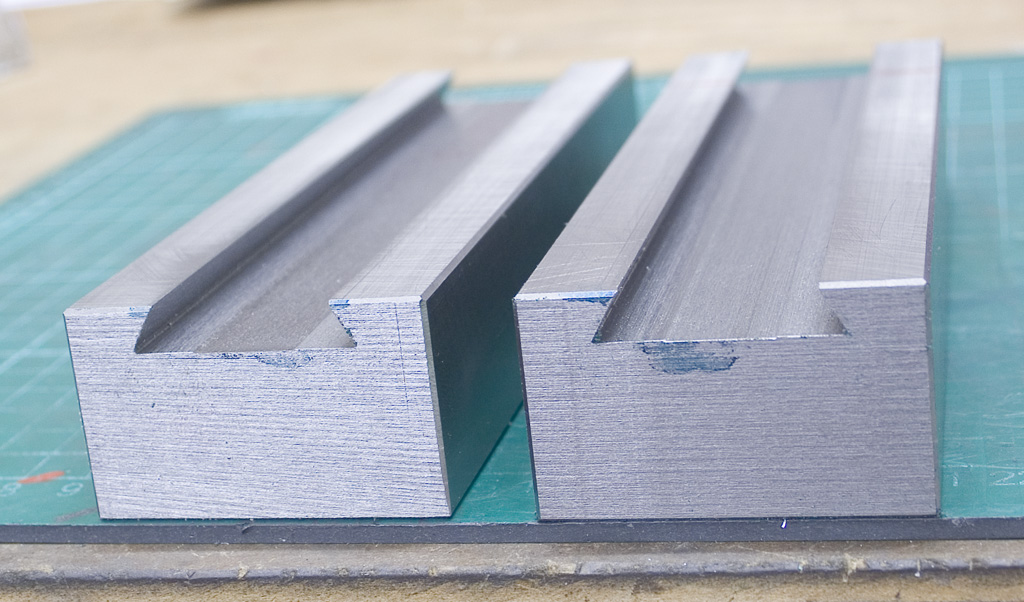
The finished bars with their dovetails:
Now I can slice up the bar with the dovetail to turn it into individual toolholders - I did this on the bandsaw:
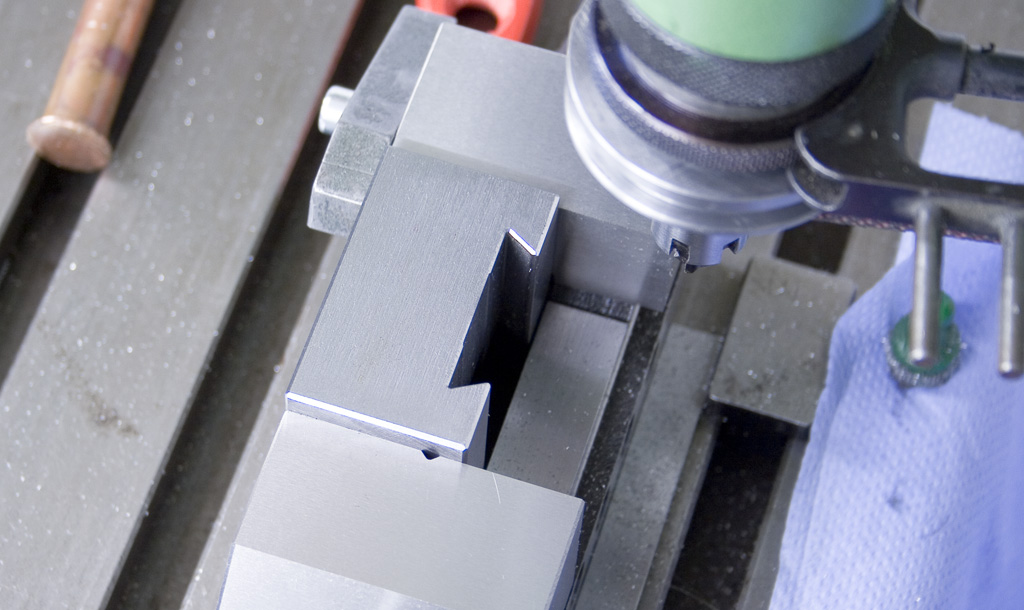
Squaring up the sawcut surfaces on the shaper:

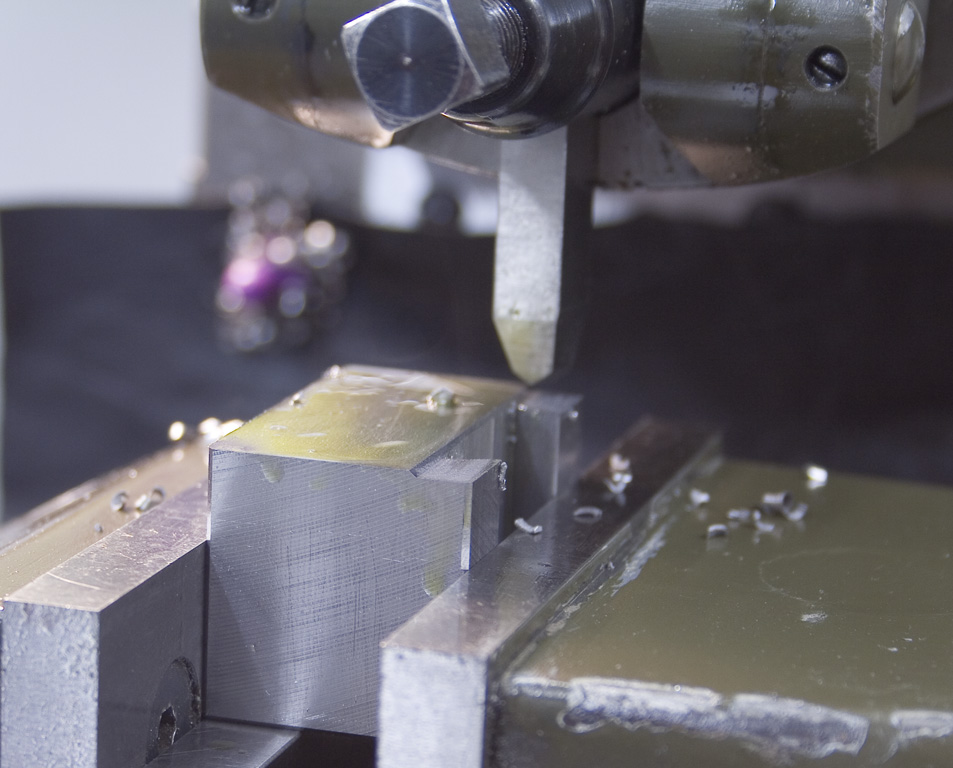
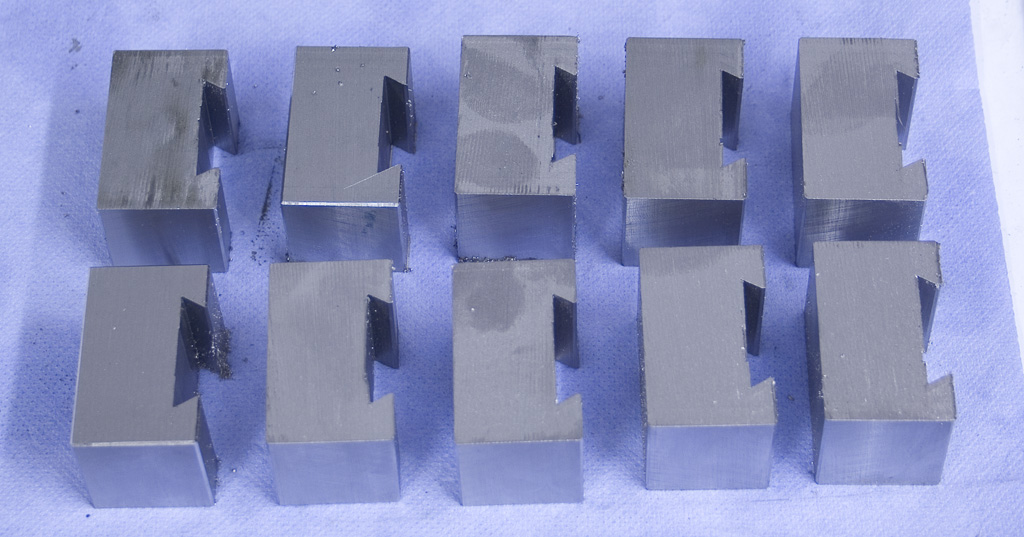
Roughing and finishing the slot where the lathe tool will go later:


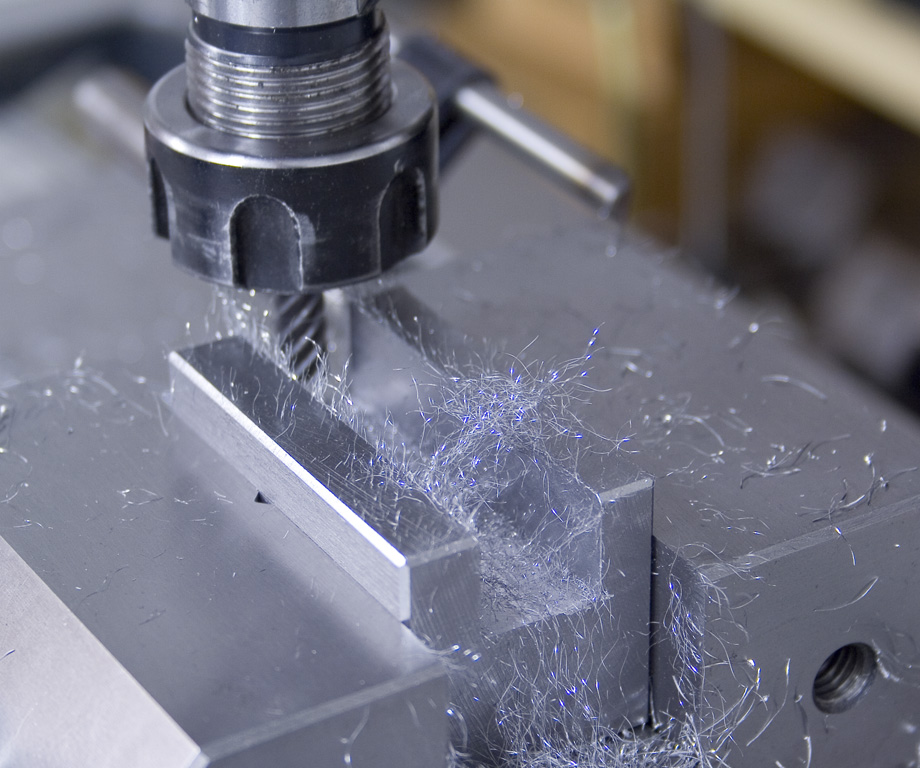
All the slots are machined and the outside edges got chamfered:
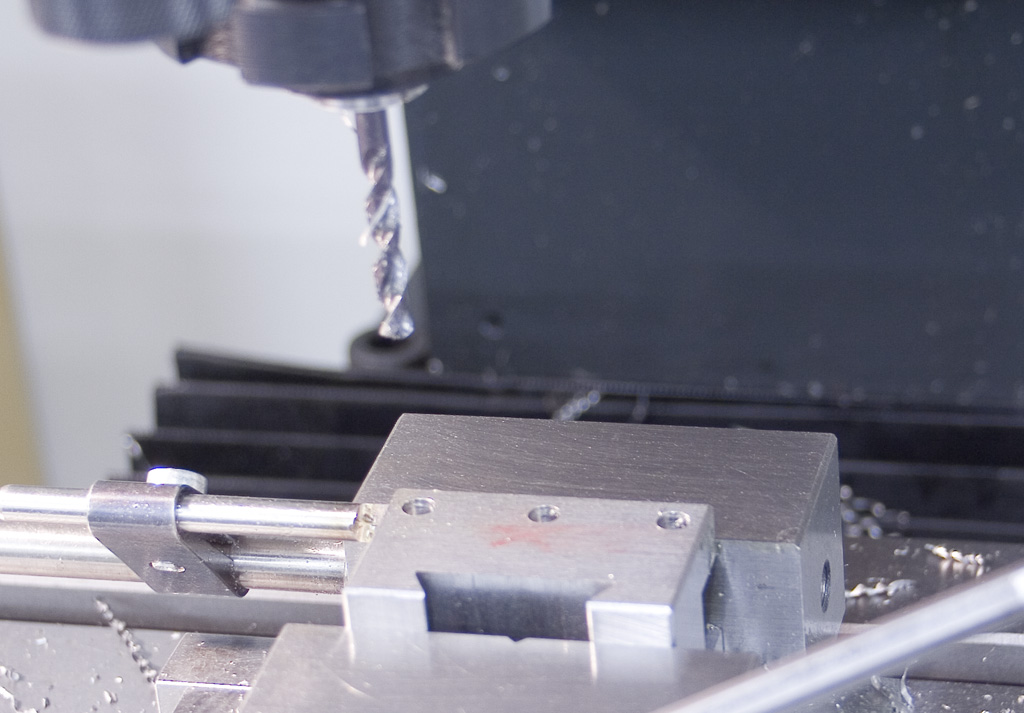
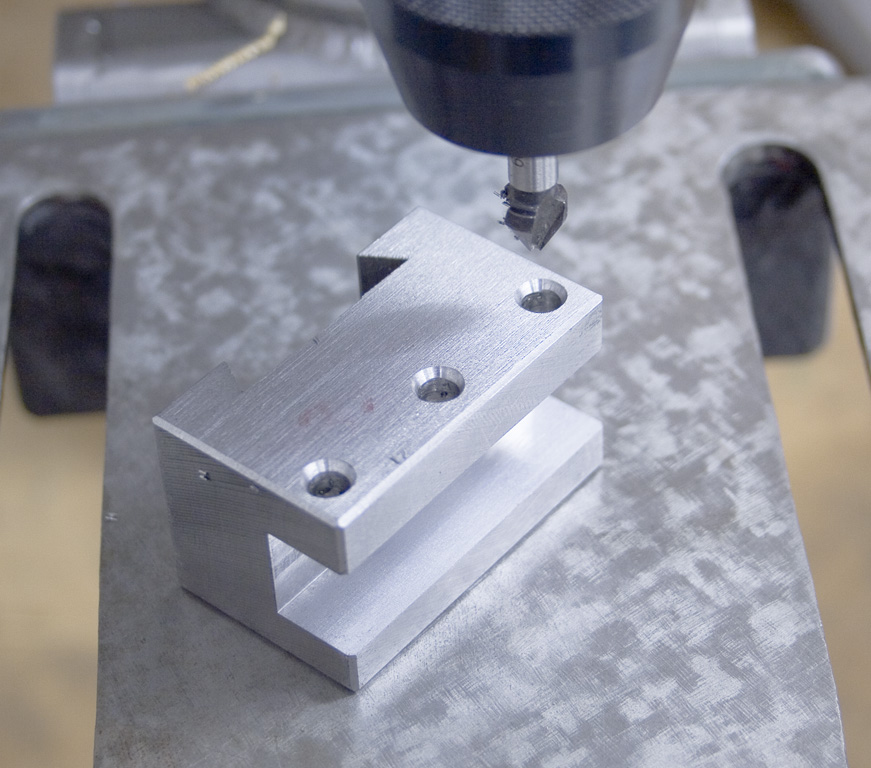
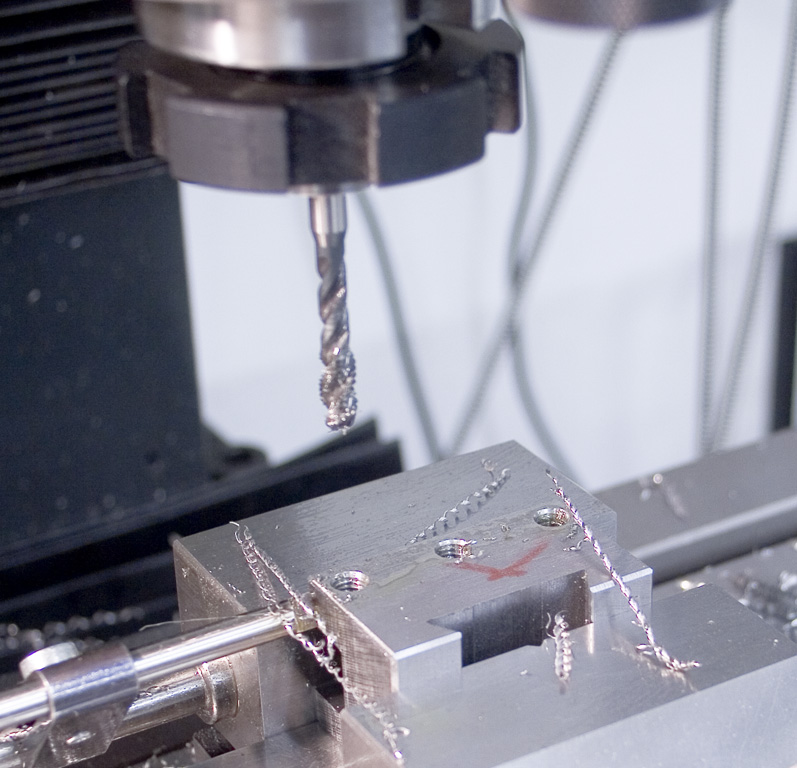
Drilling, countersinking and tapping the M6 threads to clamp the lathe tools. I do pretty much all my tapping on the milling machine, just following the tap with the quill.
