A slight bend is ok, as long as you can push the gib flat with the pressure of a finger.

Again: This is a complete hack solution, which works, but I absolutely do not recommend to do this.
The basic approach is:
You need basic knowledge of scraping and the tools to do it: Scraper (Hand or power, does not matter for such a small surface), spotting blue, surface plate, a fine silicon carbide stone, indicator and stand.
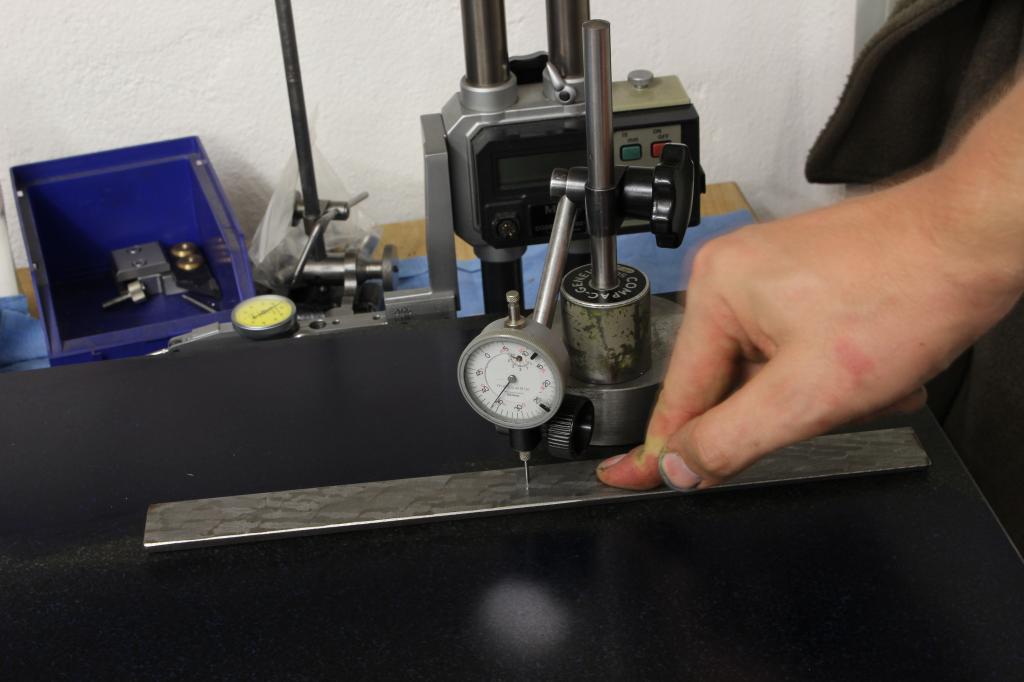
A simple way to check if a gib is bent, is to put it onto a surfaceplate, rest a dial indicator in the center and push down on the gib - If the gib sits hollow you can see how much it is bend on the dial indicator. This test has to be done two times, with the gib flipped around.
A slight bend is ok, as long as you can push the gib flat with the pressure of a finger.
If the gib is bent to much, it needs to be straightend. Do that very carefull they are made out of cast iron in most cases and can break.
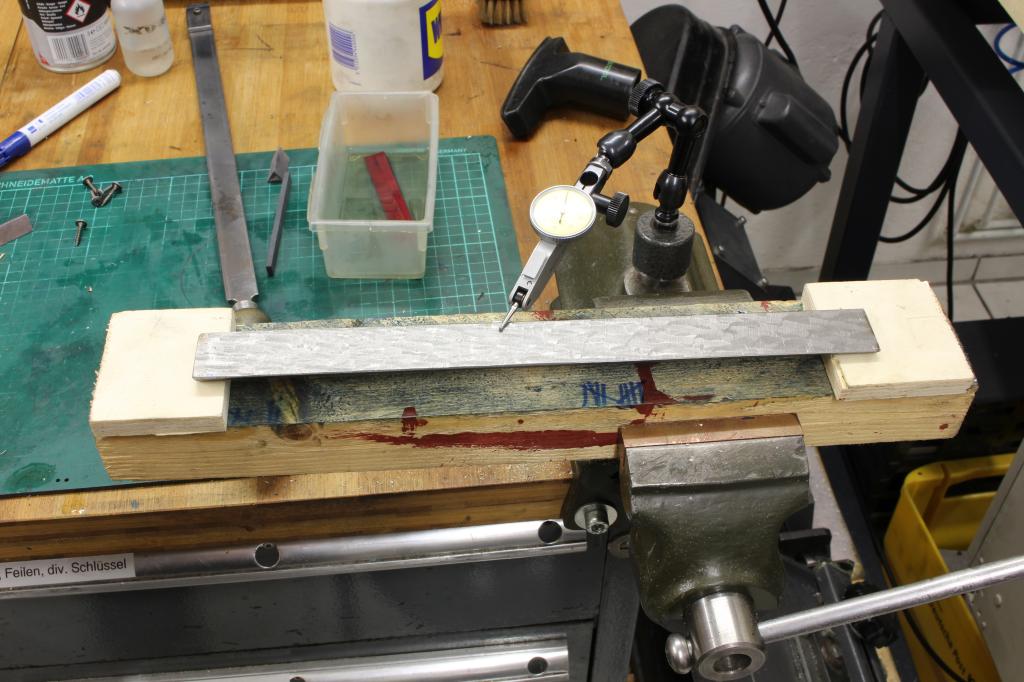
Set the gib up on two blocks with the convec side of the bend facing up, ad a dial indicator (Or a dial test indicator) and push down on the gib. Go slow and follow your progress on the indicator.
If the gib has a large cross section it might not be possible to bend it by hand, then you can carefully use a C-clamp.

