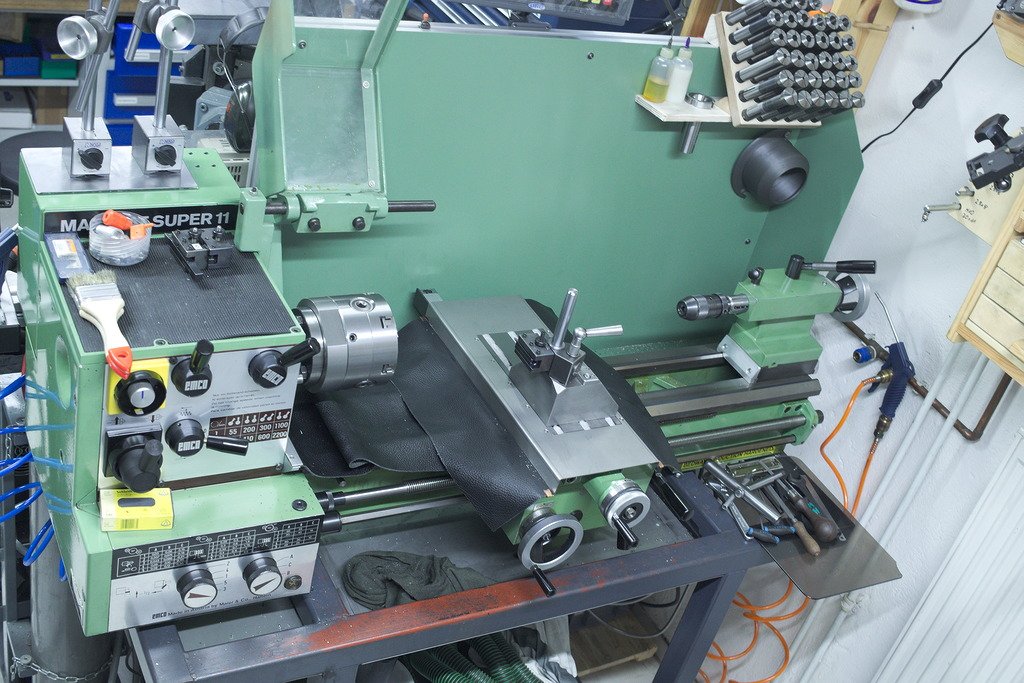
As a waycover material I go with thin natural leather (2mm cow leather) and 1,5mm stainless sheetmetal for the crossslide cover.
The leather cover to protect the bed is mounted to the bed close to the headstock with an aluminium bar:


From the beginning I knew that I want to do two vital modifications to the Emco Super 11, both inspired by Robin Renzetti.
Both are modifications that I did to my old lathe too, and I see how valuable they are.
As a waycover material I go with thin natural leather (2mm cow leather) and 1,5mm stainless sheetmetal for the crossslide cover.
The leather cover to protect the bed is mounted to the bed close to the headstock with an aluminium bar:
The cover folds/rolls usually perfectly fine up within itself and does not get into the way of the workpiece/chuck.
As for the cross slide, I designed a sheetmetal cover in Cad and had it lasercut / bent out of 1,5mm stainless. This is what I got:

Two strips of cold rolled steel get drilled and screwed to the side of the compound. Here drilling and tapping them:

The cross slide gets the matching hole pattern drilled/tapped. While I had it all apart, I also added some oil grooves and oil fittings.
I went with the zerk-style fittings, that are usually associated with grease, but work perfectly fine for oil too – And they are easier to be kept clean than the flush mounted oilers.
I mounted them in the t-slots so they are protected against impact. If I need the full length of the t-slot to mount a fixture of some sort, I always can unscrew them and plug the oilhole with a setscrew.
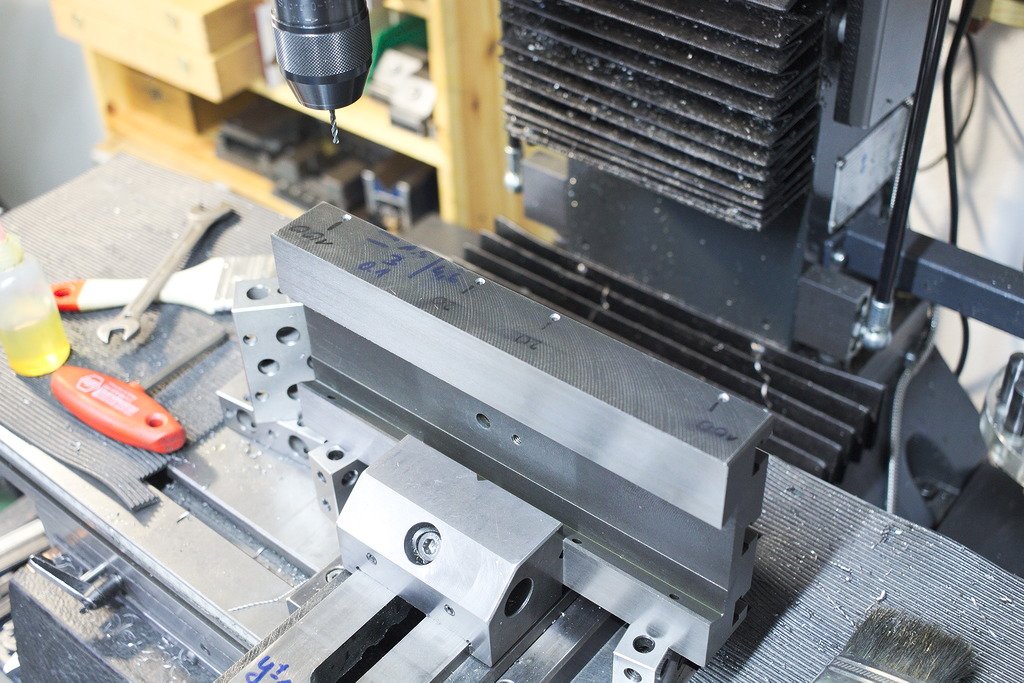

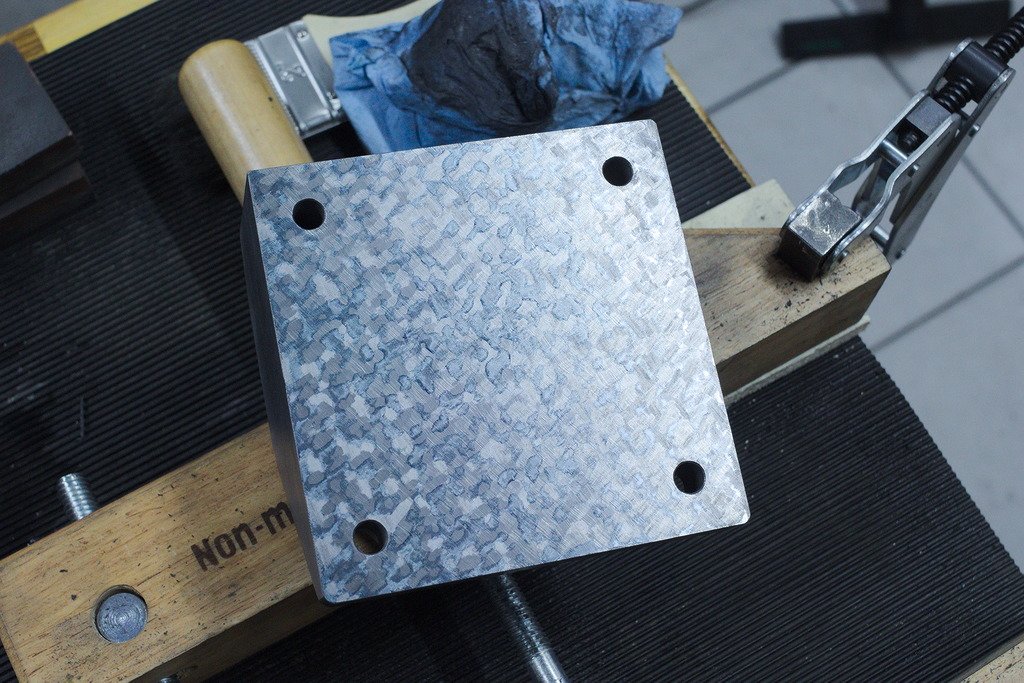
Here I am drilling and countersinking the stainless cover to be mounted to the cross slide. A large parallel with a strip of scrap polycarbonate as a sacrificial plate are held in the vice and held with two clamps to drill it.
