
I have a three part series on this modification:
9x20 cross slide dial Part 1
9x20 cross slide dial Part 2
9x20 cross slide dial Part 3
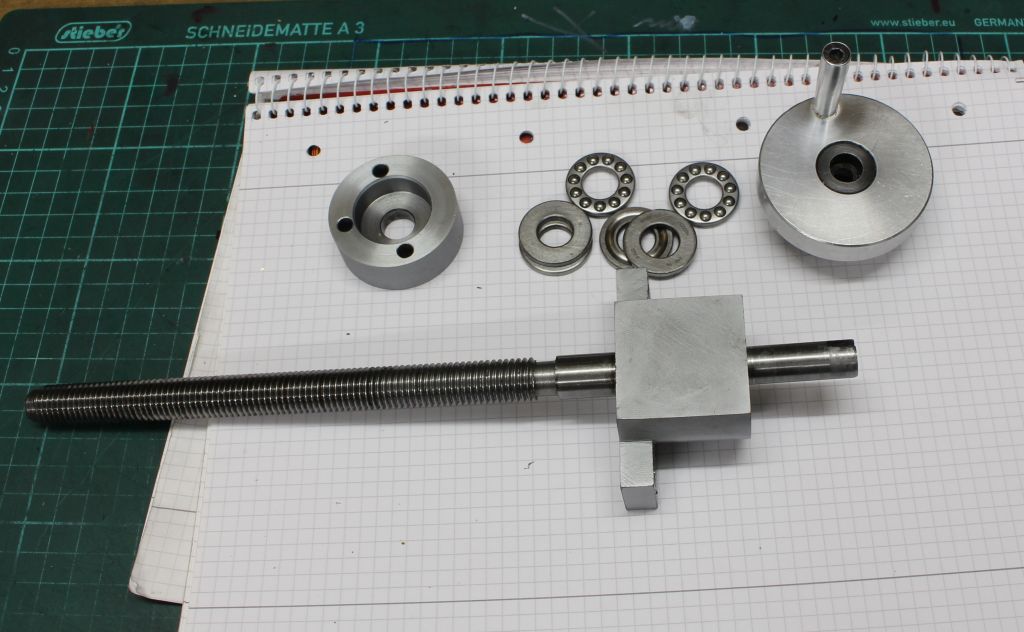
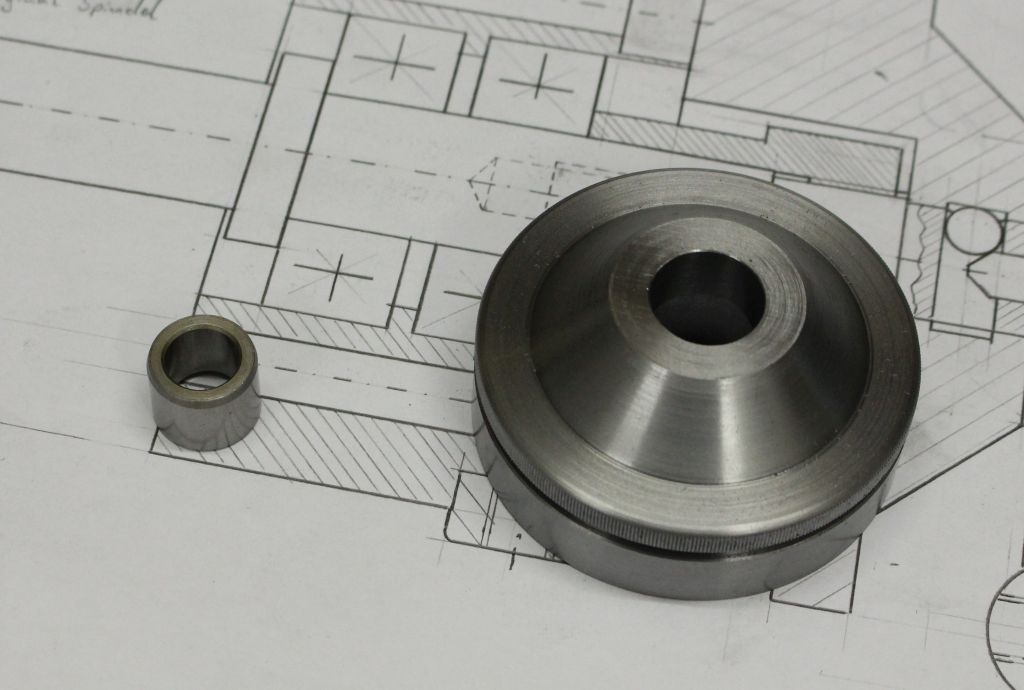
Taken apart:
In future, the spindle will be guided by two angular contact bearings which will be preloaded against each other. I expect a way better guidance and feel by that modification. And while I am working on the cross slide I will also make a new, bigger and better engraved dial with a vernier.
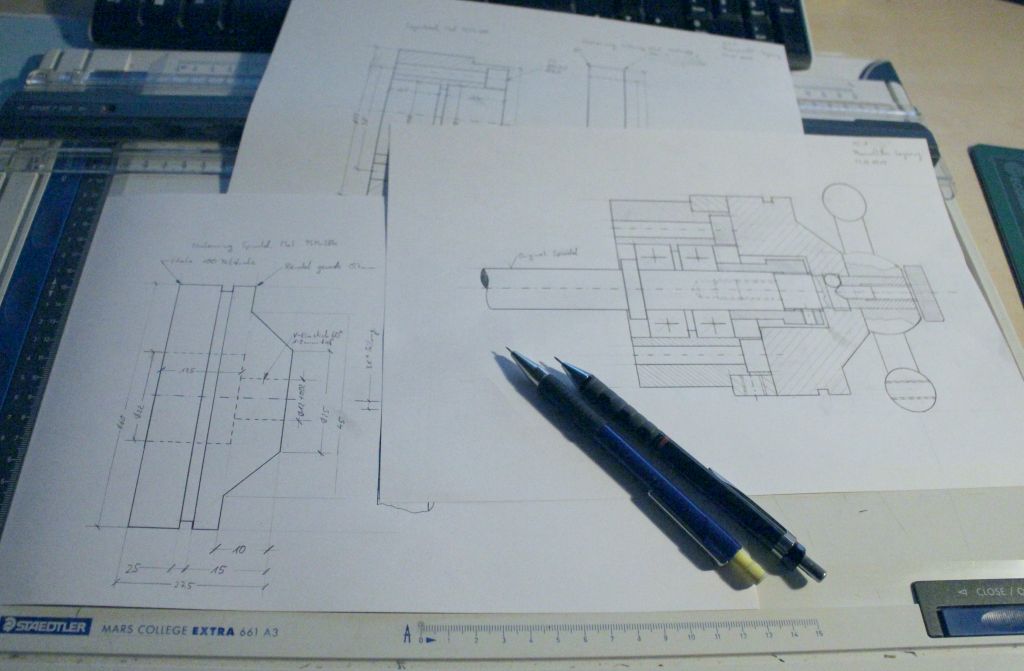
My design is based on drawings from G.H. Thomas, it is shown in his first Book, „The Model Engineers Workshop Manual“
The book is today a bit hard to get, I bought mine from Hemingwaykits:
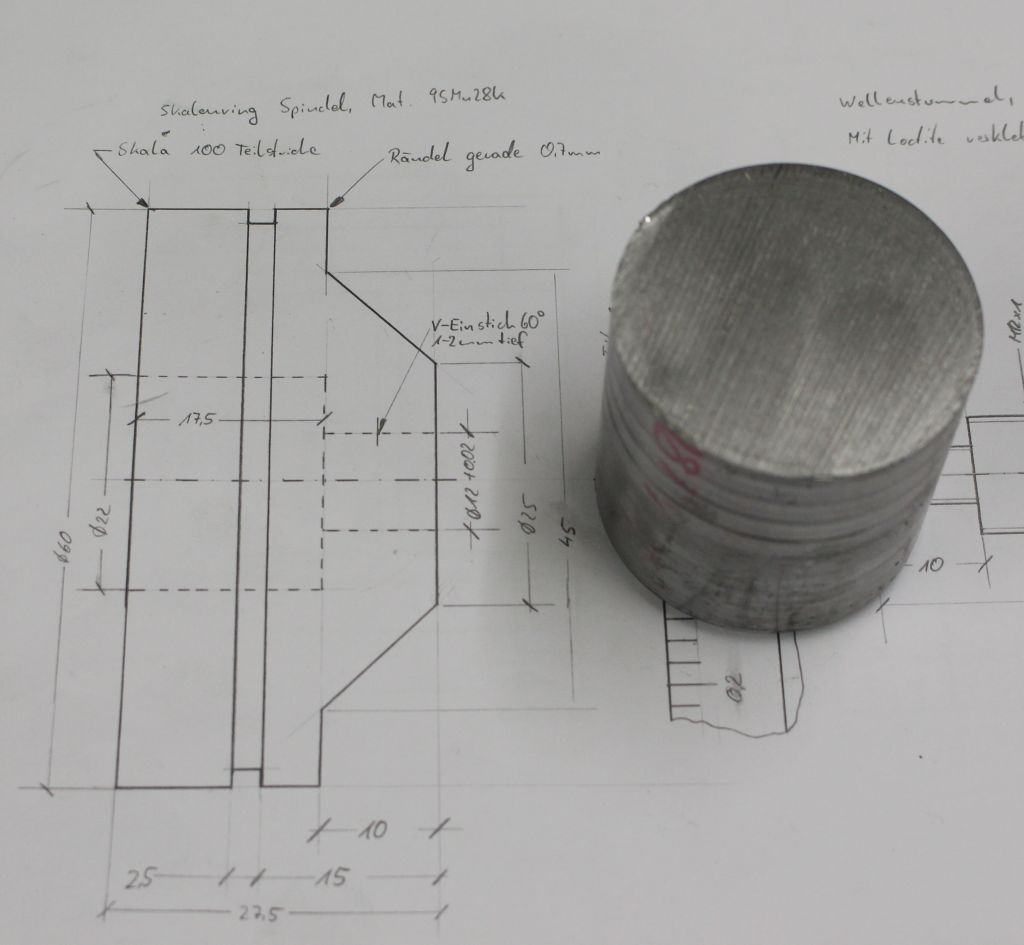
This is my version of the design – I did it oldschool with pen on paper:
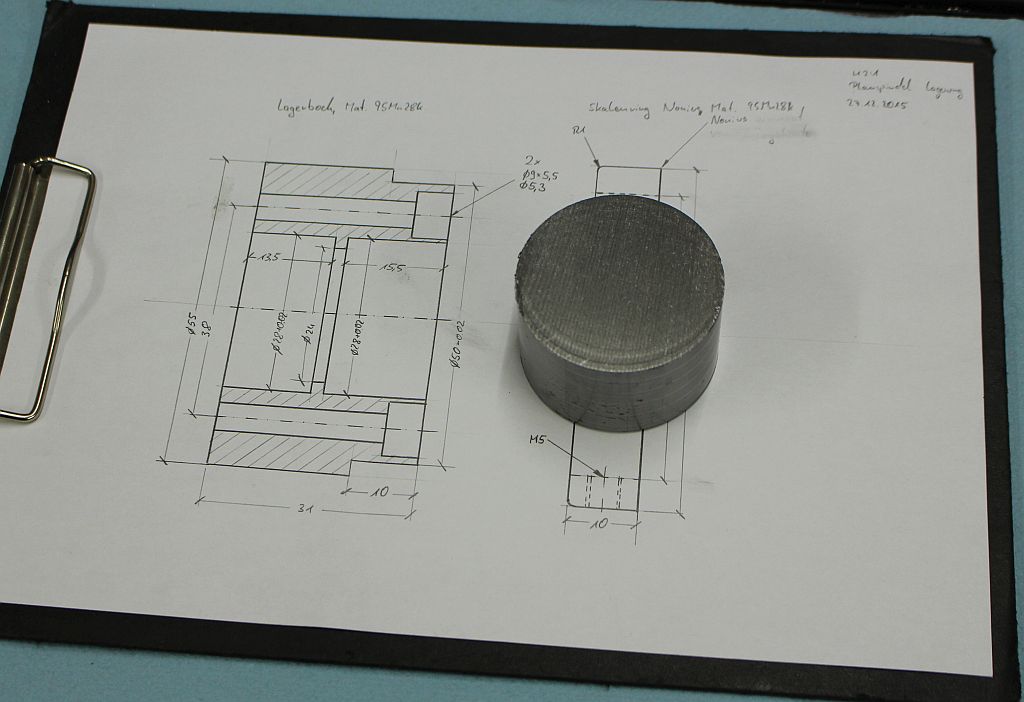
This chunk of free cutting mild steel is going to be the bearing block:
I didnot take much pictures turning the part, as its pretty straightforward:

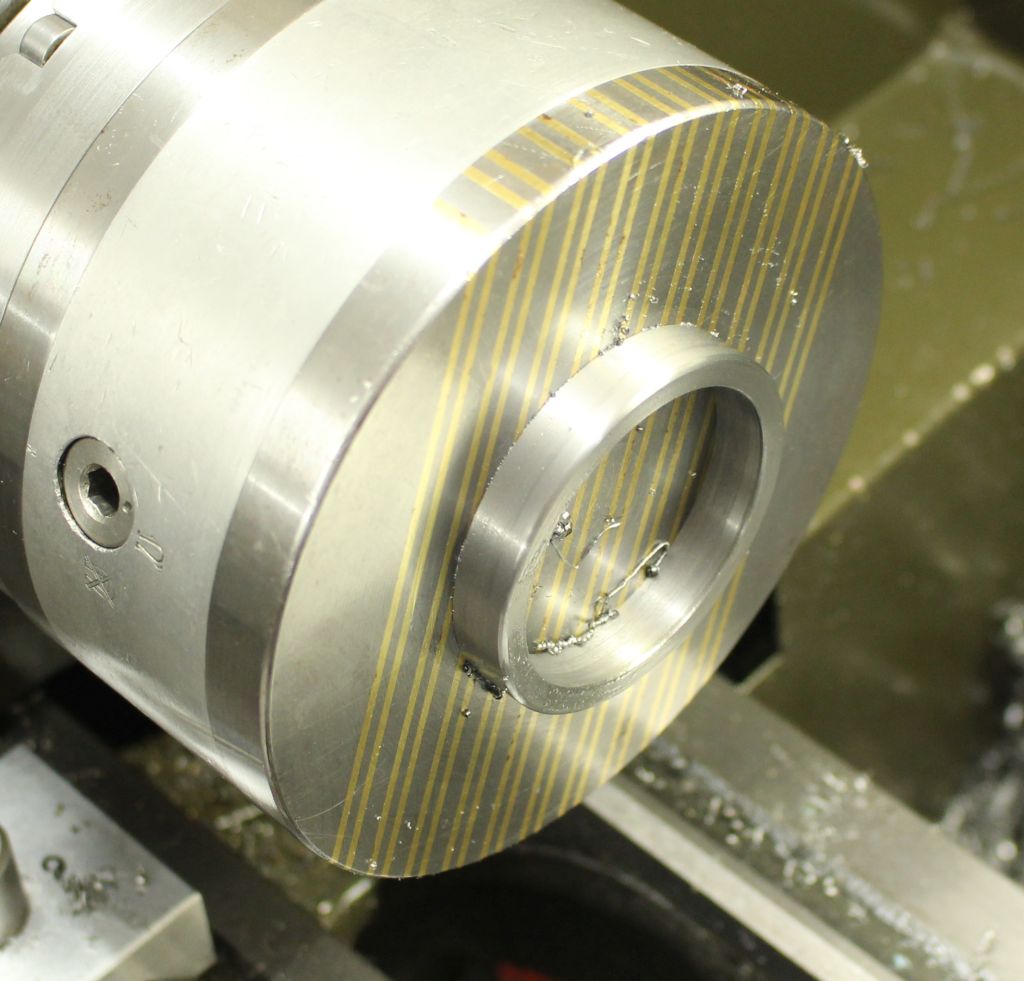
The to be the vernier ring:
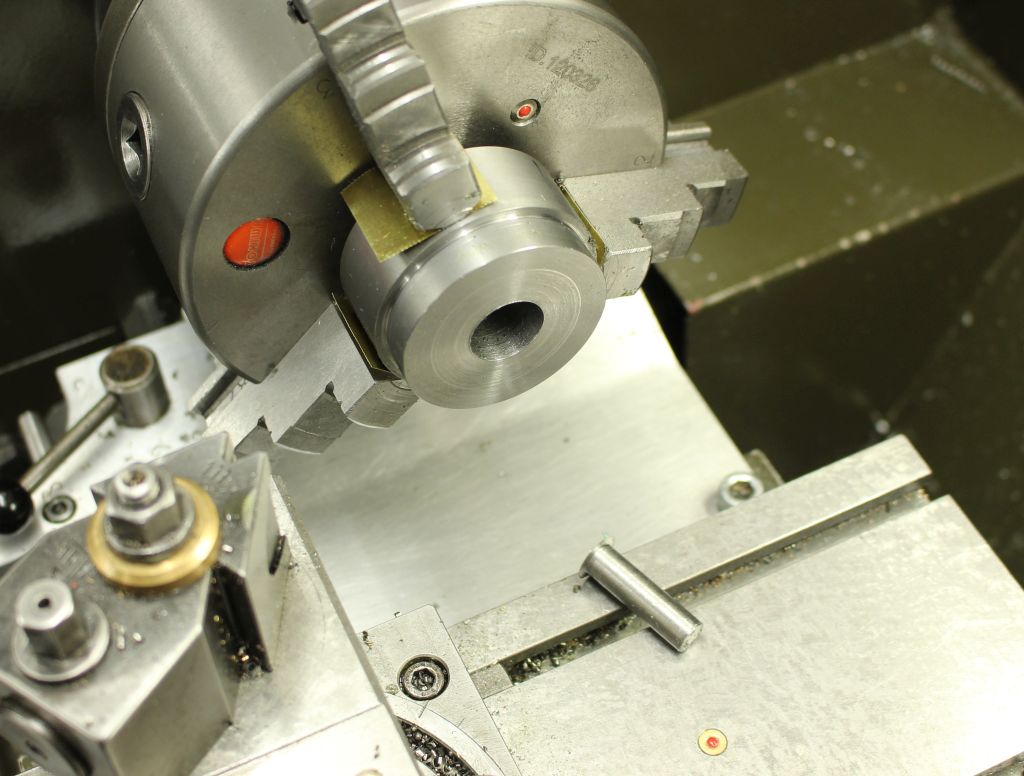
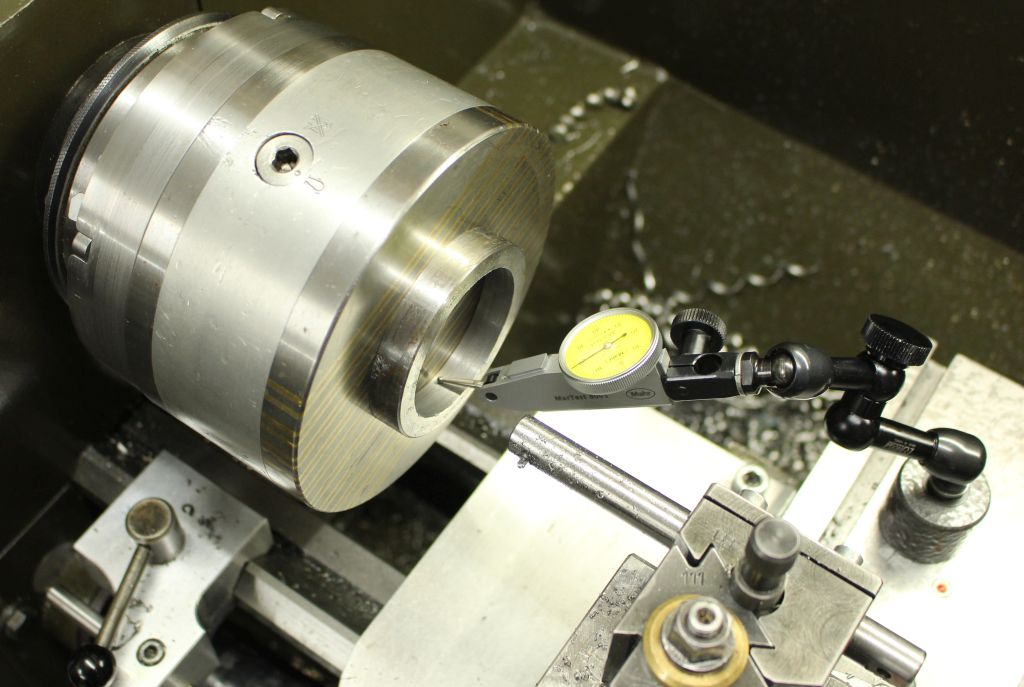
After boring and turning the first side, I put the part on the magnetic chuck to machine the second side parallel to the first side:
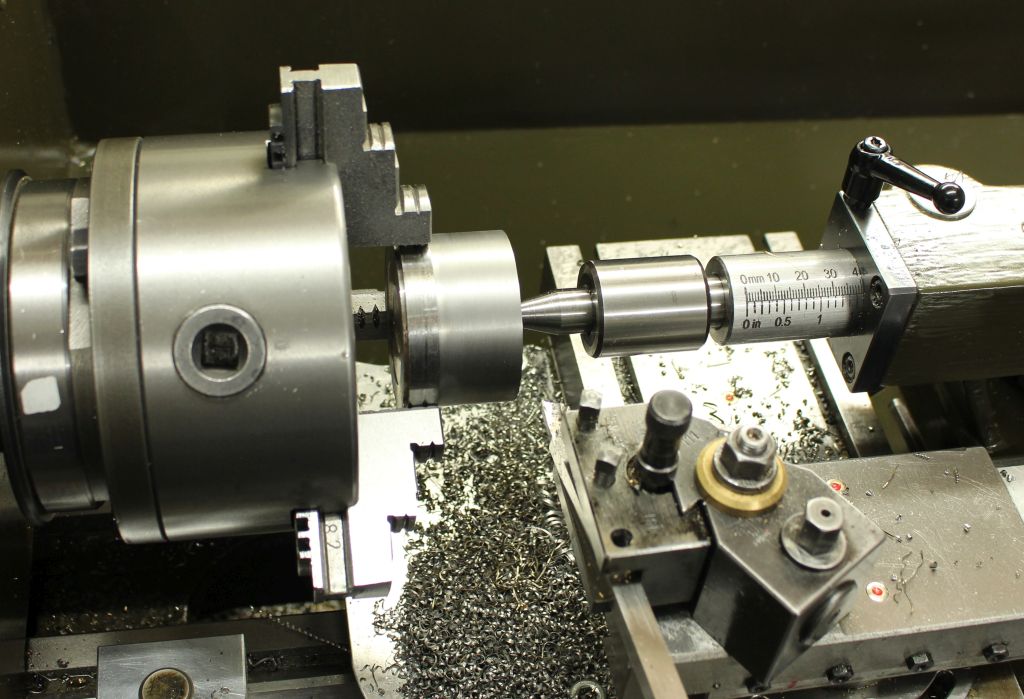
Measuring the thickness:
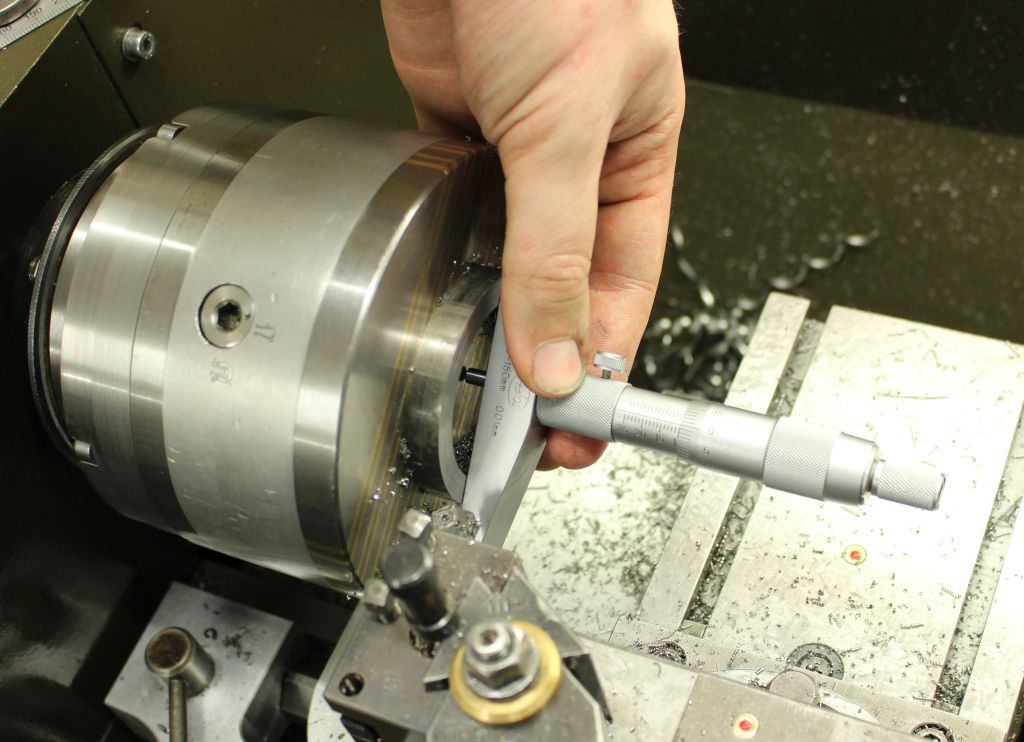
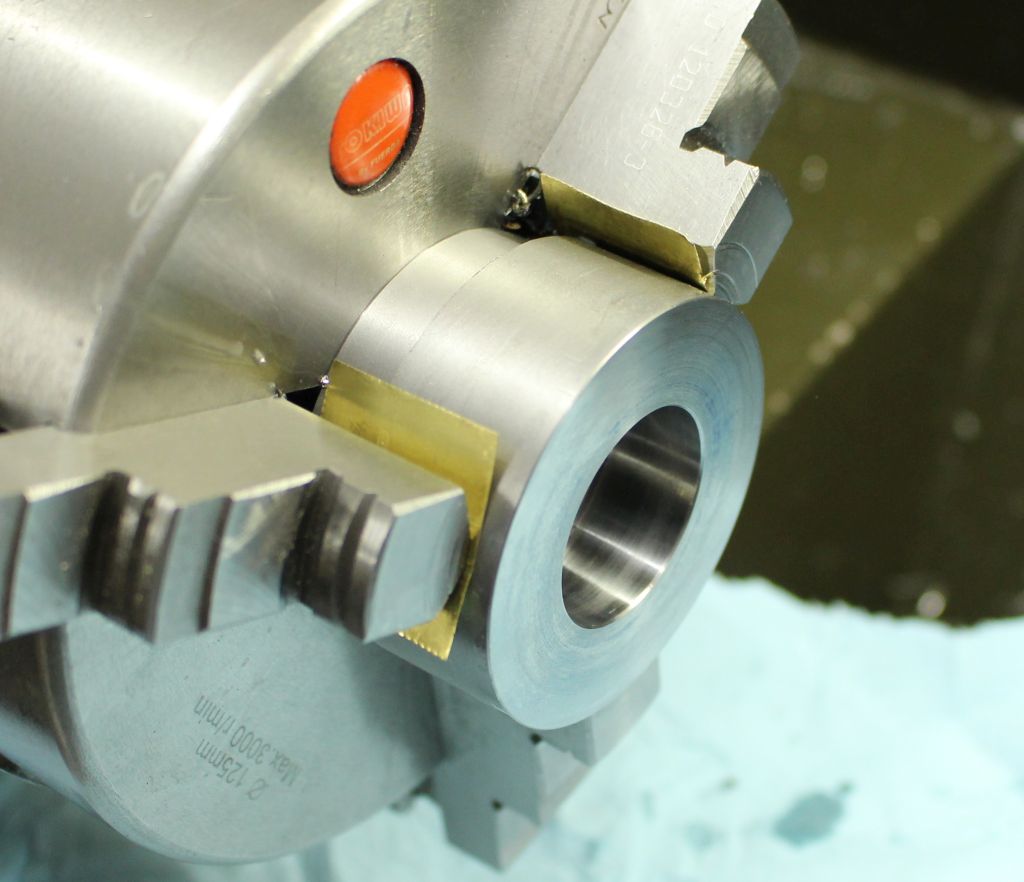
Of course I could not run the tool all the way against the magnetic chuck, so it left a thin ridge of material:
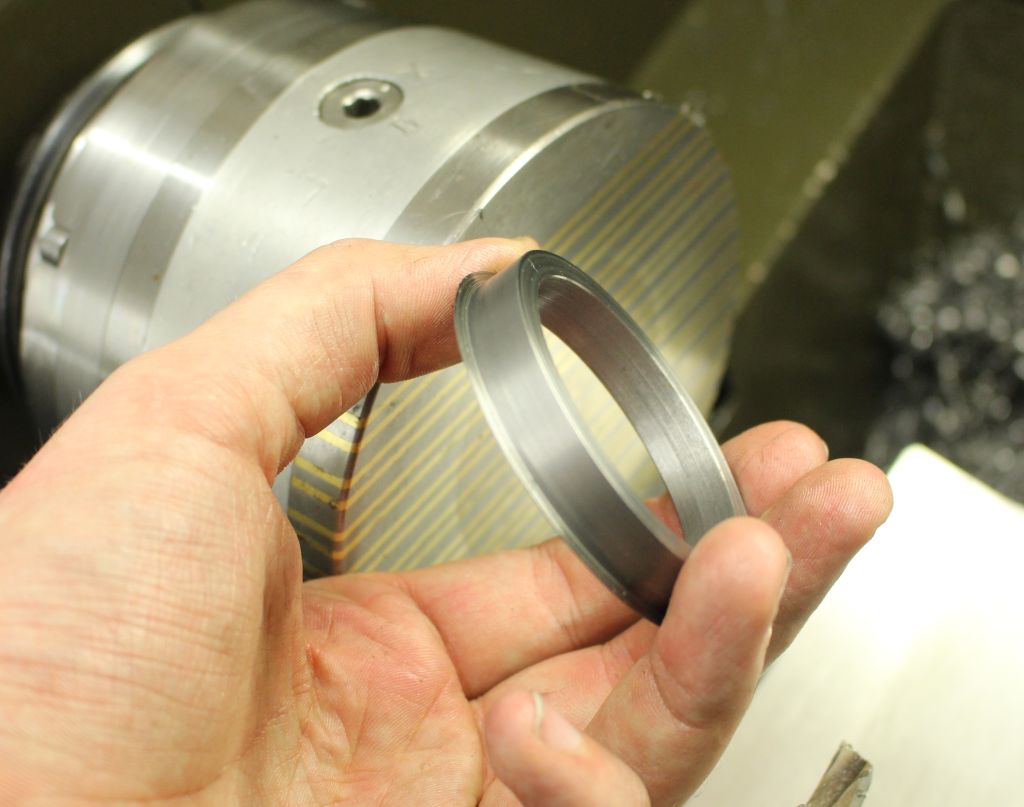
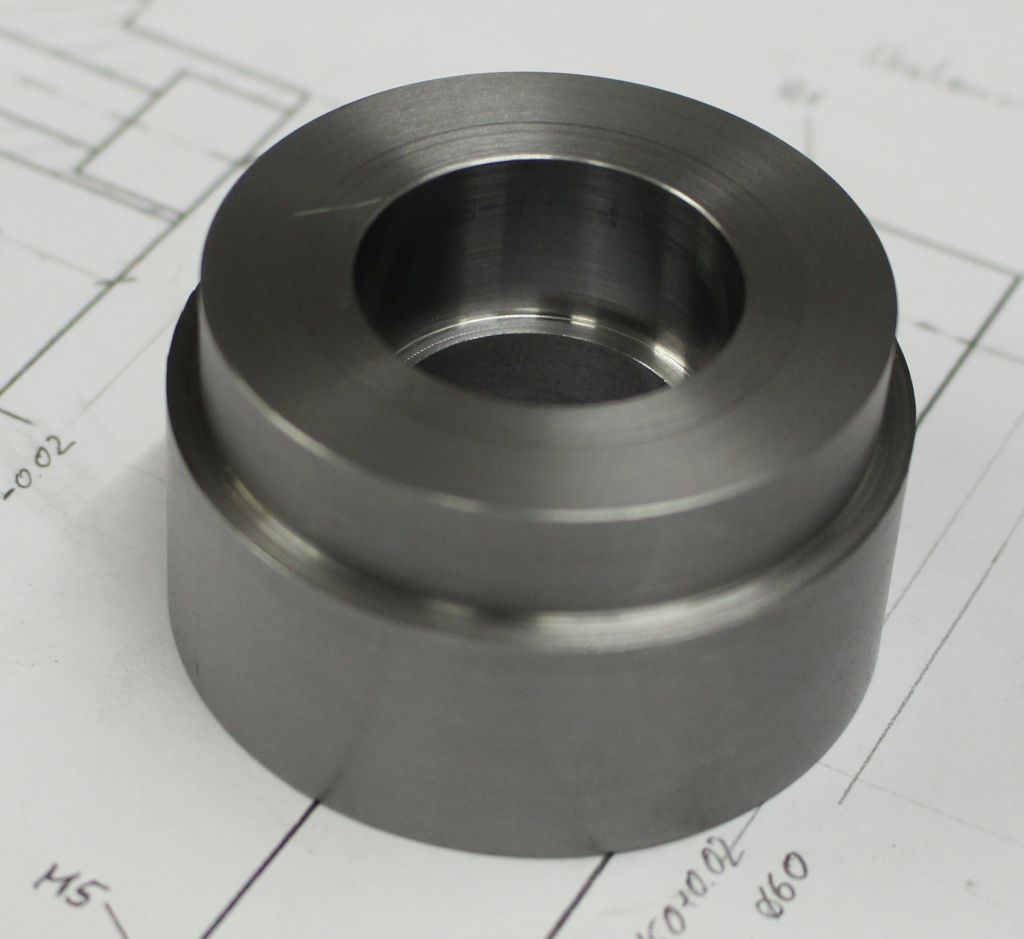
I removed that by flipping the part around once again and creating a roundover:
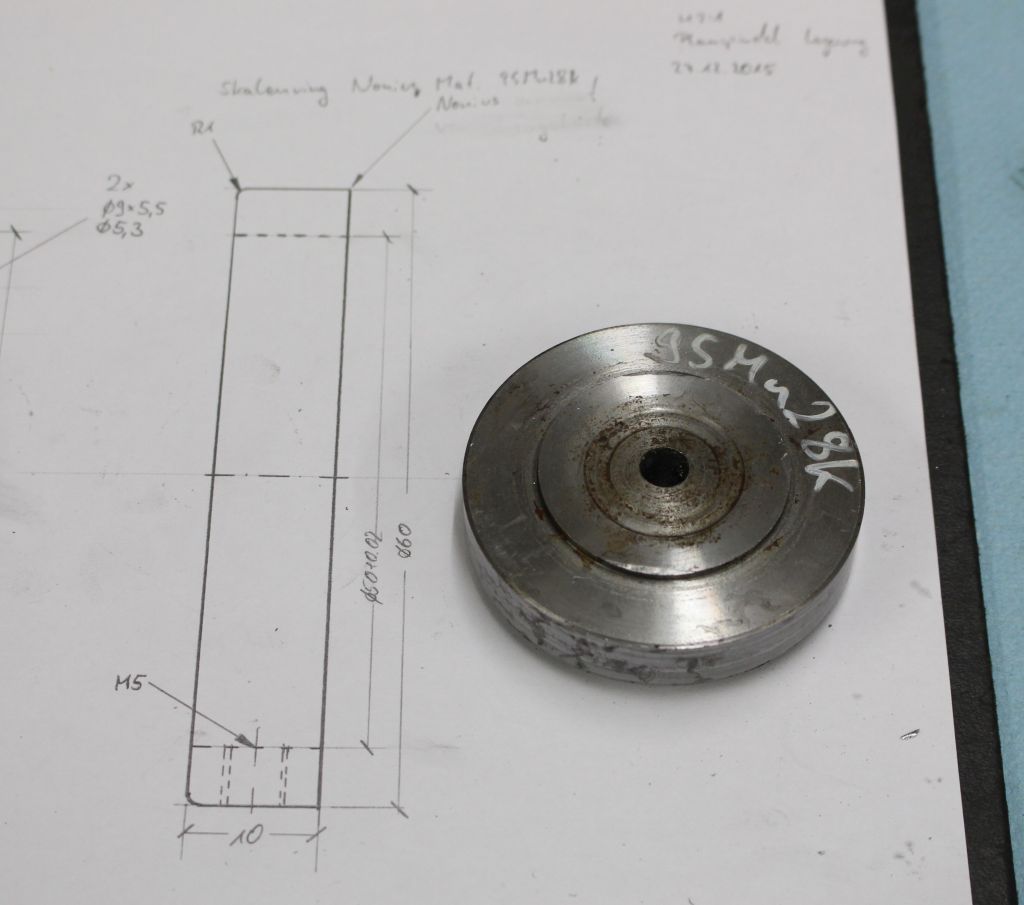
 The drawing and material – again free cutting mild steel – for the dial:
The drawing and material – again free cutting mild steel – for the dial:
Machined on the outside:

Parted off with the 2mm inserted parting blade:
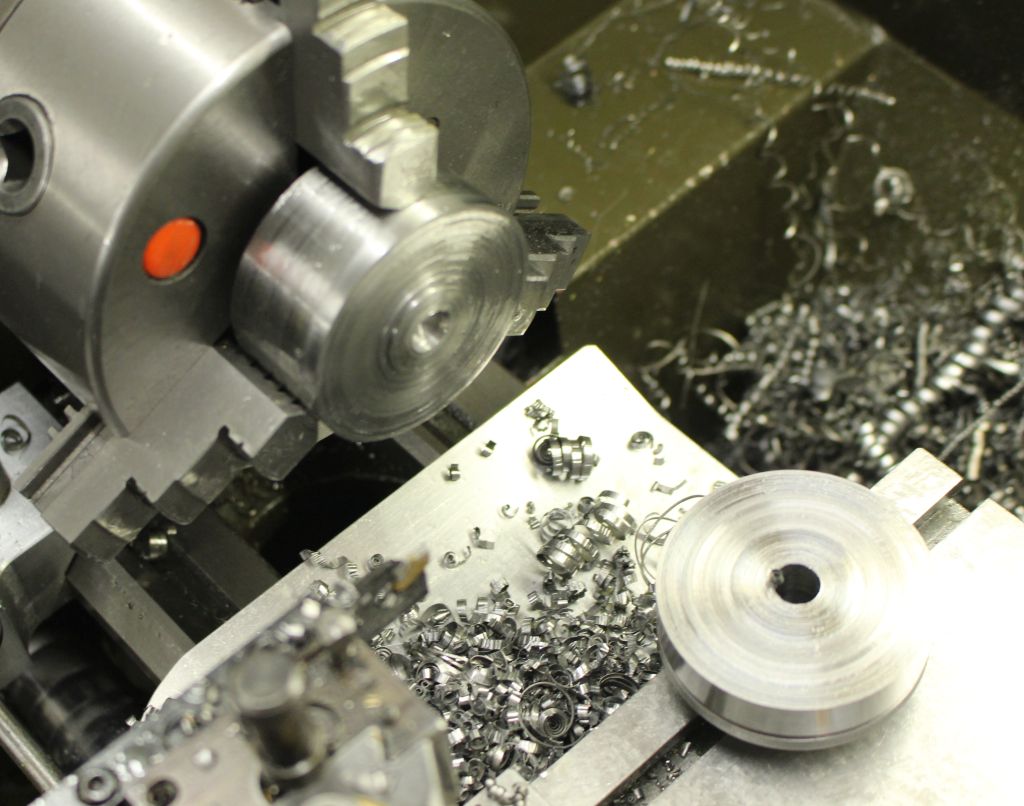
And at this point I made a mistake – Instead of boring the dial to 10mm I went to 12mm.
