First step was to pull out the spindle and remove the bearing races. The clamping kit from the milling machine can be a very usefull puller for such tasks:
After I pulled out the spindle I took some measurements and I realized that the bores for the bearing where not round, not the right size and not in line.
I decided to bore out the original bearing seats and machine a spindle cartridge that will get glued in place with loctite. A friend of mine has done the same modification to his lathe and is very satisfied.
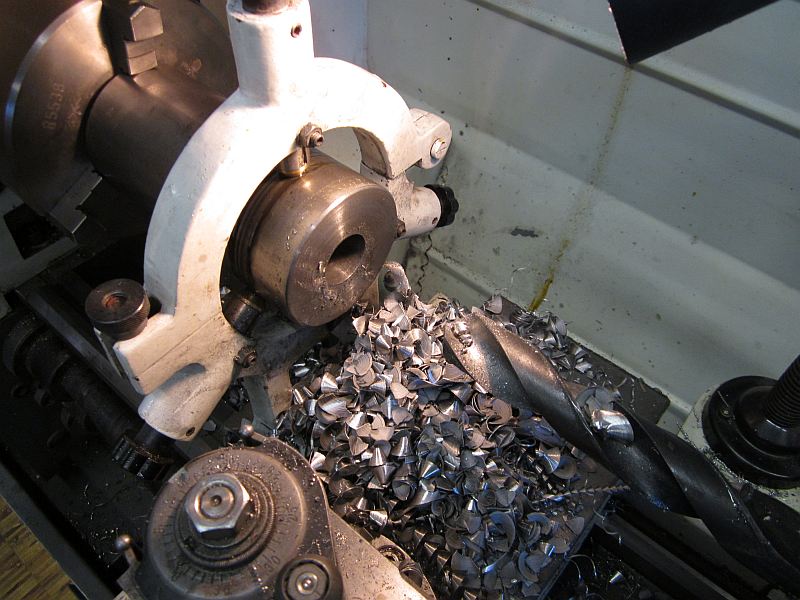
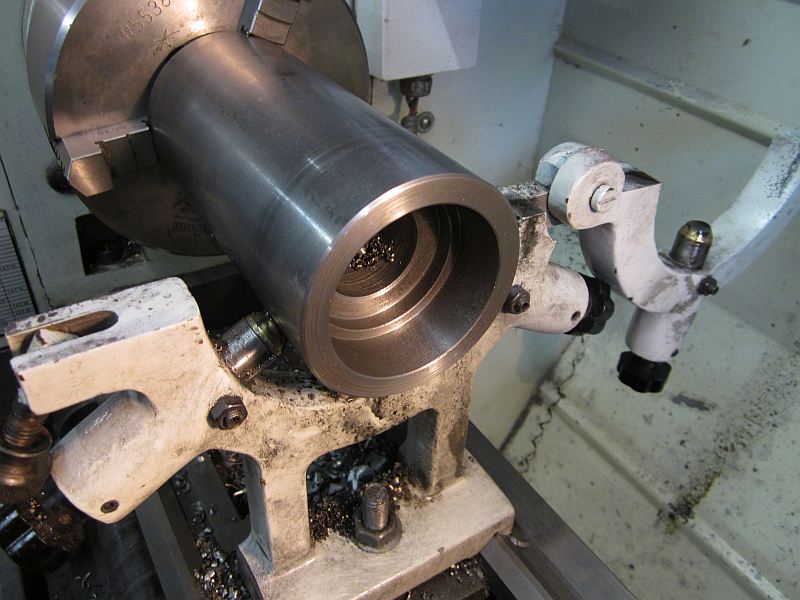
I machined the cartridge on a bigger lathe out of a piece of free machining mild steel. Basicaly its just a piece of round material, drilled trough and with machined bearing seats on both sides:
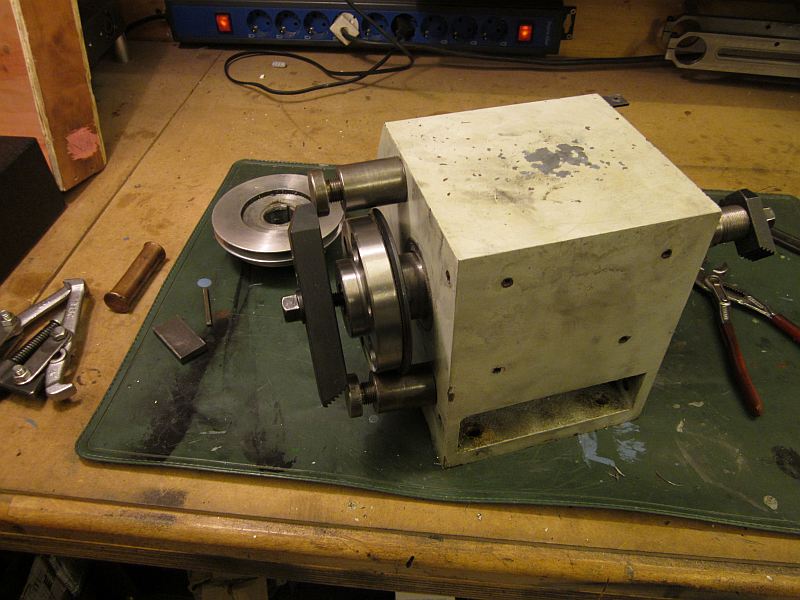