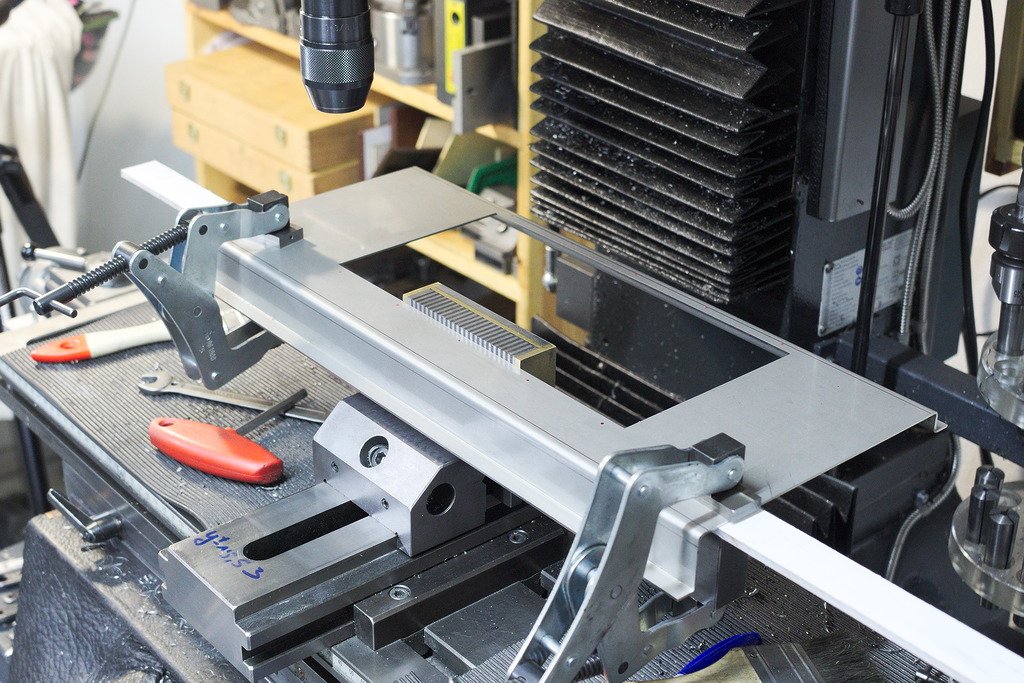
The x axis linear scale is mounted to a machined piece of angle iron and will hide under the stainless cover. In this photo you can also see the two strips mounted to the side of the cross slide, where the sheetmetal cover mounts to.

This is how the cover mounts – I will be using stainless flathead torx screws:

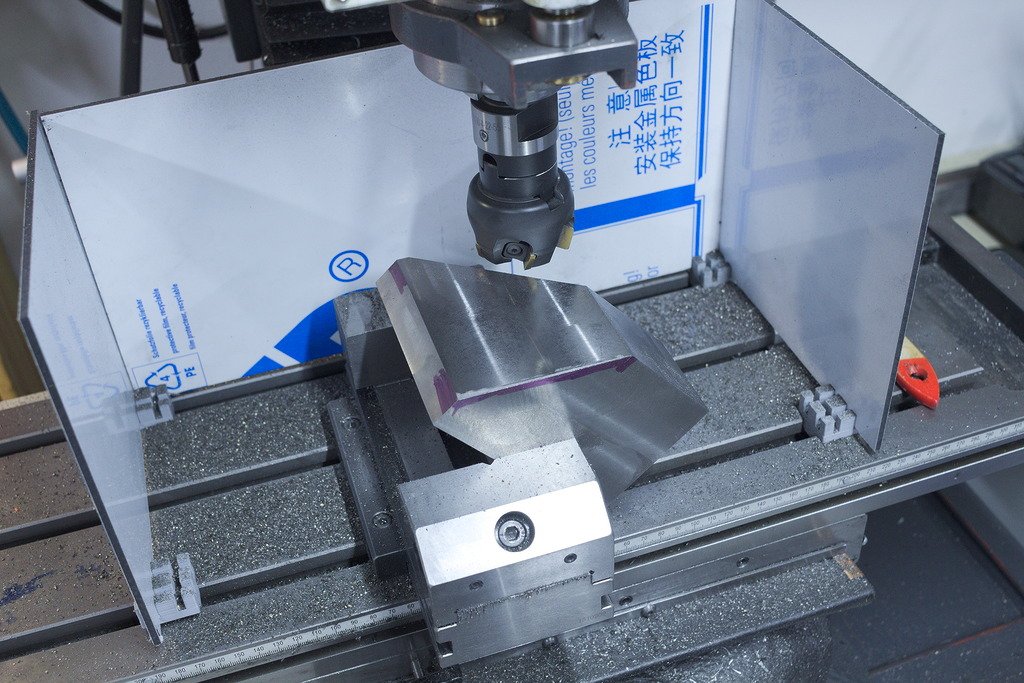
The solid toolpost is bandsawed from a chunk of GG25 cast iron:
The sawed surfaces where then cleaned up on the mill – This is all no precision work, this is just to get rid of the saw-marks.