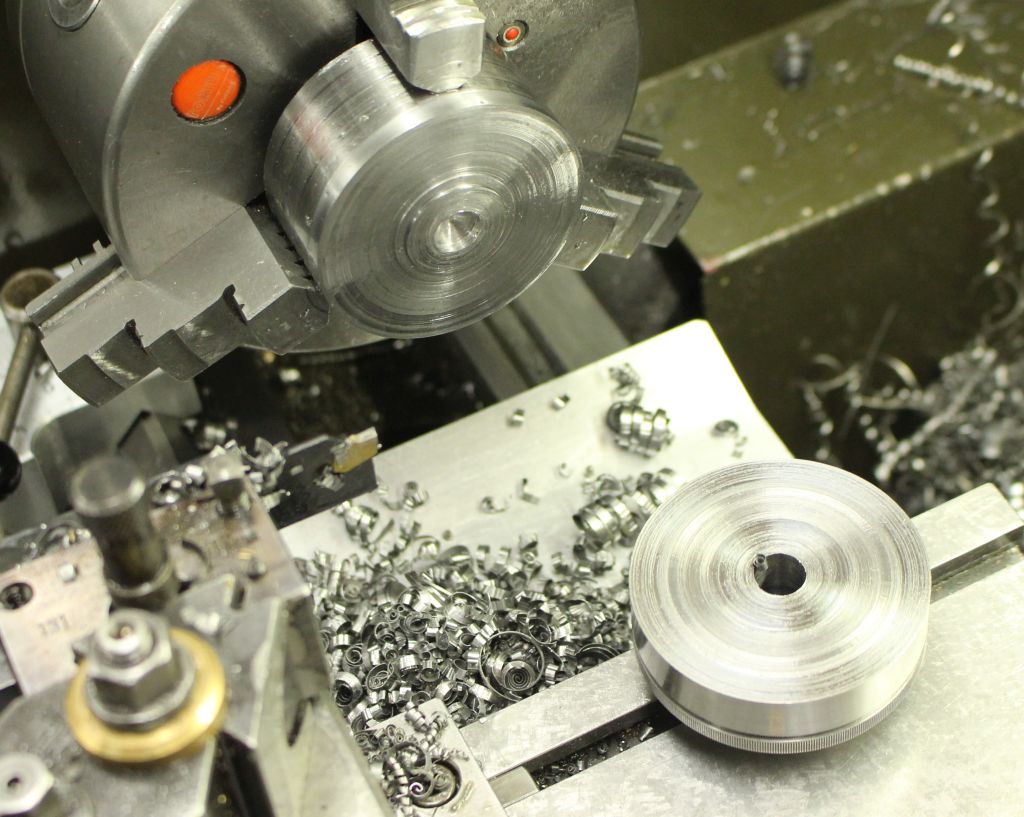
I fixed that by opening the bore even more, up to 15mm and inserting a 15/10mm drill bushing. This mistake was in fact a lucky thing as the bore is now ground and hardened:
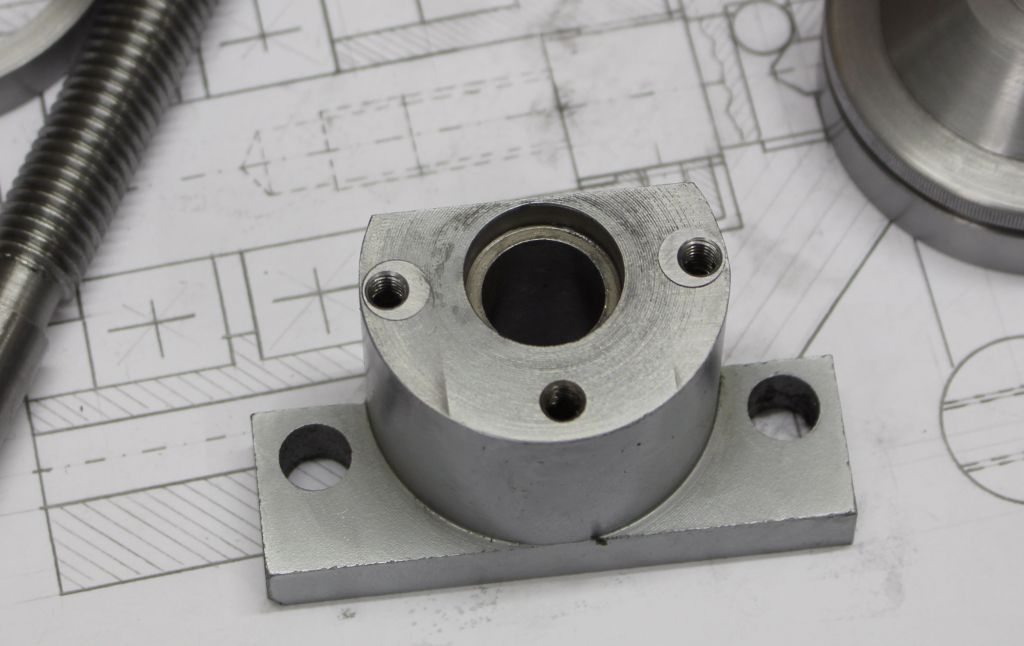
All the turned parts so far, the bearing block still needs a few holes drilled:


Drilling and counterboring the bearing block – I didn’t have a piloted counterbore of that size so I used the boring head:

There is a distance piece between the carriage of the lathe and the cross slide bearing. The holepattern in it didnt work out, so I plugged the holes with some roundstock that I glued in with Loctite 648 and redrilled/tapped the holes in their new position:
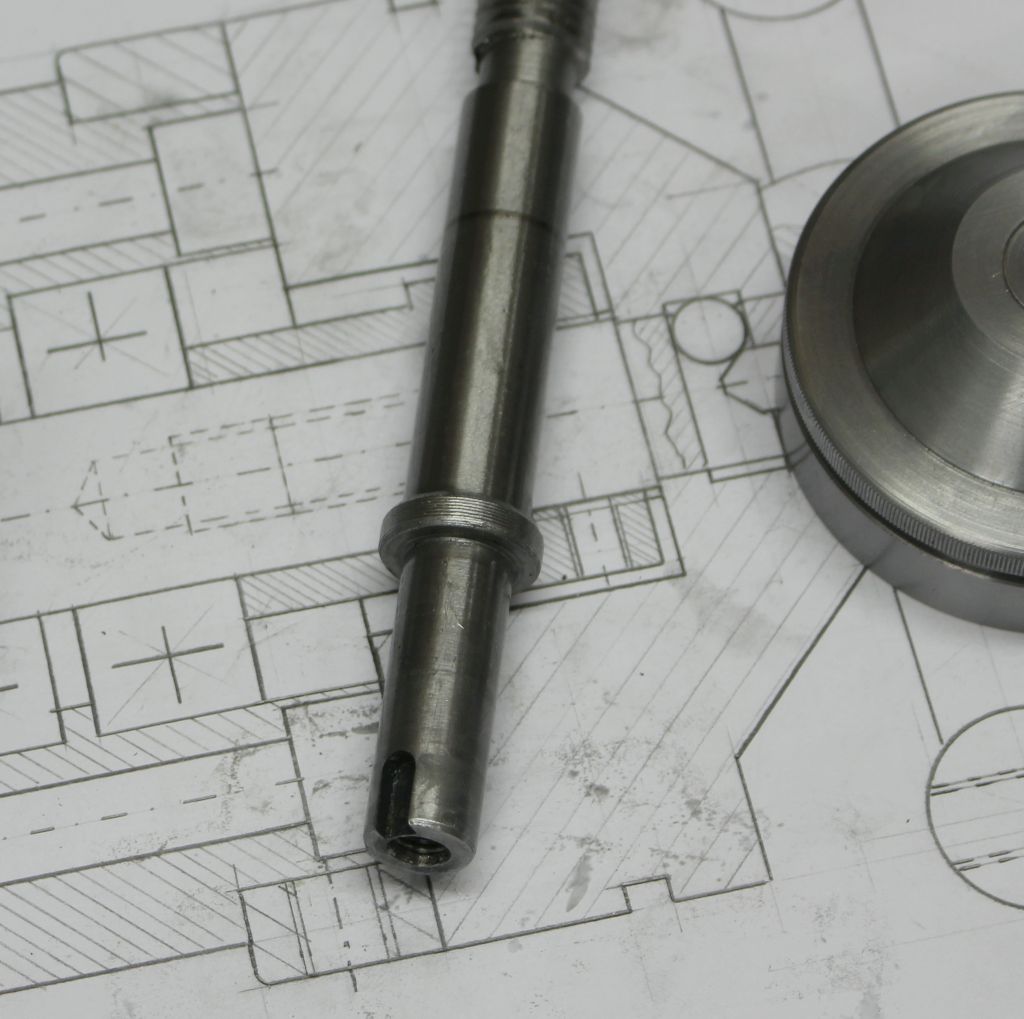
The cross slide screw needed to be extended – There was already a M6 thead in the end of the spindle that I could use for that:
The extension is just a piece of 15mm free cutting mild steel with an M6 thread in the end. Its fastened onto the screw with a piece of M6 threaded rod and a lot of Loctite 648:
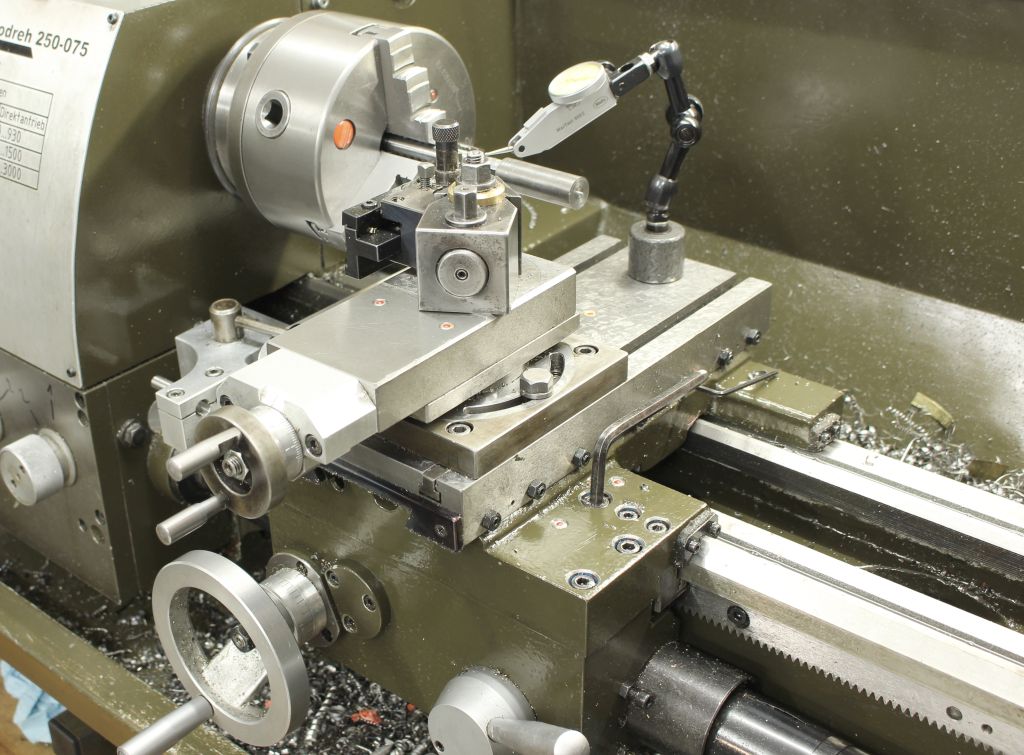
As the cross slide screw is disassembled I had to change the top slide to 90° to act as a improvised cross slide:
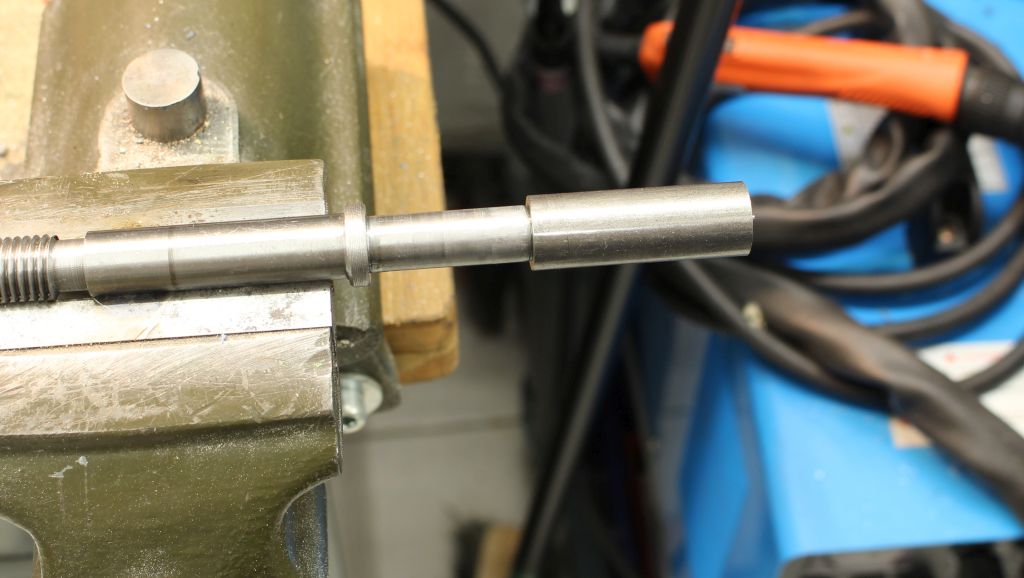
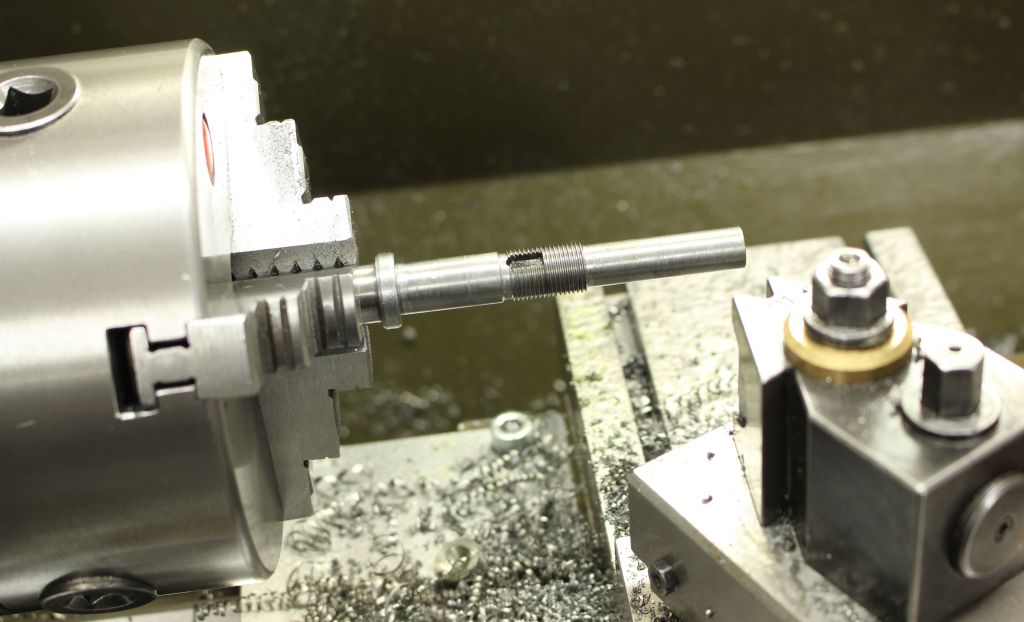
Machined the extension and threaded it with a M12x1 fine thread:
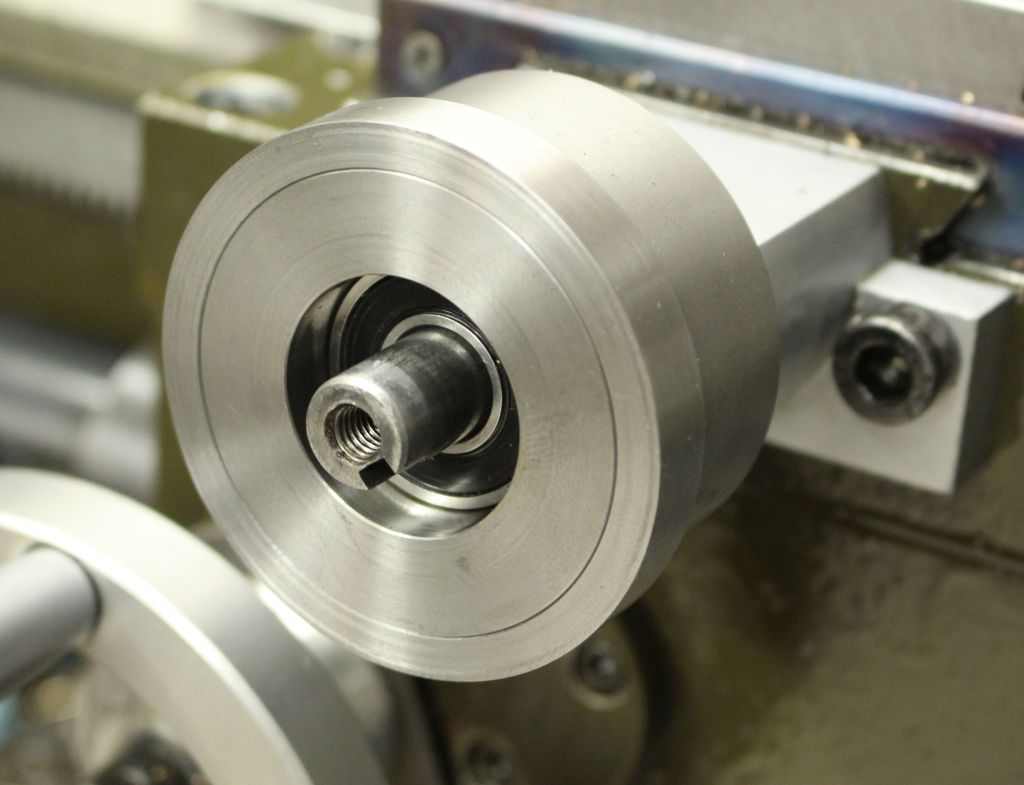
 Test fit, I will change the nut to a proper lockable nut (NOT a lock nut with the crappy nylon insert, that’s something for your bicycle not for a machine tool.):
Test fit, I will change the nut to a proper lockable nut (NOT a lock nut with the crappy nylon insert, that’s something for your bicycle not for a machine tool.):
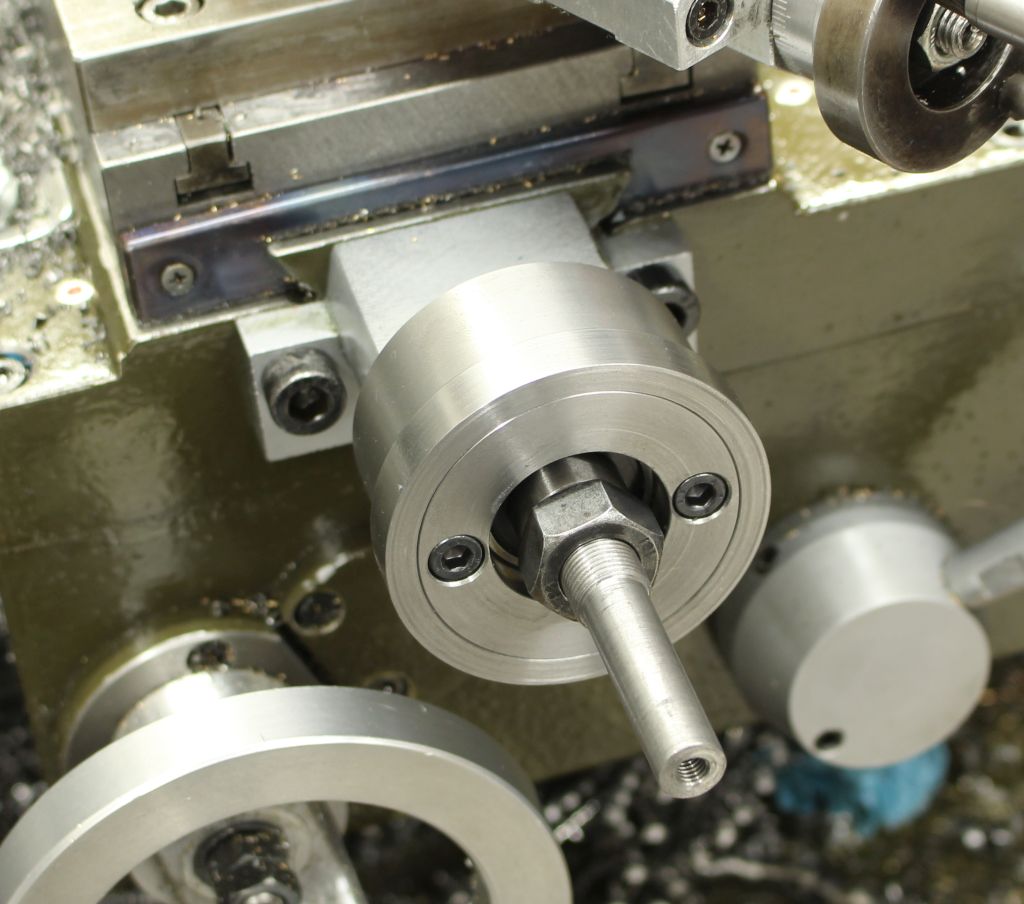
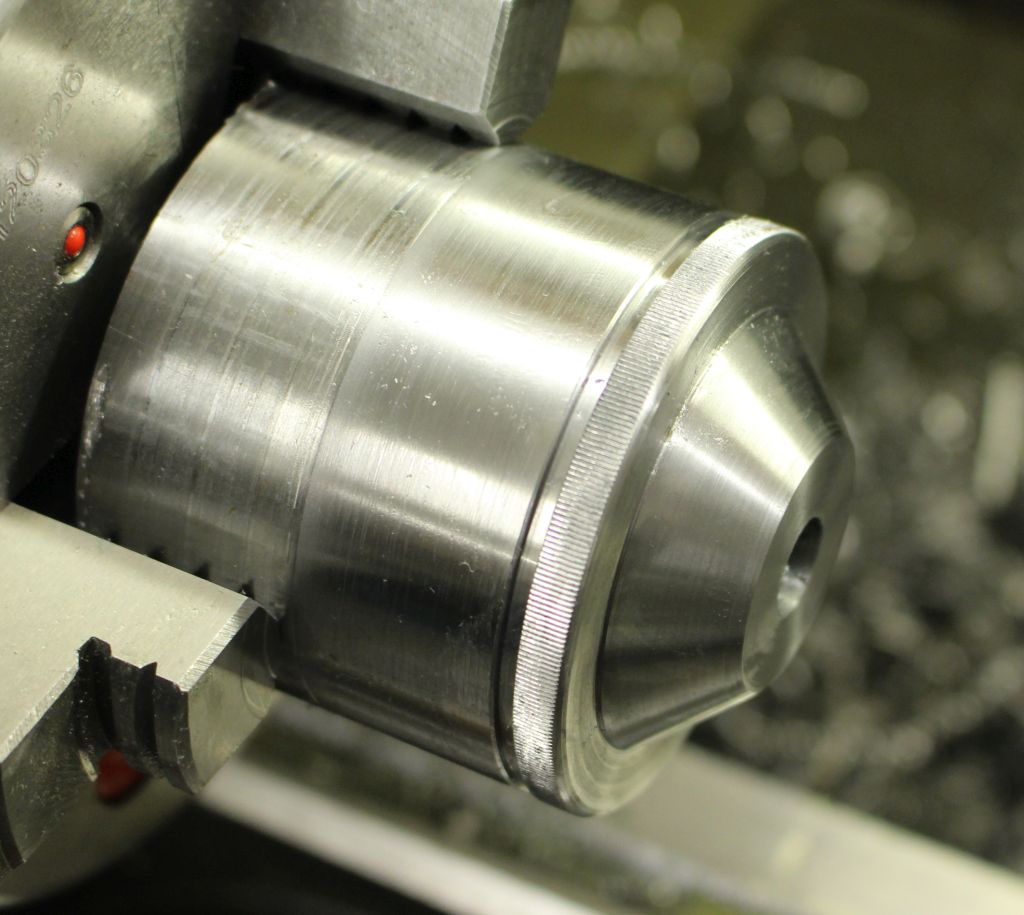
Same test fit, just with the dial added:
And now for the locking mechanism of the dial, the end of the screw gets cross drilled and reamed:
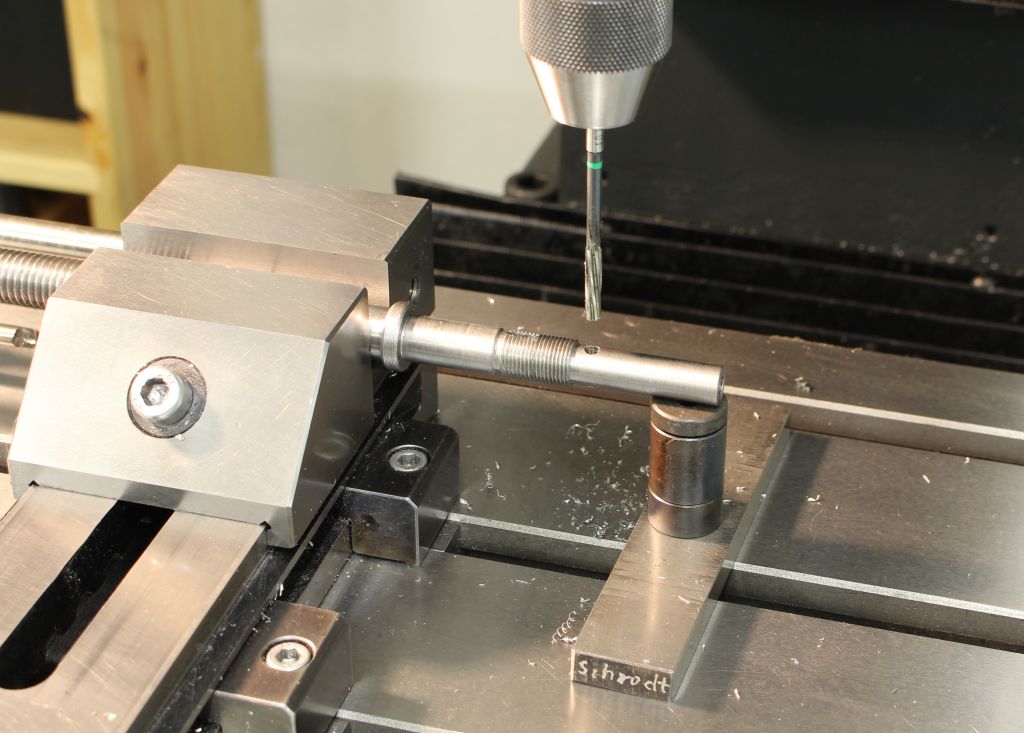
All the parts of the locking mechanism – a 4mm steel ball from a bearing, a 4mm pushpin and a thumbscrew – The screw is just a placeholder until I machine a proper one:

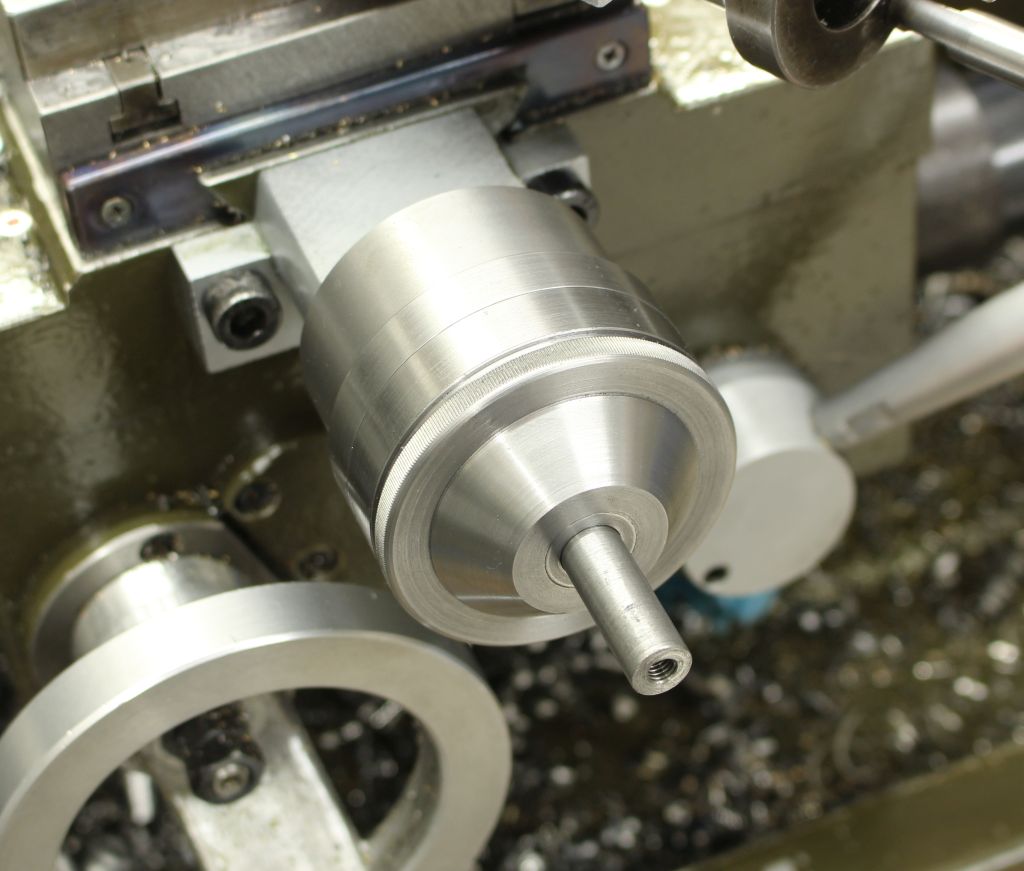
Put together – The thumbscrew pushes the pin against the steel ball and that pushes the ball out of the cross hole against the bore of the dial (and locks it that way):

With the dial added, the end of the screw is still a bit long, I will cut that short later:
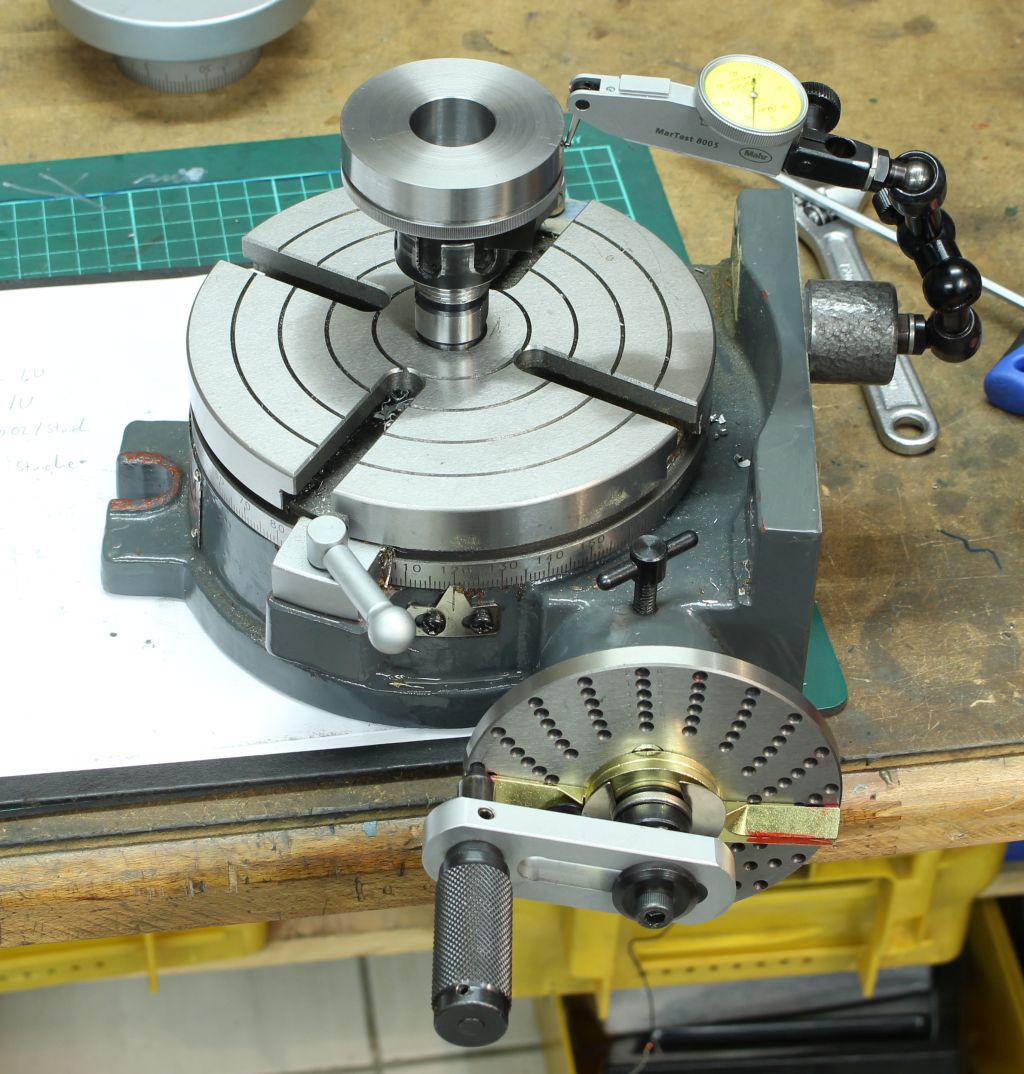
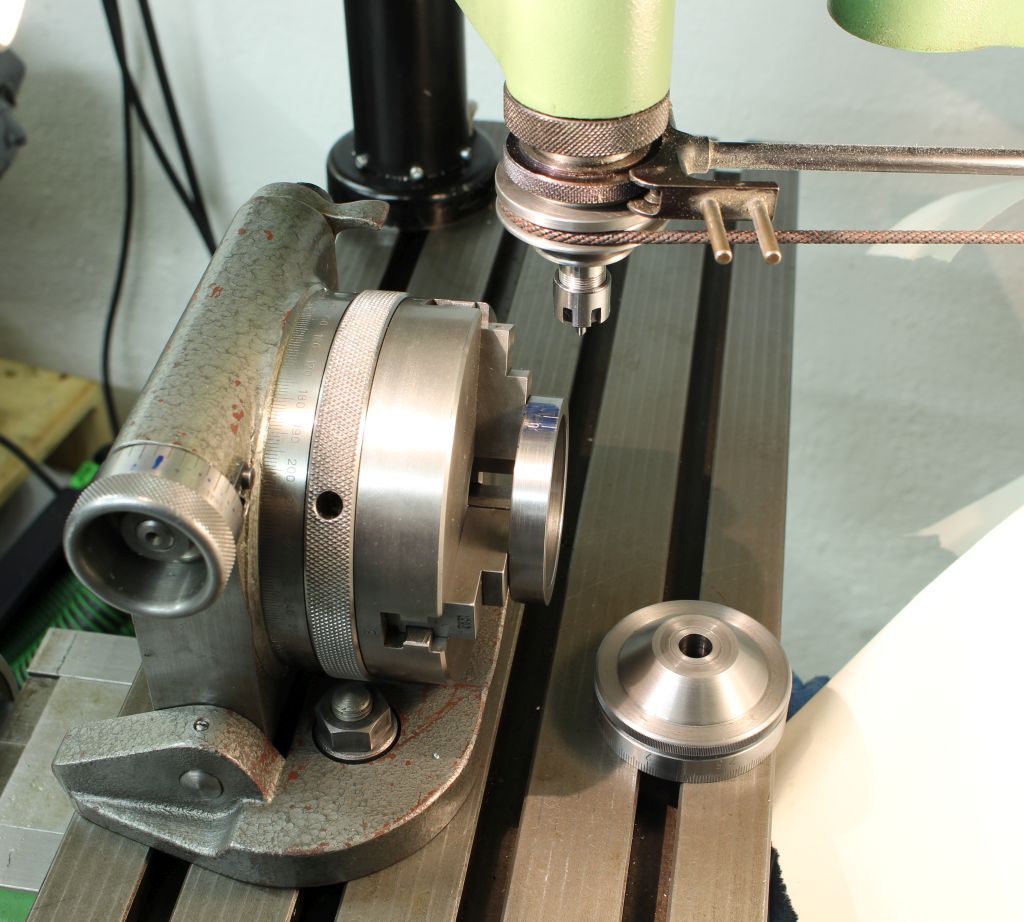
Setting up the rotary table with the indexing discs to engrave 200 lines (With 2mm pitch on the screw that gives me 0,02mm change on the diameter per division):
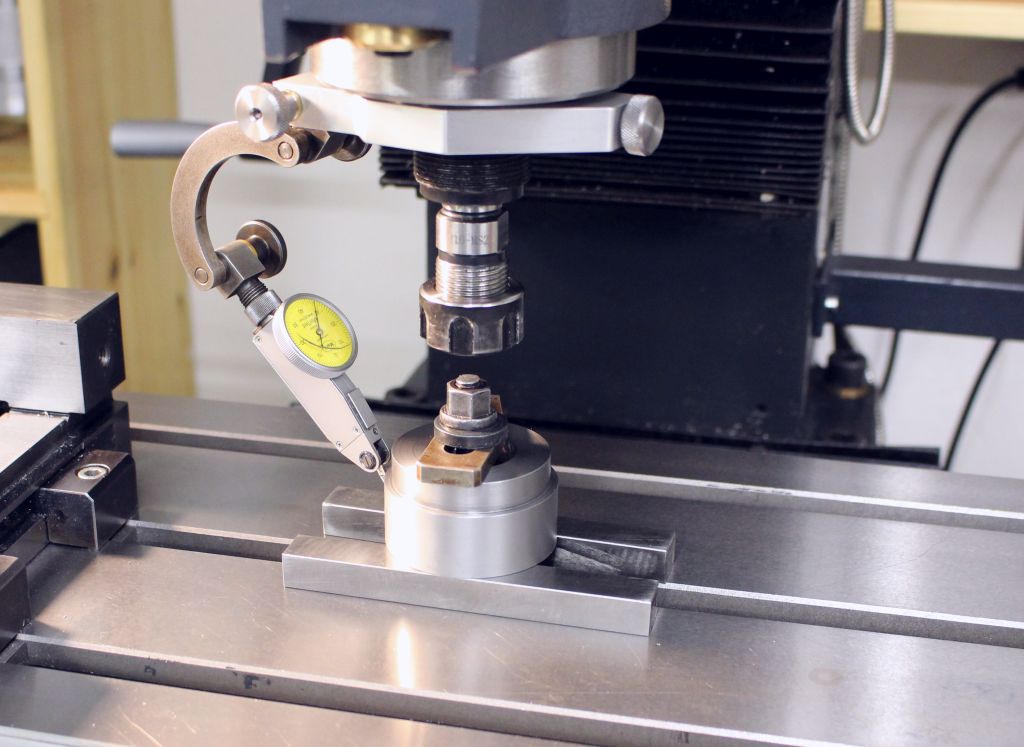
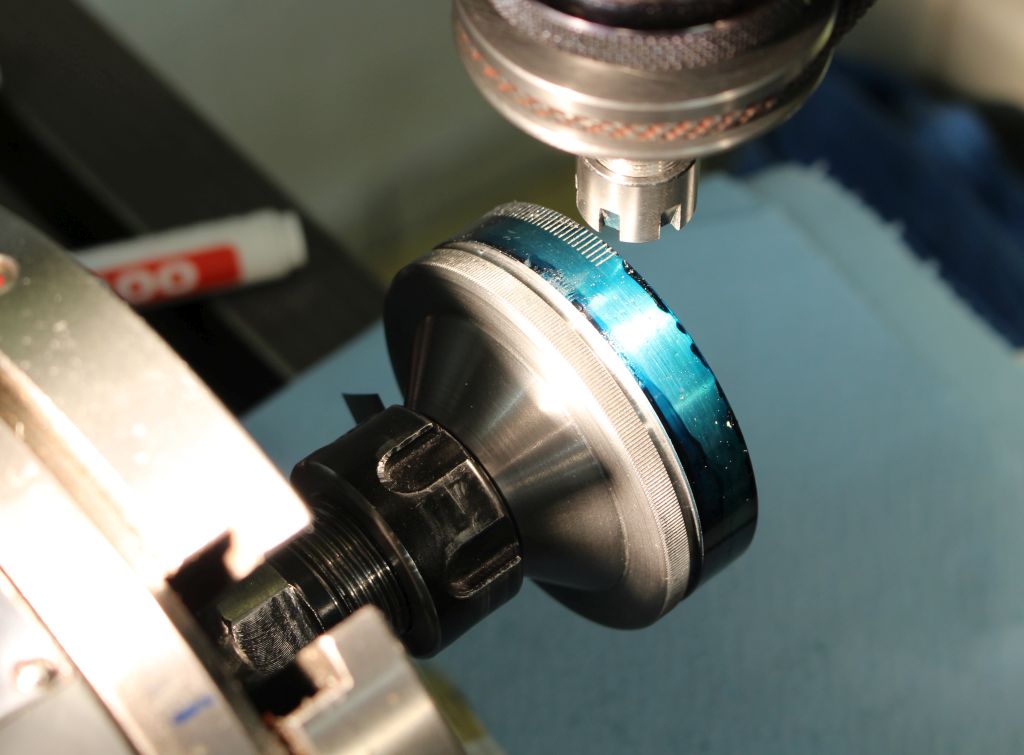
Setup on the engraving machine:

Engraving the lines, using a 90° pyramidshaped cutter:
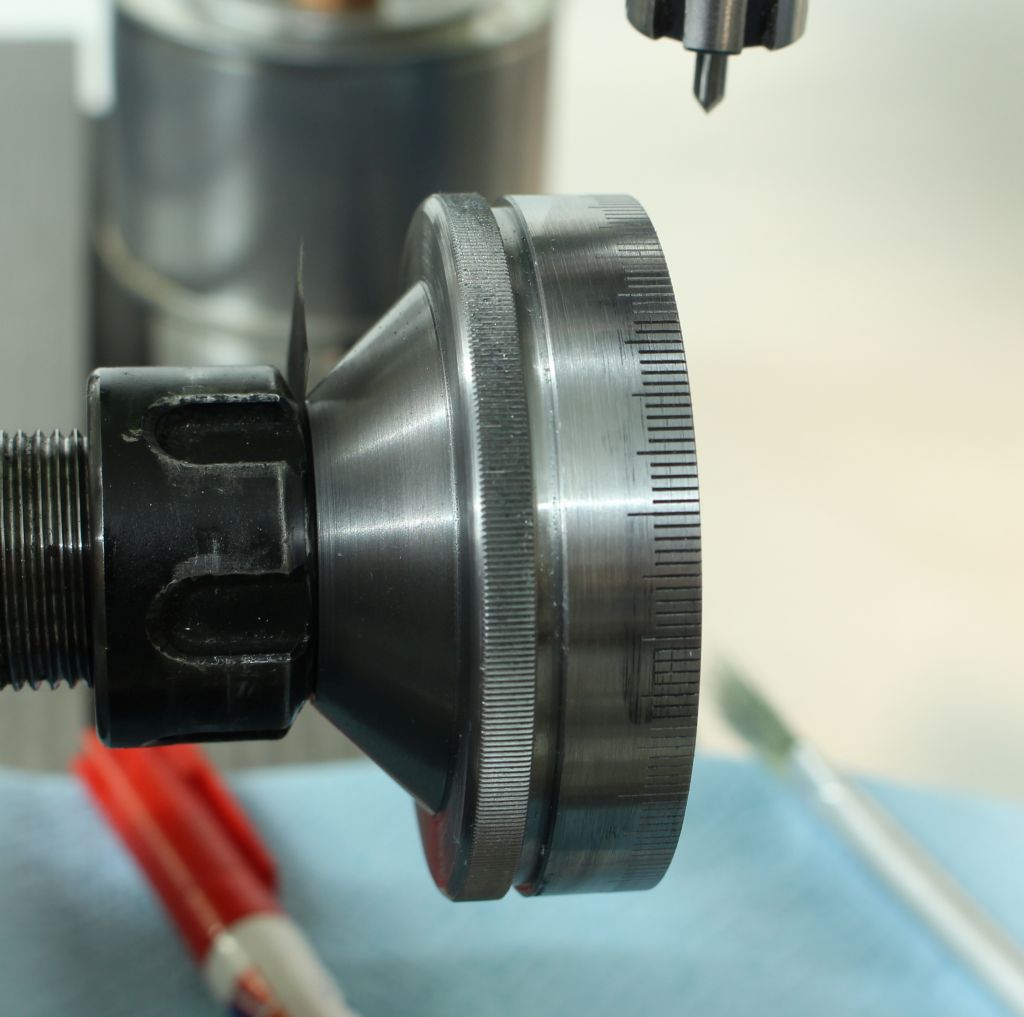
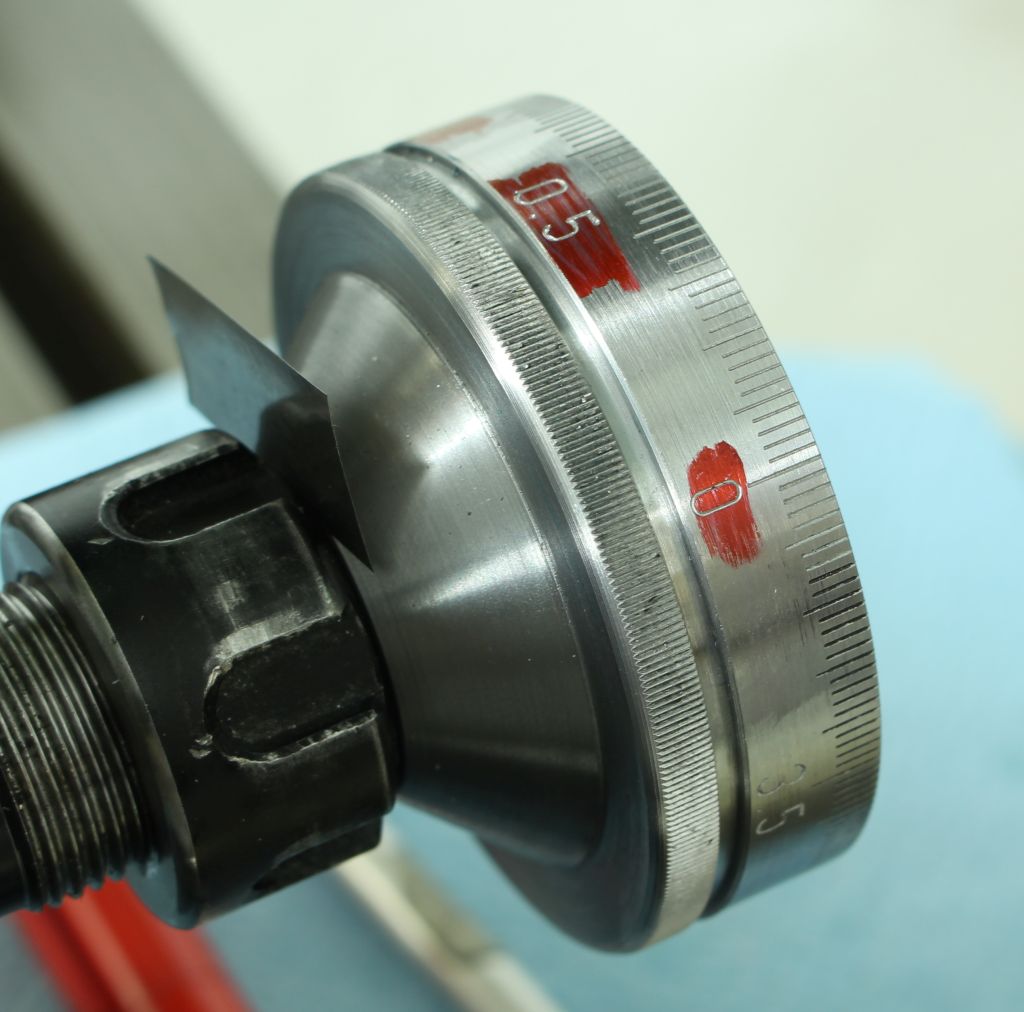
Engraving the numbers:
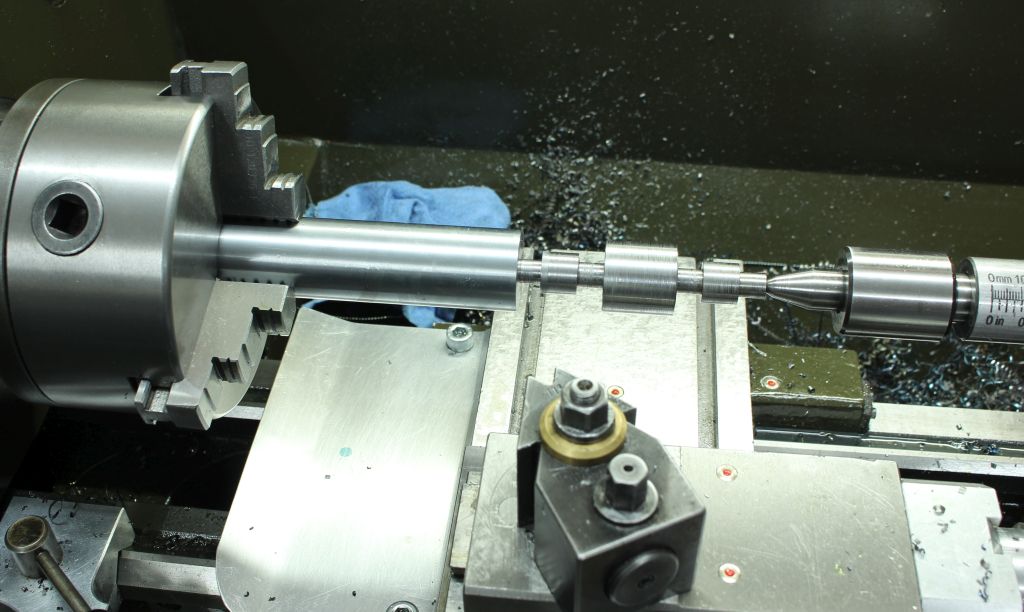
Next is the ballhandle crank - Here roughed out:
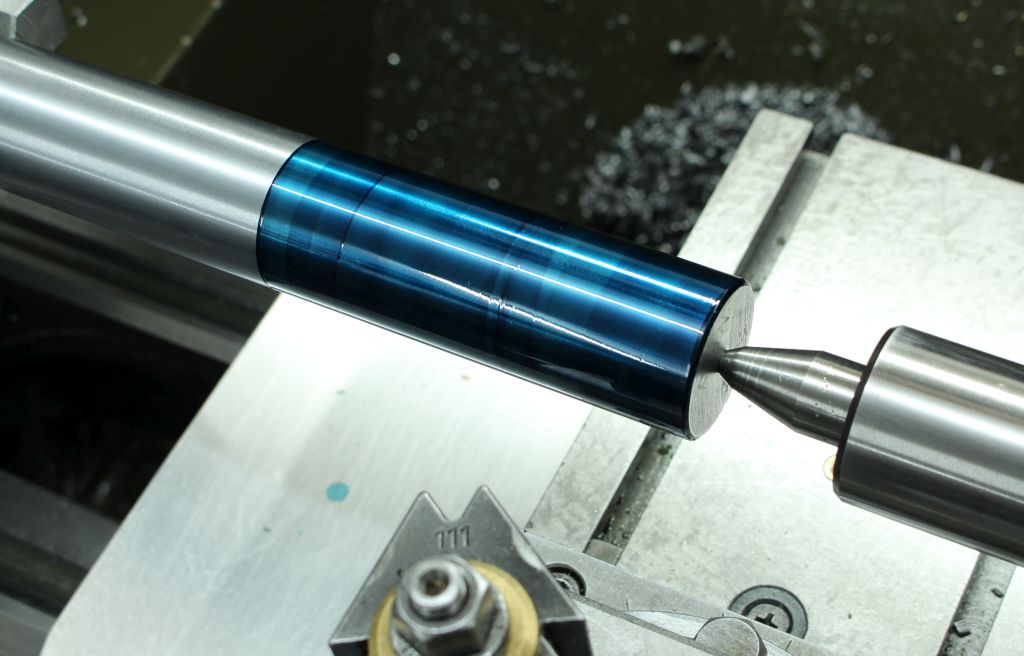
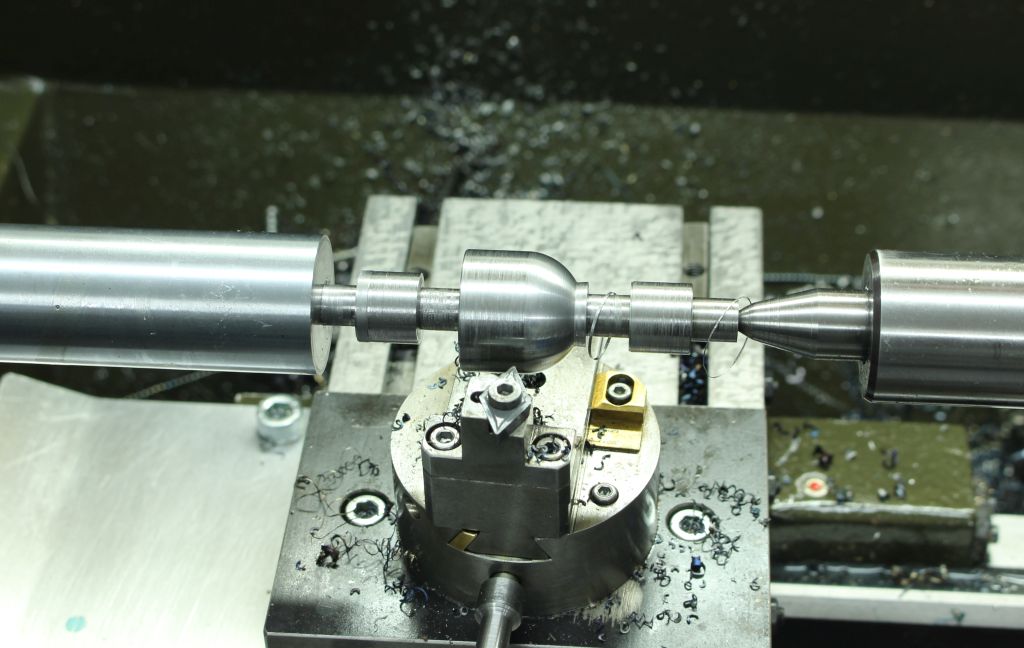
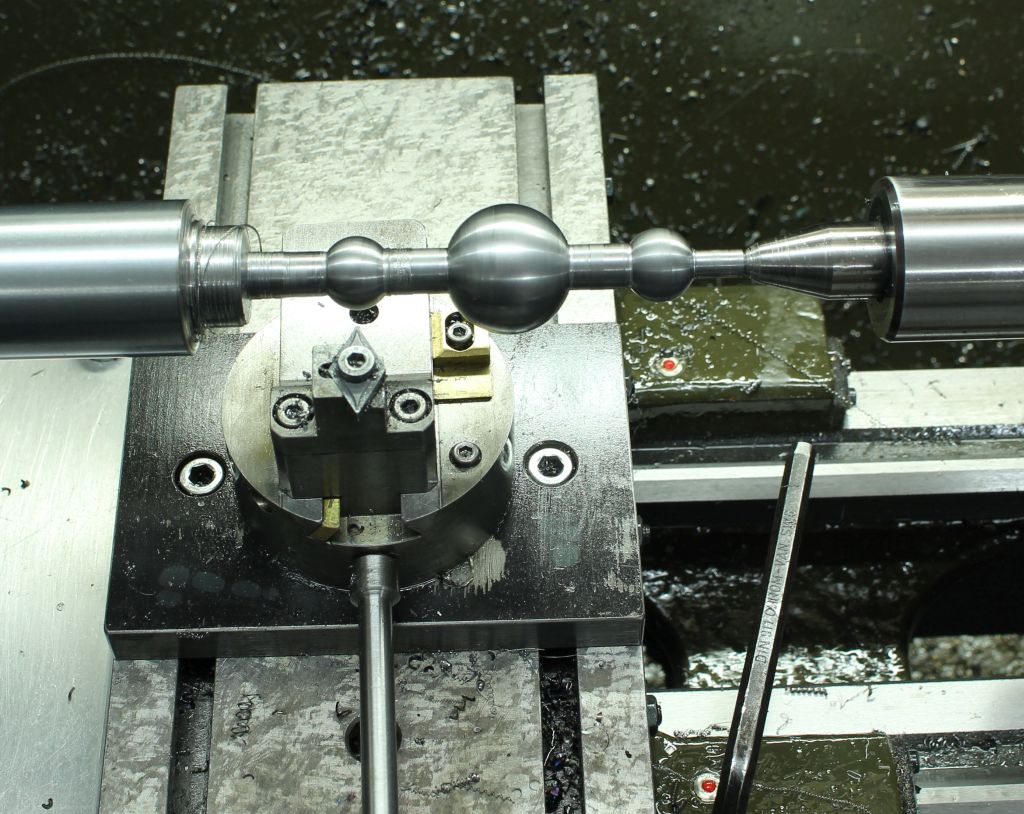
Working all the spherical shapes with the ball turner:
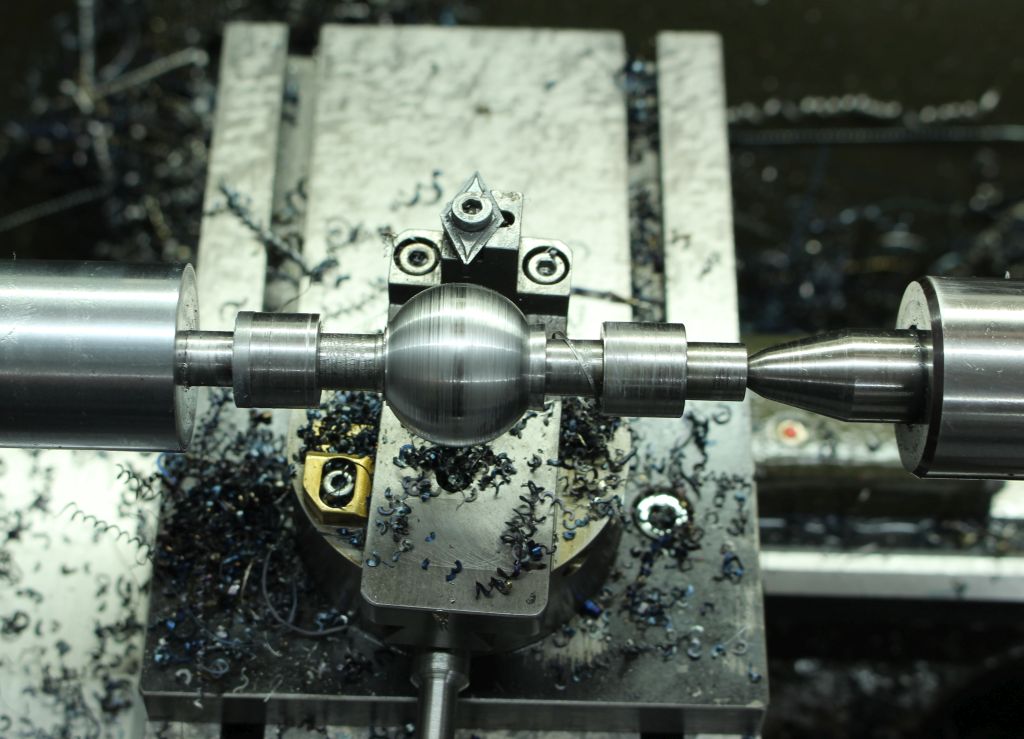