The next step is to scrape the sliding surface of the gib (Thats the side of the gib that slides against the other machine part) is scraped flat.
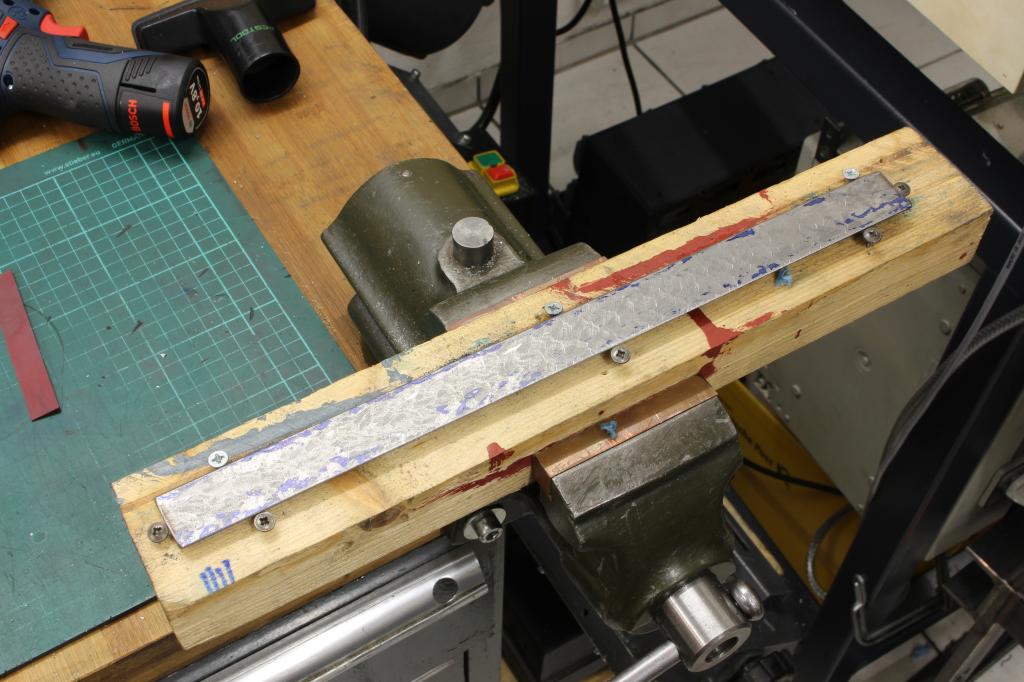
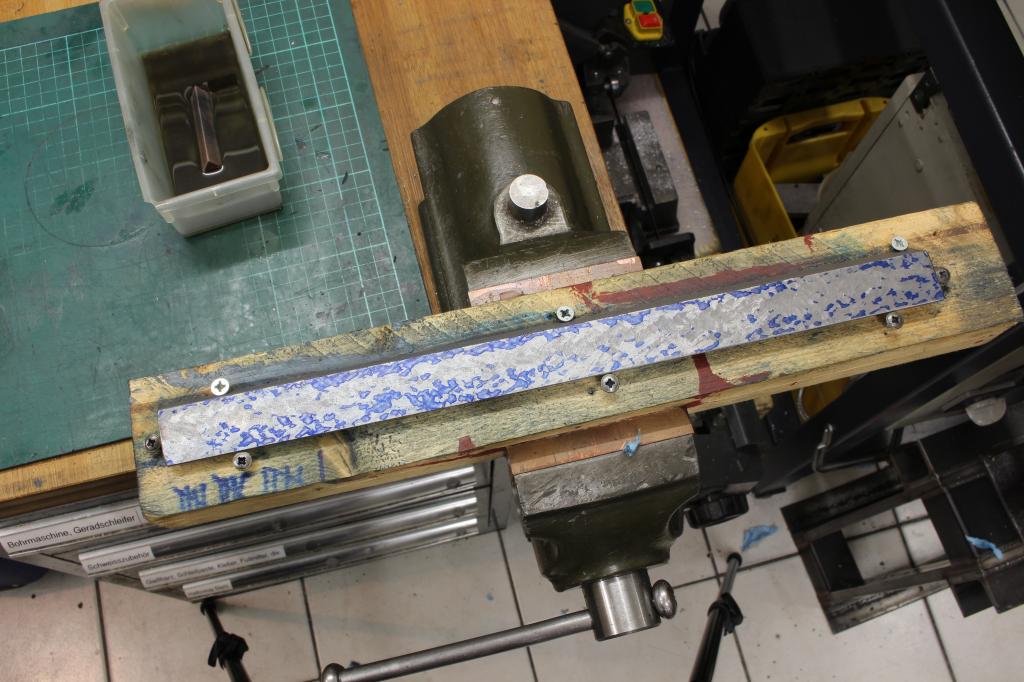
To hold the gib in place for scraping, I take a piece of scrap wood and create a fence out of woodscrews that hold the gib in place:

Progress on scraping the gib flat:
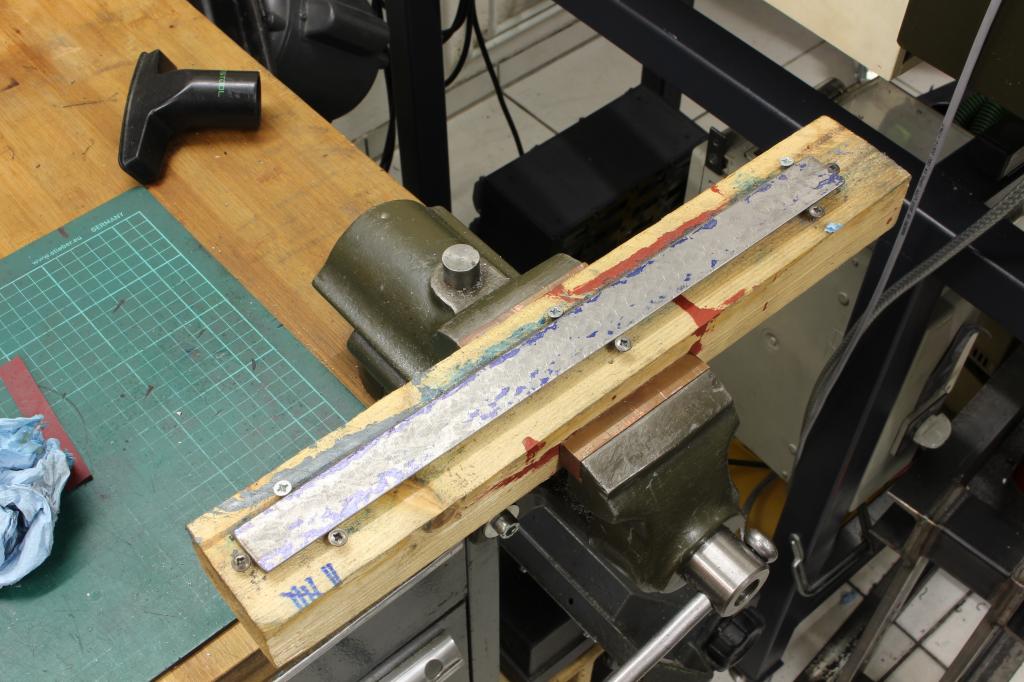

 Thats the surface when I stoped to work on the gib - I could have gone on, but when you take of to much material the gib will drop to far into the gap between the machine parts and adjustment will be impossible. If that happens you can either make a new, thicker gib or you can add a layer of shimstock to the backside (the static, non sliding surface of the gib):
Thats the surface when I stoped to work on the gib - I could have gone on, but when you take of to much material the gib will drop to far into the gap between the machine parts and adjustment will be impossible. If that happens you can either make a new, thicker gib or you can add a layer of shimstock to the backside (the static, non sliding surface of the gib):

Then you need to check if you altered the angle of the gib.
For a very rough check you can insert the gib back into the machine and test on either end with feeler gage or cigarette paper if there is a gap. If there is no gap that is noticeable with that method you can go more into depth.

Set the gib until they way is nice and tight, but still moves smooth. Then setup a dial indicator and check if there is any movement between the two machine parts that move against each other. Check it on both ends of the machine parts and judging by that you take a conclusion if the taper of the gib still fits.
If it does not fit, you need to correct the angle very carefull by step scraping.
If it fits, take the gib out again, deburr the gib, stone the scraped surface very lightly, oil everything, put it back into the machine, adjust the gib and call it done.
As I said, this is not the best method, but it is a way to improve the behaviour of the gibs on a milling machine without having to scrape all the ways of the machine.