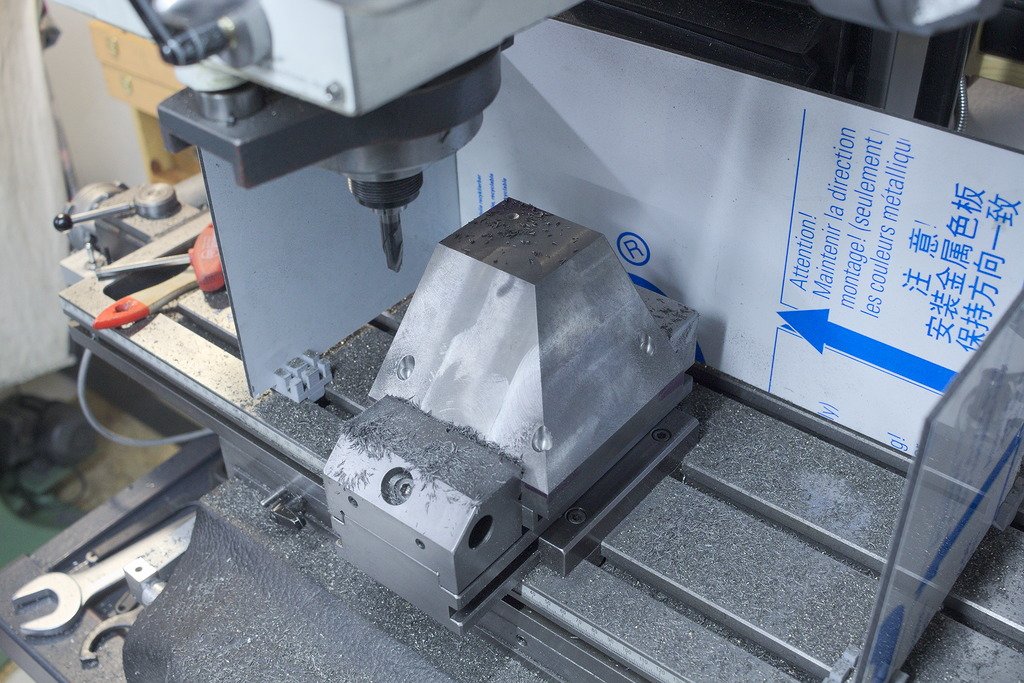

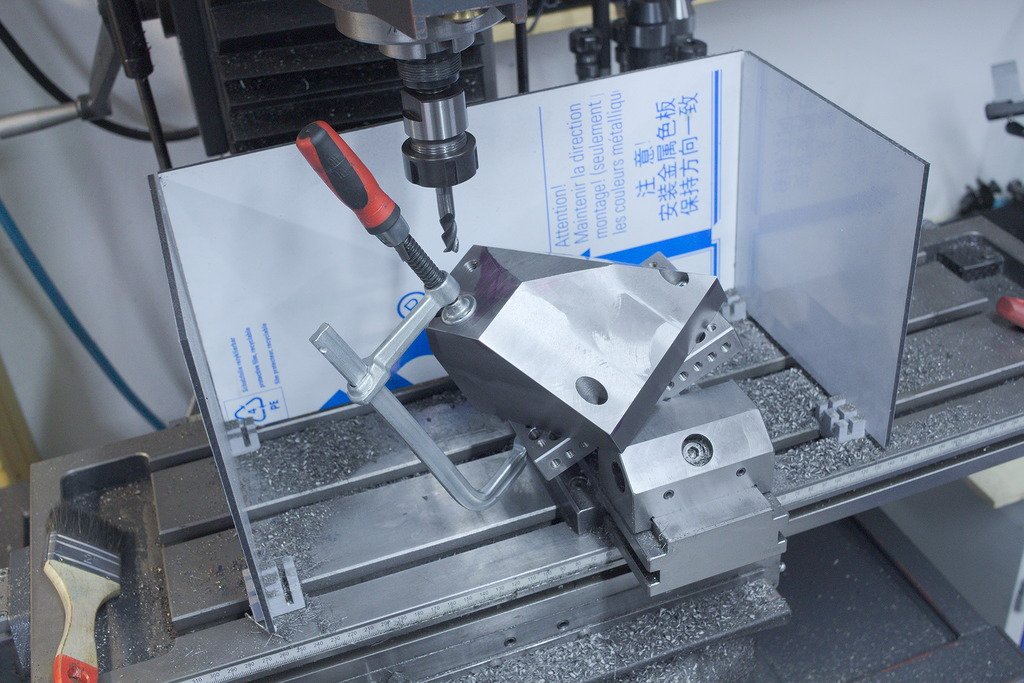
After milling, a lot of deburring, rounding over and finishing with the beltsander, diegrinder, files and sandingsponges was done:
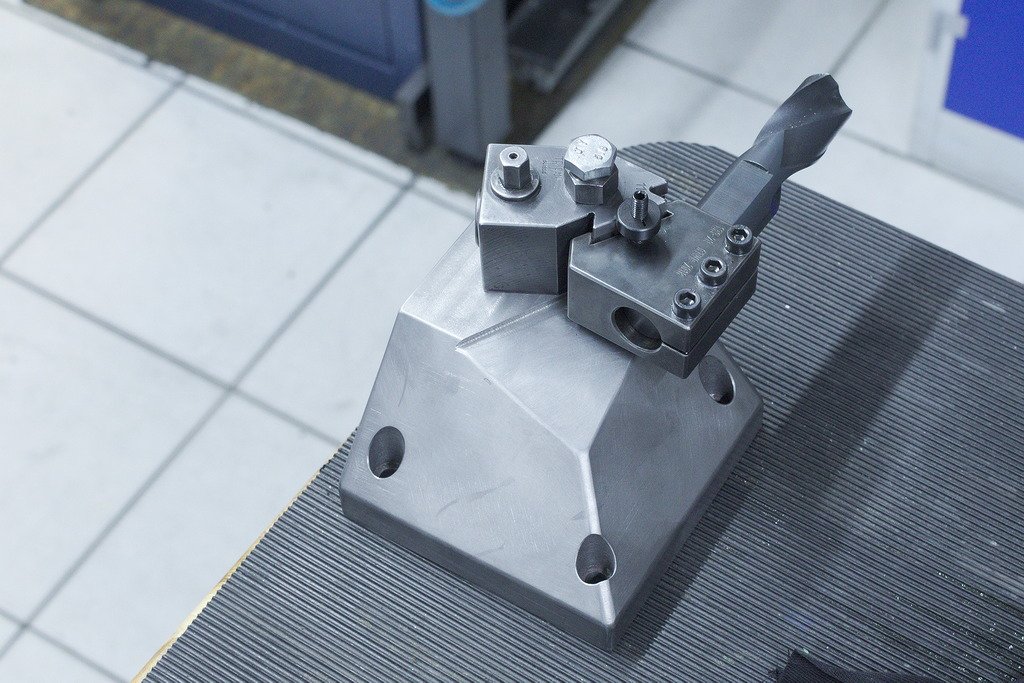
After mounting the Tripan 111 toolpost and preloading it, I scraped the bottom surface of the solid toolpost flat:
That’s the current state of the machine – There are 70mm wide strips of leather superglued (rubber reinforced superglue, similar to Loctite 380 Black Max), that cover the sides of the cross slide, down to the bedcover. That way it is almost impossible for chips or dust to get anywhere where it can do damage.
That’s especially important when machining cast iron (or any other abrasive material – Hardturning is also a process that creates very harmful chips) or do polishing, grinding, etc. on the lathe.