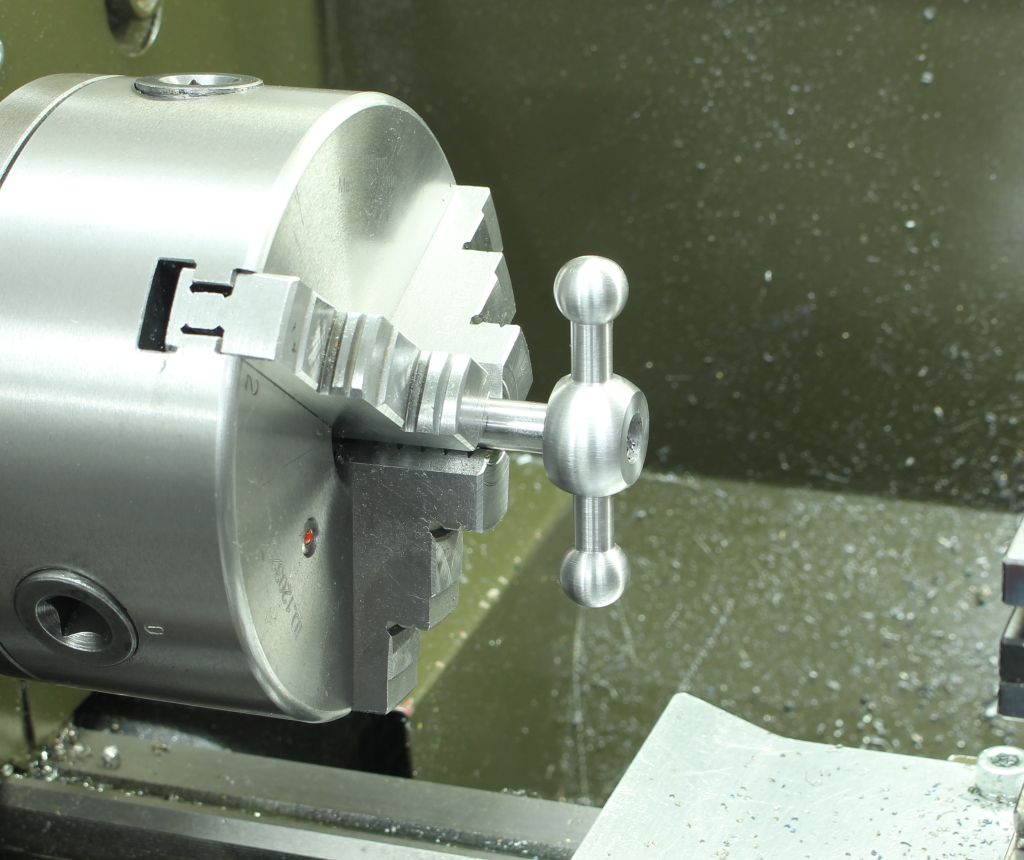
Finished:

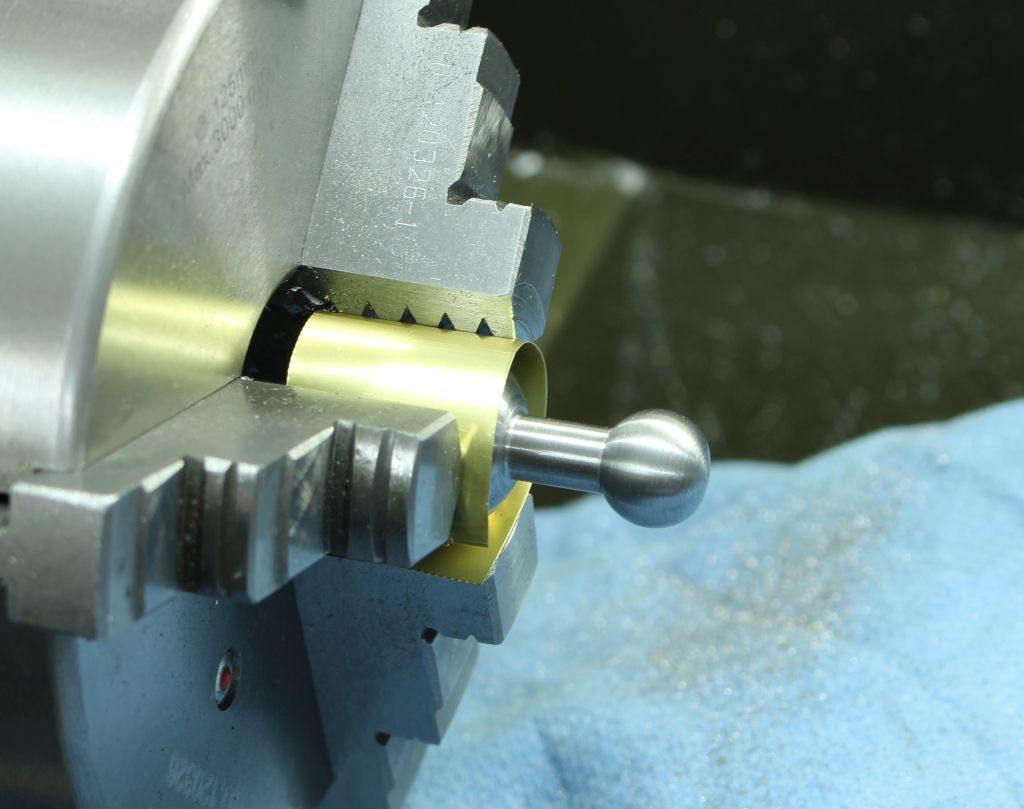
The pin on the end was sawn off:

Cleaning the sawn surface up with a file and emery cloth:

Then the handle was parted off, flipped around and cleaned up on the other side too:
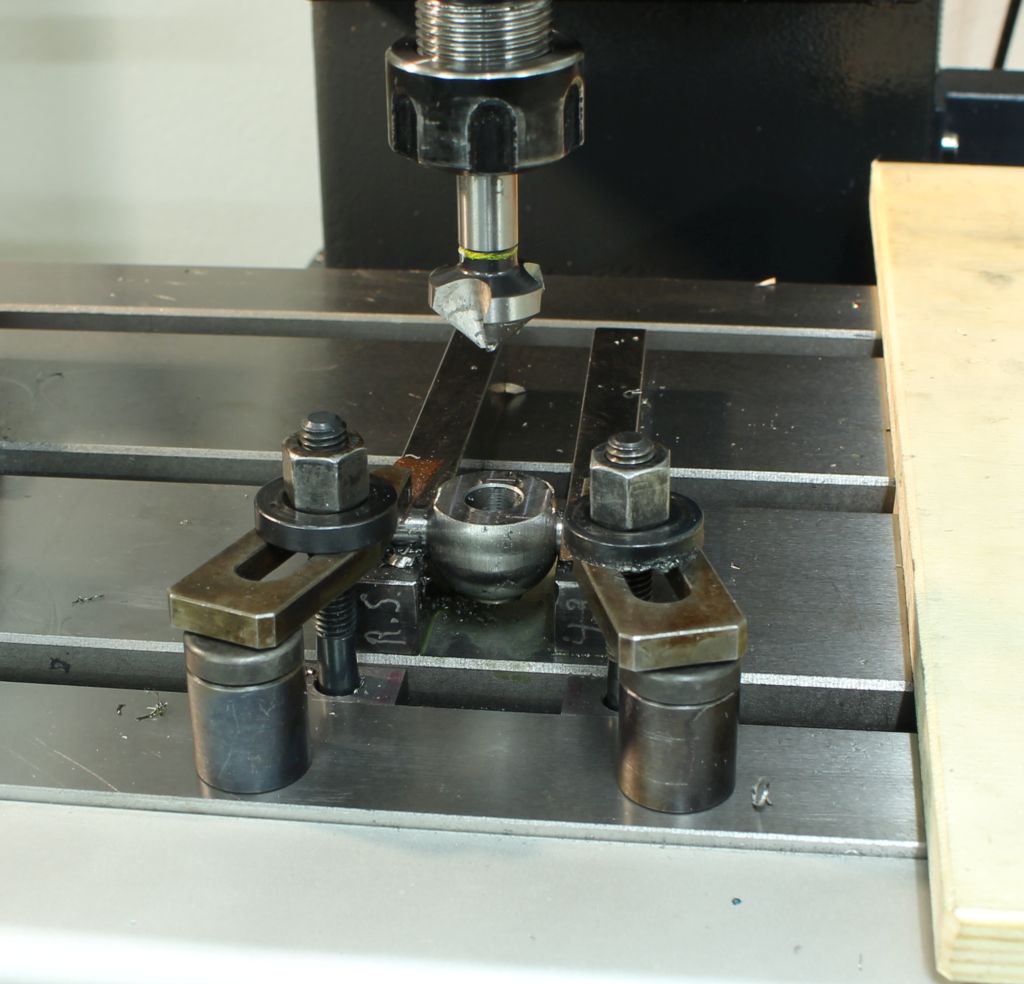
Setup on the milling machine for drilling:

Spotfaced, drilled, reamed and countersunk:
Setup on a 10mm dowel pin to face the other side of the crank:
The handle was turned freehand with a graver:
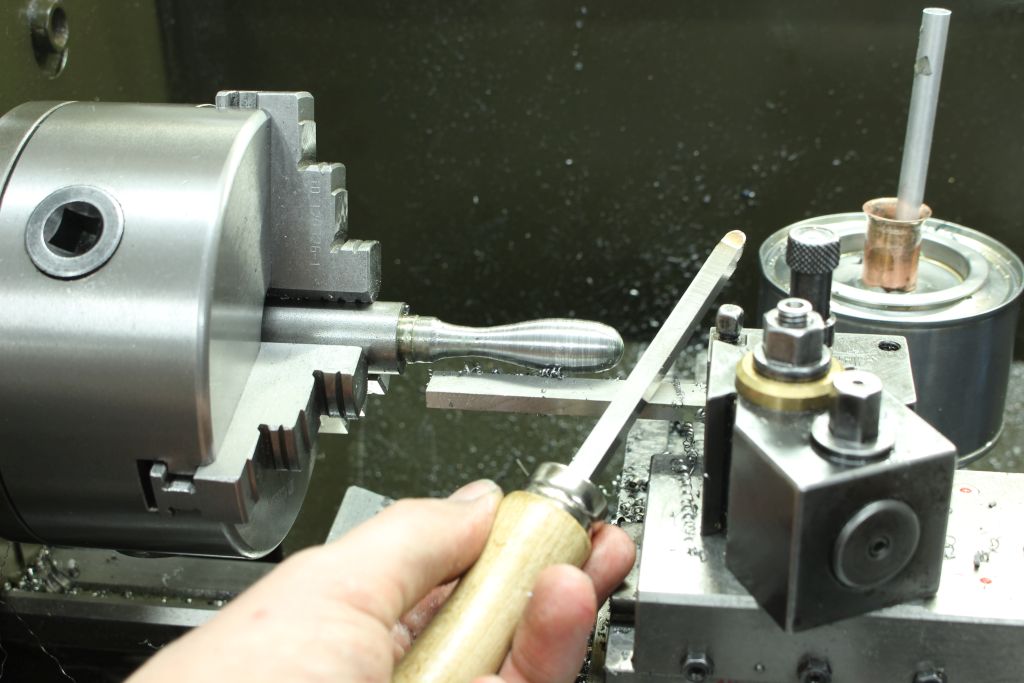
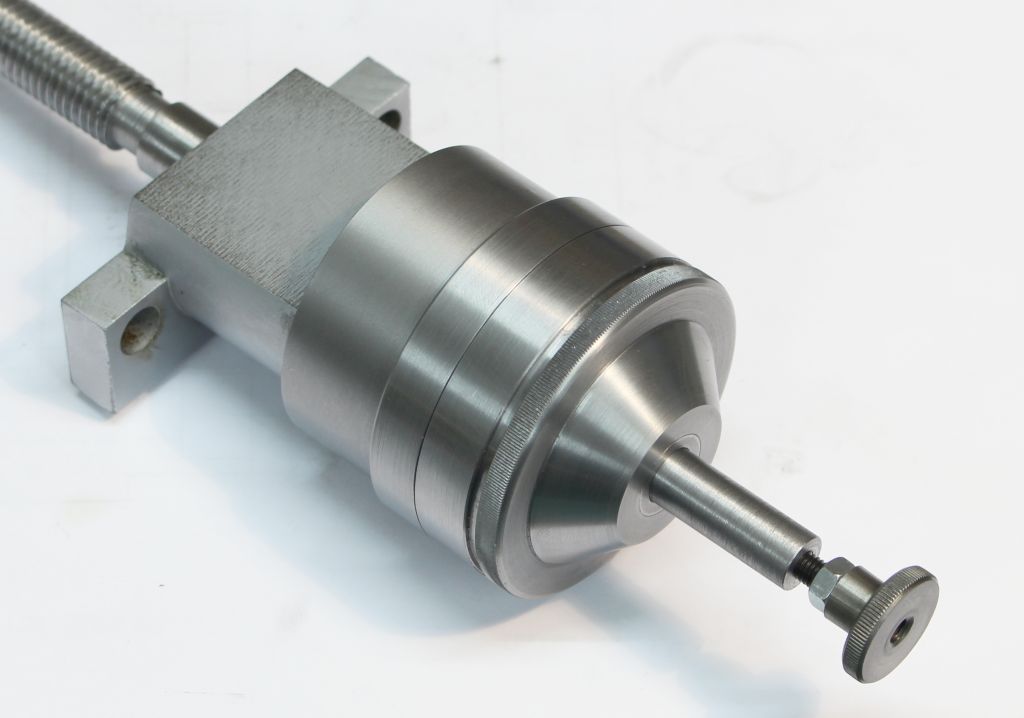
Test fit:


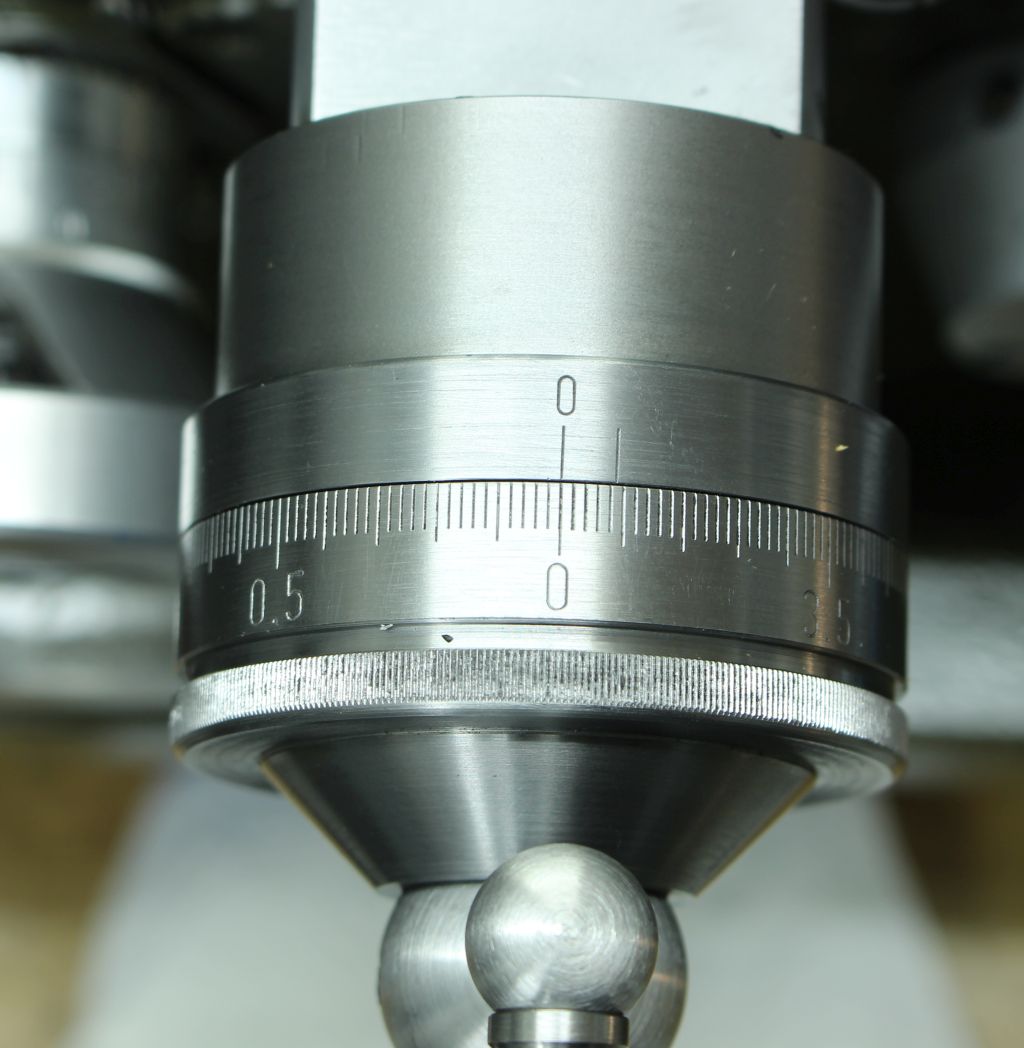
The vernier was engraved:
Done:
The new bearings work great, the movement of the crossslide is way more sensitive and the new dial with its big diameter is very easy and accurate to read.