If you have drilled the proper sized hole, use a good quality tap that is not dull, a bit of cutting oil and give light feed on the quill handle, you are very unlikely to break a tap:
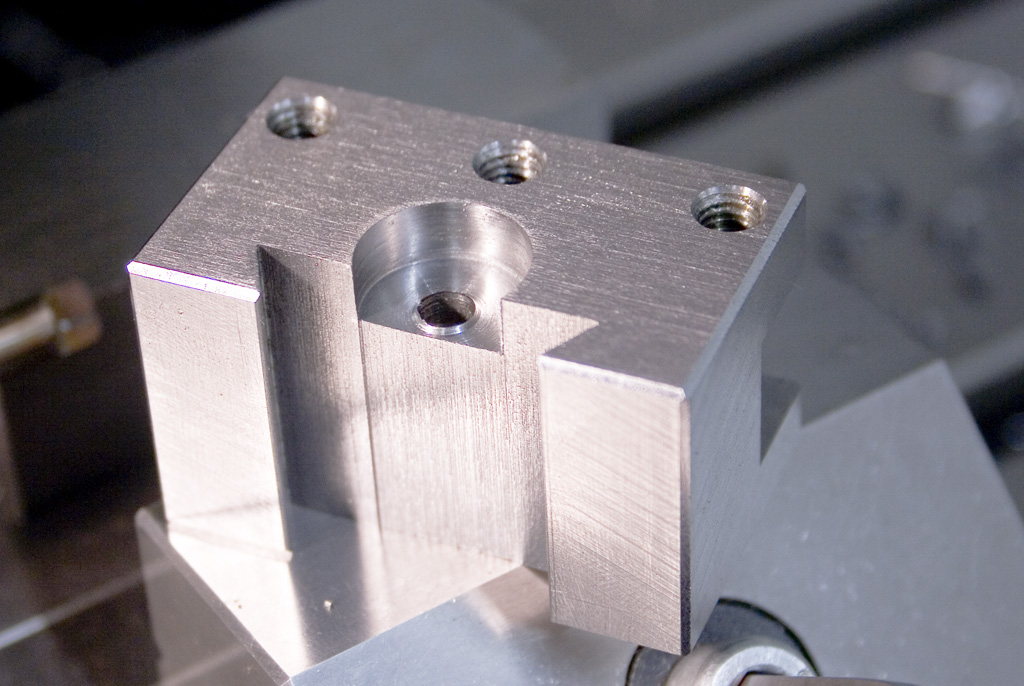
I made a very simple counterboring tool for the recess of the height adjustment screw. It is a hardened 5mm pin with a cutter head clamped onto it – The cutter is machined out of 16mm drill rod, hardened and slightly honed on the cutting edges:


Using the piloted counterbore, it needs to run very slow and with a lot of cutting oil, as the edge is not very durable and heat resistant:

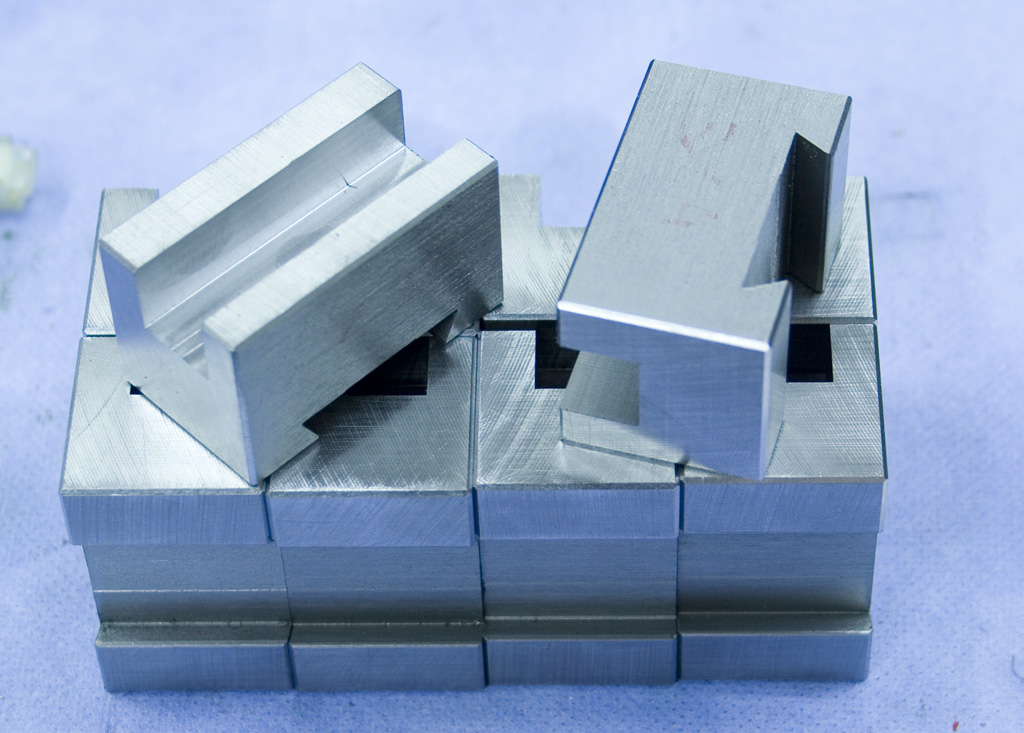
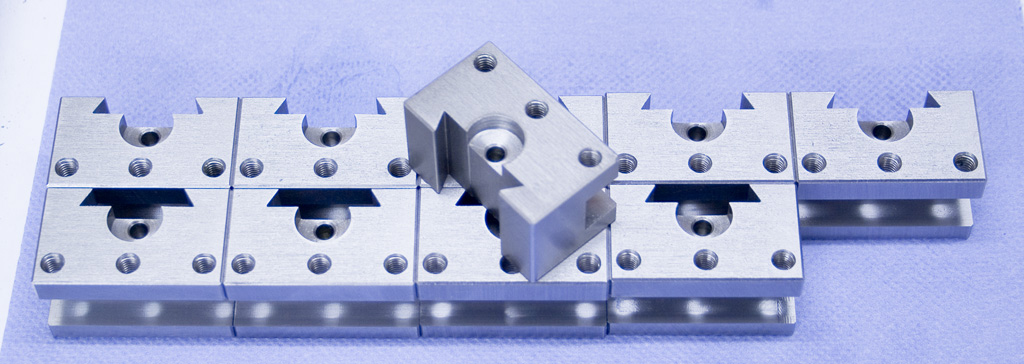
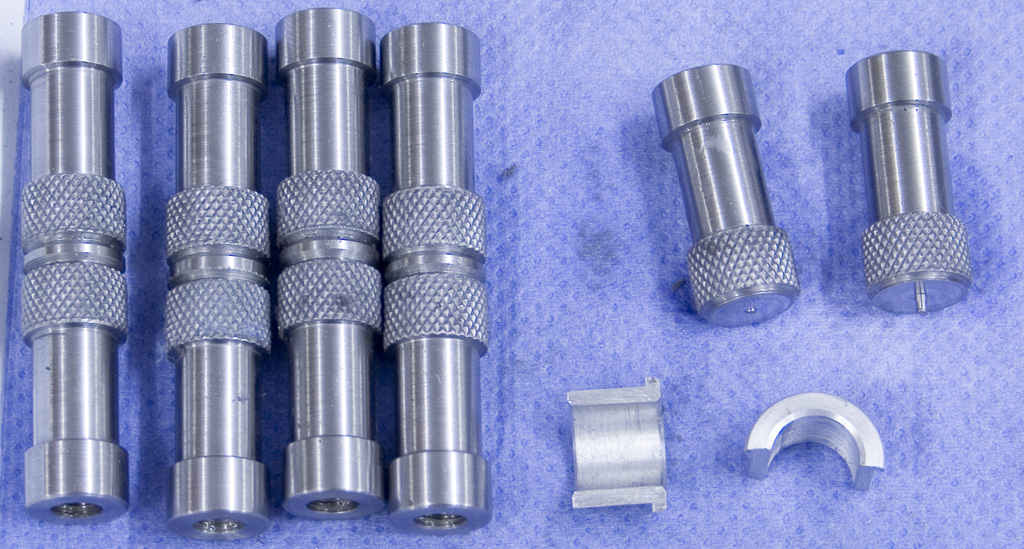
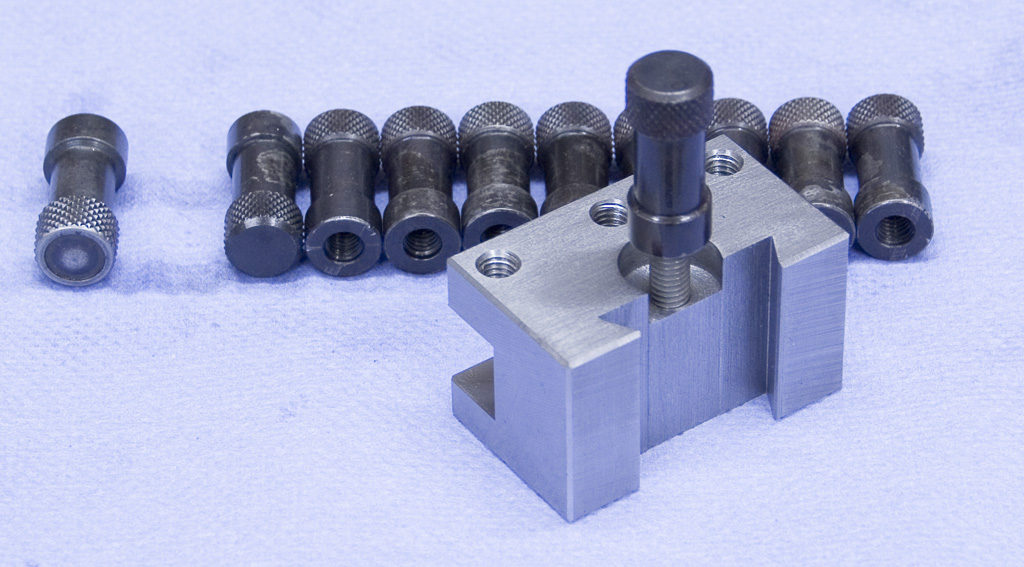
The almost finished toolholders:
The M6 studs for the height adjustment, they get glued into the toolholder with Loctite 648:
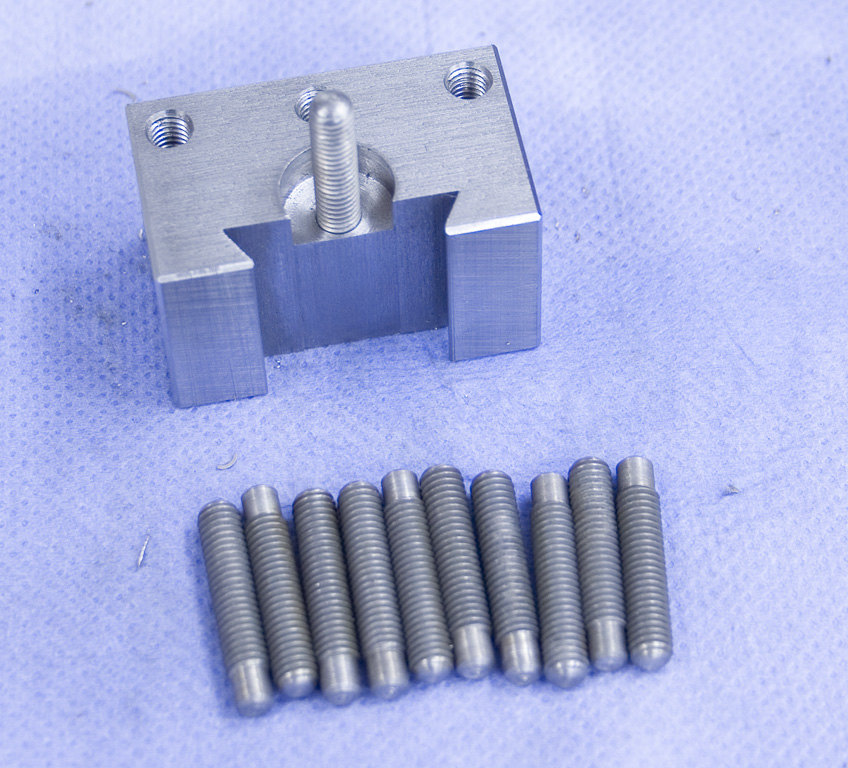
Turning the height adjustment screws out of drill rod, each piece of stock ends up as two screws:
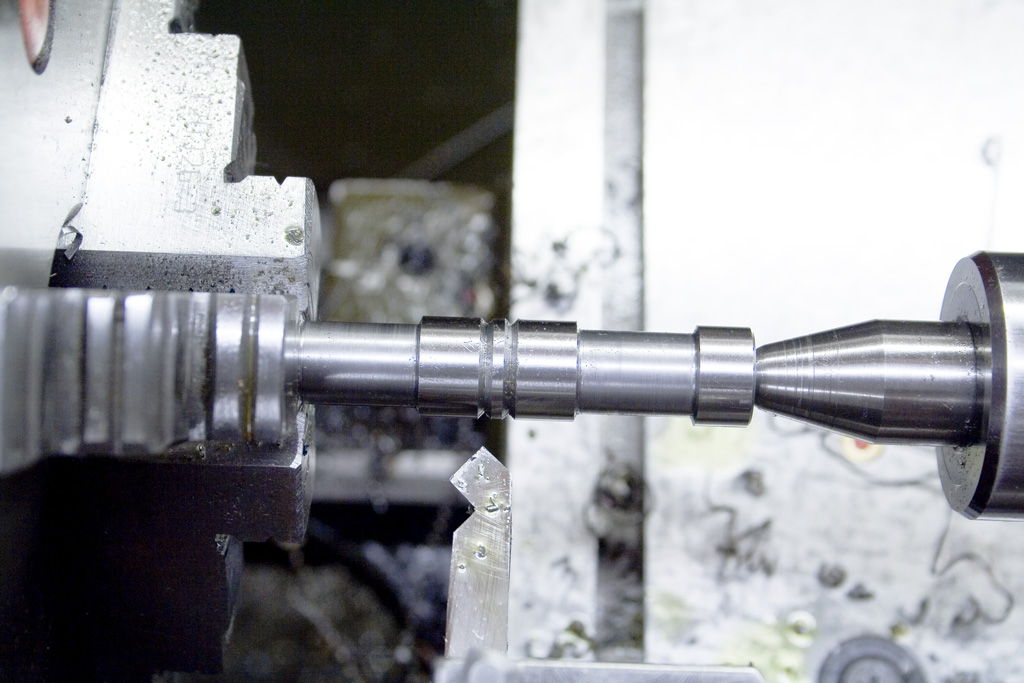
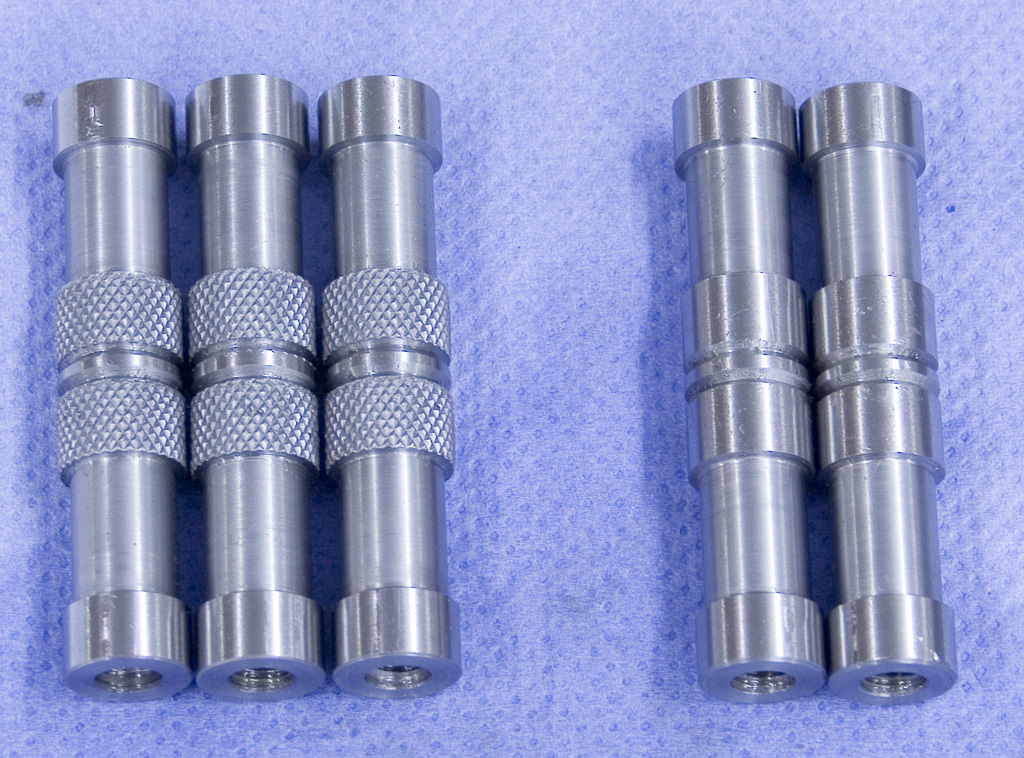
Slicing the screws apart with a parting blade:
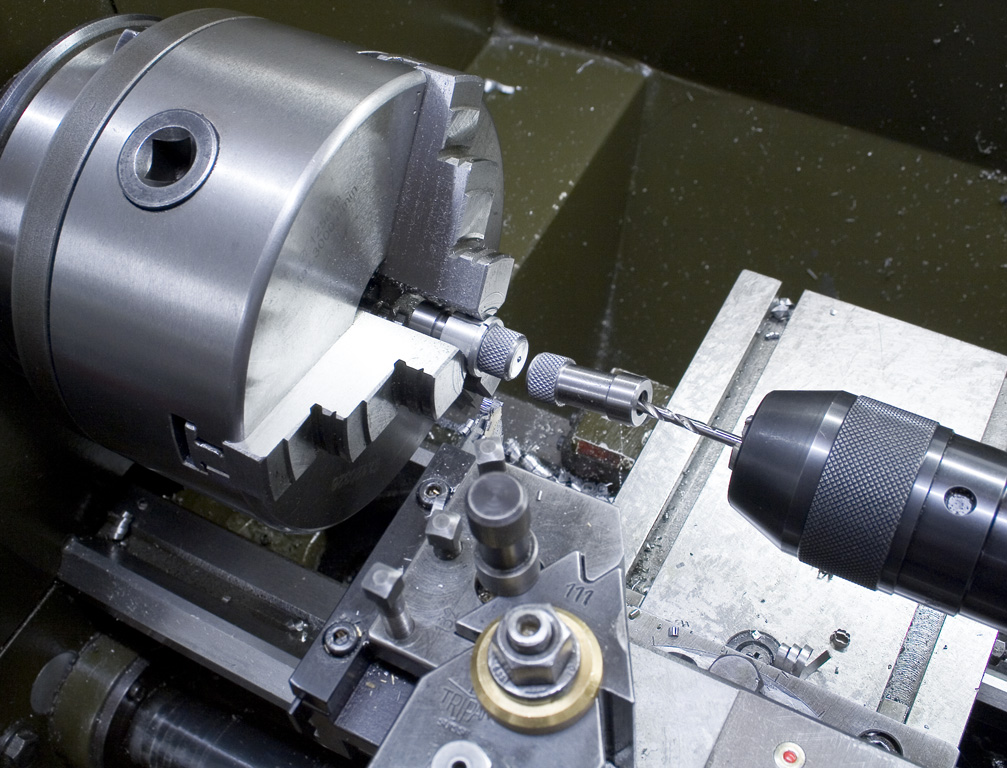
To face and chamfer the end they had to be rechucked in the lathe and I did not want to mess up the knurling, so I made a split sleeve out of aluminum, so I could hold the screws on the recess in the middle:
The screws got hardened:

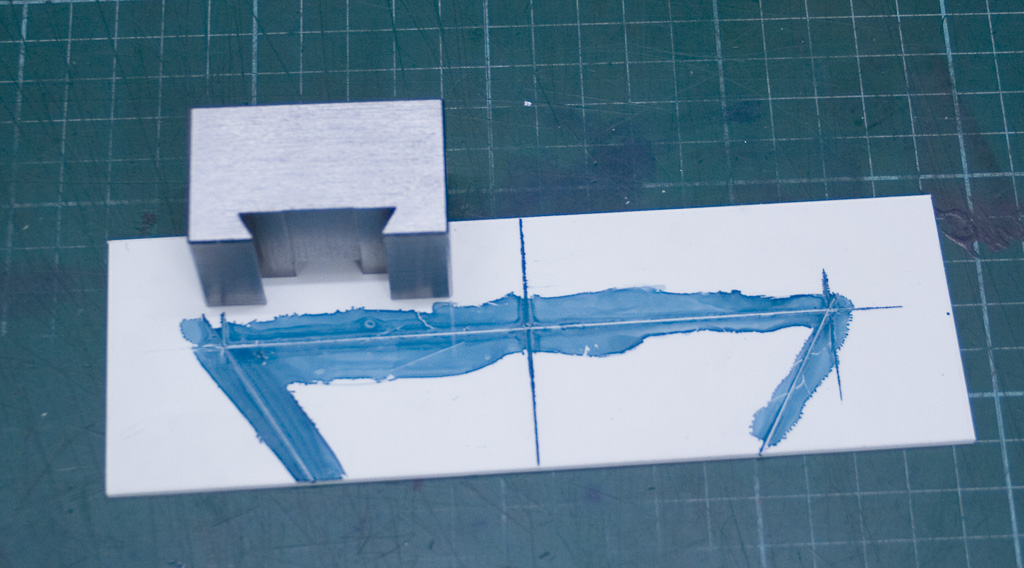
The dovetail on the toolholders still needed to be deburred, but I was not in the mood to do it by hand. This is a good job for the pantograph engraver. I laid out a template in 2mm ABS sheet and cut it out with a sharp knife.
The template got setup on the table of the engraver - With a backerplate to keep the stylus from catching in the table slots:

For the actual deburring I used a 6mm fourflute carbide deburring tool:
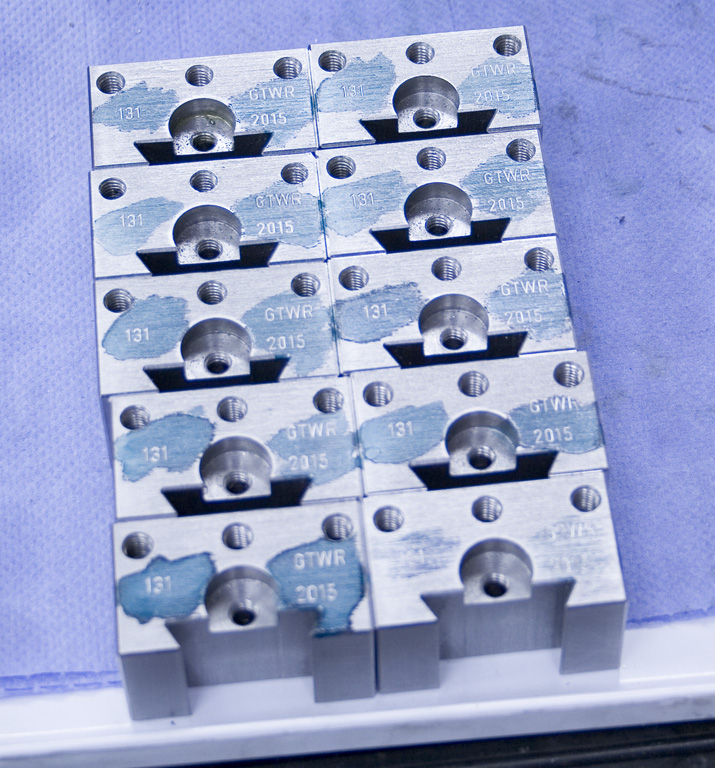
After deburring I added the engraving - 131 is the type of toolholder following the original tripan nomenclature, 2015 is the year of make and GTWR is short for my family name:
I heat blackened the toolholders - Heating them up to roughly 400°C and then dropping them in oil:


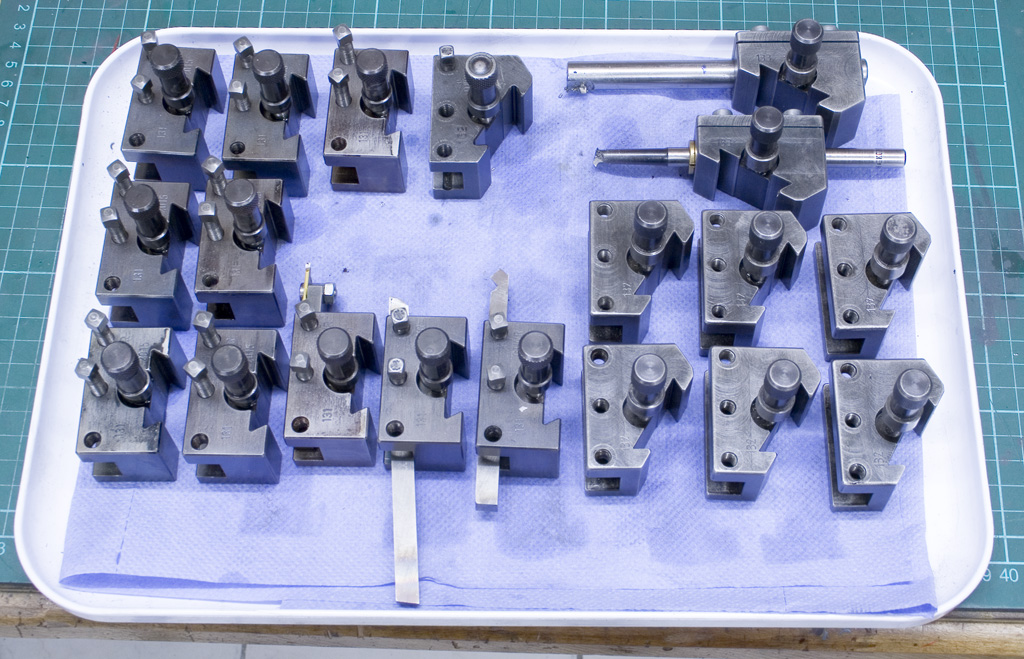
The finished toolholders, together with the ones I made some time ago. I have only one original toolholder, all other where made by myself. Thats the beauty of a quickchange toolpost with a dovetail over the Multifix toolpost with the 40 position indexing, they are super simple to make.