And this is how the spindle cartridge will sit in the headstock:

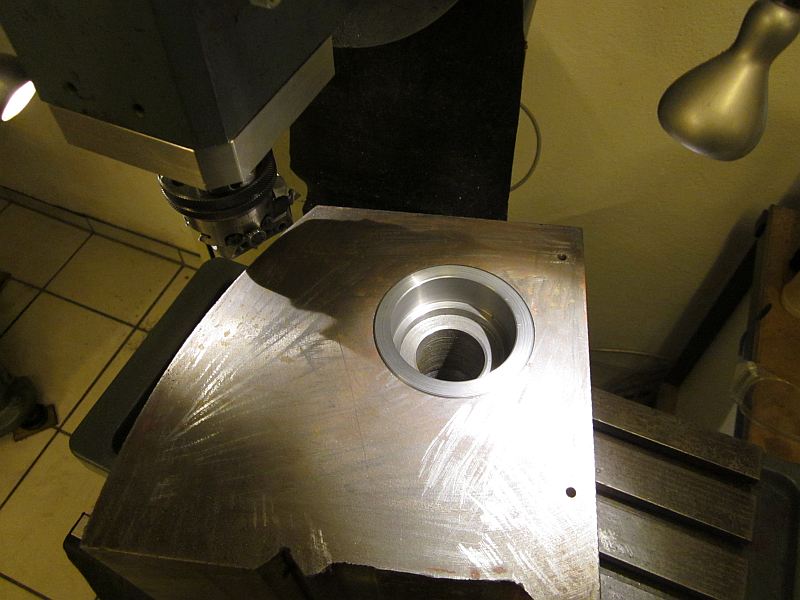
Then I set the headstock up on the milling machine (back then I still had a cnc in my shop) and machined out the old bearing seats, starting with a helical interpolated bore and finishing it with the Wohlhaupter boring head on size.
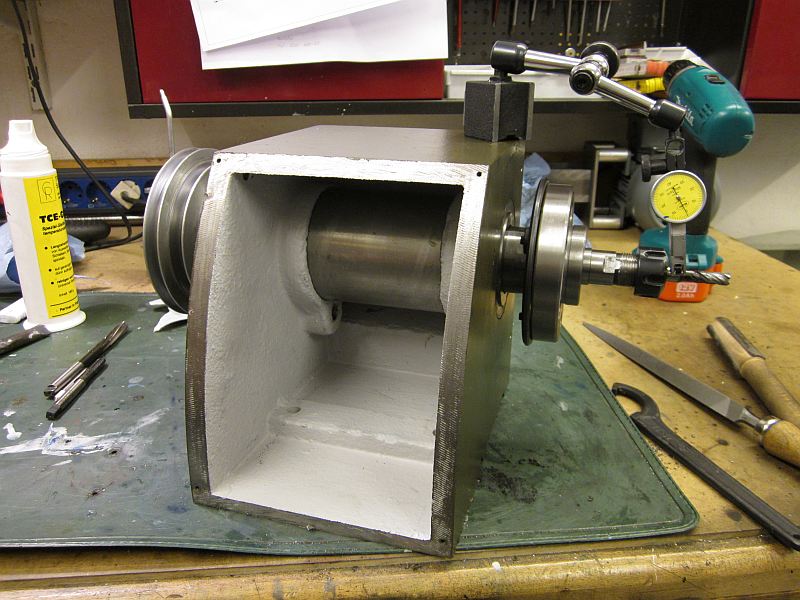
For locating the bores I dialed in the original bearing seats, even if they where not perfect on location. After I glue the cartridge in and have everything back in place I will align the headstock to the ways of the lathe:


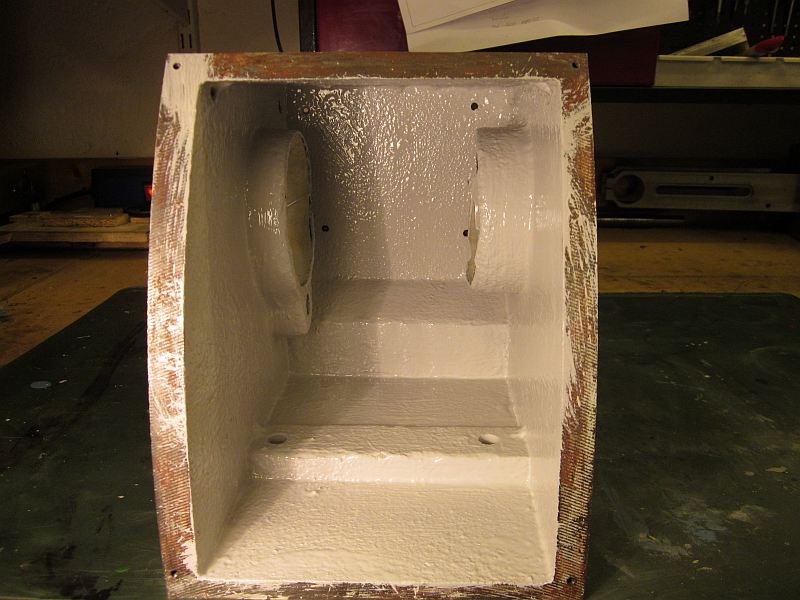
A quick paintjob on the inside of the headstock gives it a neat appearance:
There was a problem with the rear bearing seat on the spindle too - It should be a close sliding fit on the spindle to allow the bearings to be aligned properly. But from the factory it was a heavy press fit. So I made a split aluminum ring and used some lapping compound to carefully reduce the diameter until it was a very tight sliding fit with the bearings. Speaking of bearings, I replaced the original HongLongCharly bearings of course with proper SKF bearings.

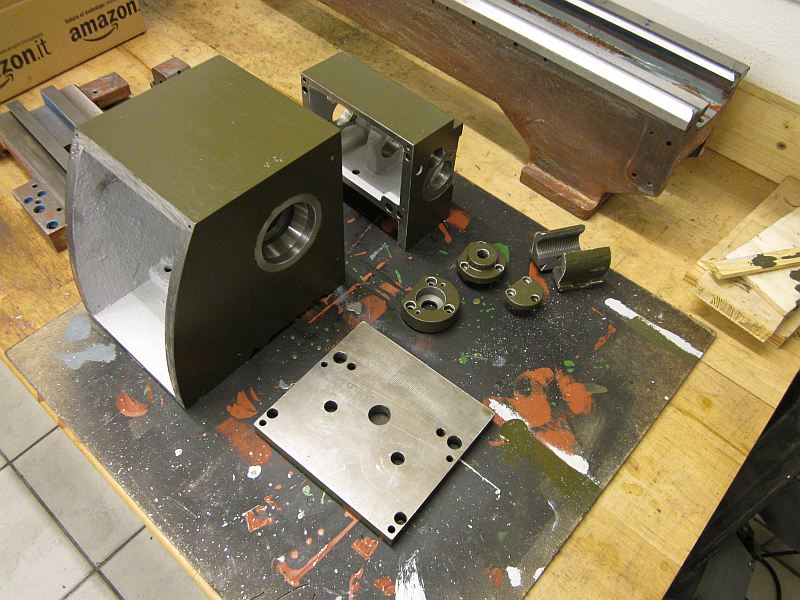
Paint job on the outside:
The spindle nuts where very rough finished which did not allow a fine adjustment of the bearings, so I took them to a surface grinder and cleaned them up on both sides:


The headstock back together, checking the runout of the MT3 with a collet chuck. Everything went well, the bearings are now very easily adjustable, the spindle turns free without binding. That was a very major and at the same time very successful modification: