Schabearbeiten an den Keilleisten
Die Keilleisten an Maschinen Fernöstlicher Herkunft sind häufig eine Quelle von Problemen, sie sind ziemlich schlecht gearbeitet und in vielen Fällen verbogen. Man kann die Führungen mit ihnen zwar so einstellen dass sie relativ gut laufen, aber durch die die Biegung und die häufig schlechte Oberfläche ist die Tragfläche klein und die Steifigkeit leidet, ausserdem neigt eine solche Keilleiste dazu schnell zu verschleißen.
Man kann das auch spüren, wenn man eine Achse an einer solchen Maschine klemmt, beim Anziehen der Klemmschraube fühlt es sich an als würde die Schraube gegen eine Feder drücken, nicht gegen eine massive Fläche (wie es eigentlich sein sollte).
Meine Optimum Fräsmaschine ist in dieser Hinsicht keine Ausnahme, und da ich die Führungen und die Keilleisten nicht als ganzes schaben wollte hab ich mich für eine improvisierte Lösung entschieden.
Nochmal: Diese Lösung ist weder besonders elegant noch fachlich korrekt, aber man kann mit kleinem Aufwand die Qualität der Keilleisten deutlich verbessern.
Die Grundsätzliche Vorgehensweise:
Überprüfen ob die Keilleiste verbogen ist
Richten der Keilleiste falls notwendig
Die gleitende Fläche der Keilleiste auf Tragbild schaben
Prüfen ob der Winkel der Keilleiste zum Gegenstück an der Maschine passt
Falls notwendig, diesen Winkel korrigieren
Grundlegendes Wissen zum Thema Schaben ist notwendig, ebenso wie die Werkzeuge zum schaben und prüfen der Arbeit.
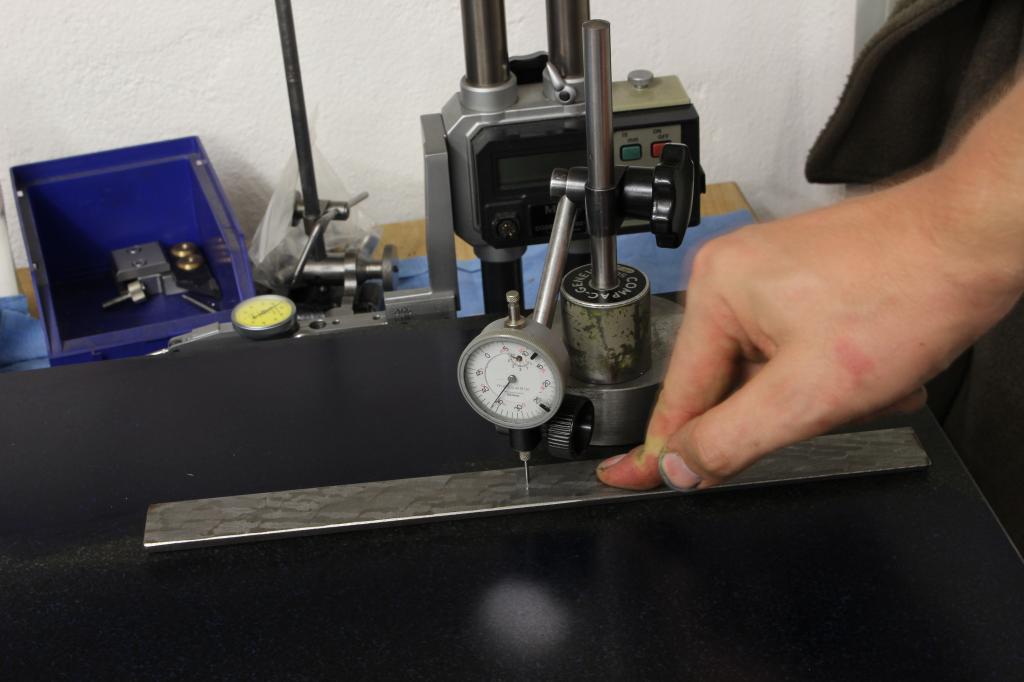
Um zu überprüfen ob die Leiste verbogen ist legt man sie auf eine Messplatte, setzt mittig eine Messuhr an und drückt mit dem Daumen auf die Keilleiste. Ändert sich die Anzeige der Uhr ist die Keilleiste verbogen (mit dem Buckel nach oben) und man kann im gleichen Zug den Wert der Durchbiegung bestimmen.
Man muss diesen Test zweimal durchführen, einmal für die Vorder- und einmal für die Rückseite (Sonst kann es passieren dass man die Leiste mit dem Buckel nach unten prüft, beim draufdrücken keine Maßänderung feststellt und davon ausgeht dass die Leiste gerade ist).
Eine sehr leichte Durchbiegung der Keilleiste ist zu tolerieren - Solange man die Leiste mit leichtem Fingerdruck komplett auf die Messplatte drücken kann muss man sie nicht unbedingt richten.

Wenn die Keilleiste zu stark verbogen ist, sollte man sie richten. Hier muss man sehr vorsichtig sein, weil sie in der Regel aus Grauguss gefertigt sind und brechen können.
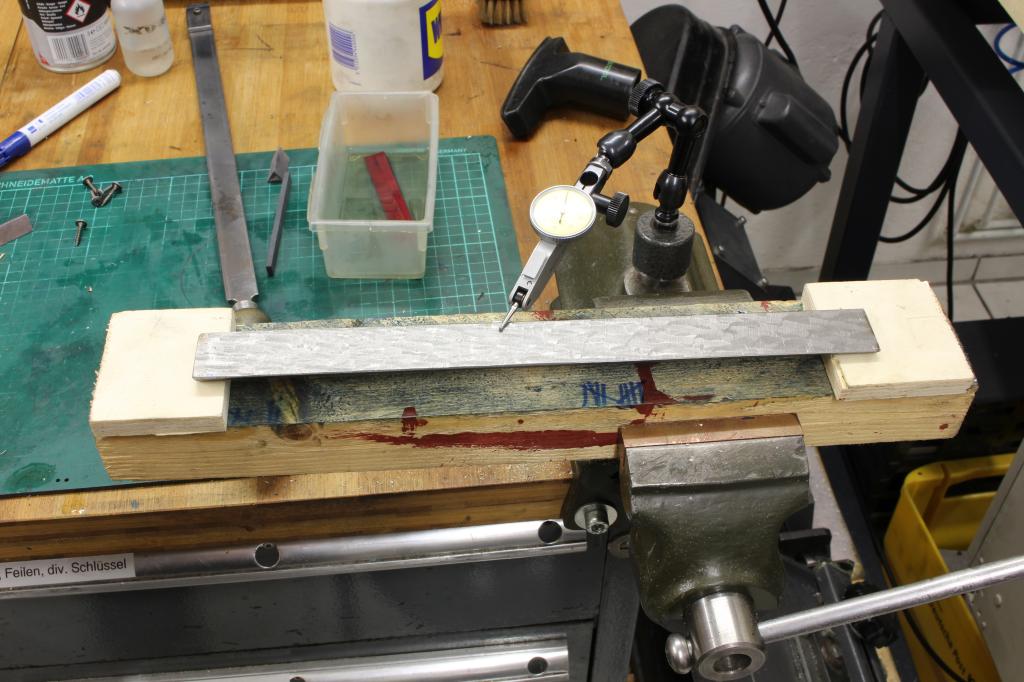
Die Keilleiste wird auf zwei Blöcken hochgelagert, mit dem Buckel nach oben liegend. Dann schlägt man mittig wieder eine Messuhr an und übt mittig Druck aus (Von Hand oder in schwerwiegenden Fällen oder bei Keilleisten mit großem Querschnitt mit einer Schraubzwinge)
Mit der Messuhr kann man die Rückfederung der Keilleiste sehr genau verfolgen und sie recht gezielt richten. Man muss aber immer wieder auf der Messplatte gegenprüfen weil die Holzauflagen selbst auch etwas nachgeben können.

Der nächste Schritt ist es, die Gleitfläche der Keilleiste eben zu schaben, das ist die Fläche die gegen den Schwalbenschwanz verschoben wird, wenn die Maschinenachse bewegt wird.
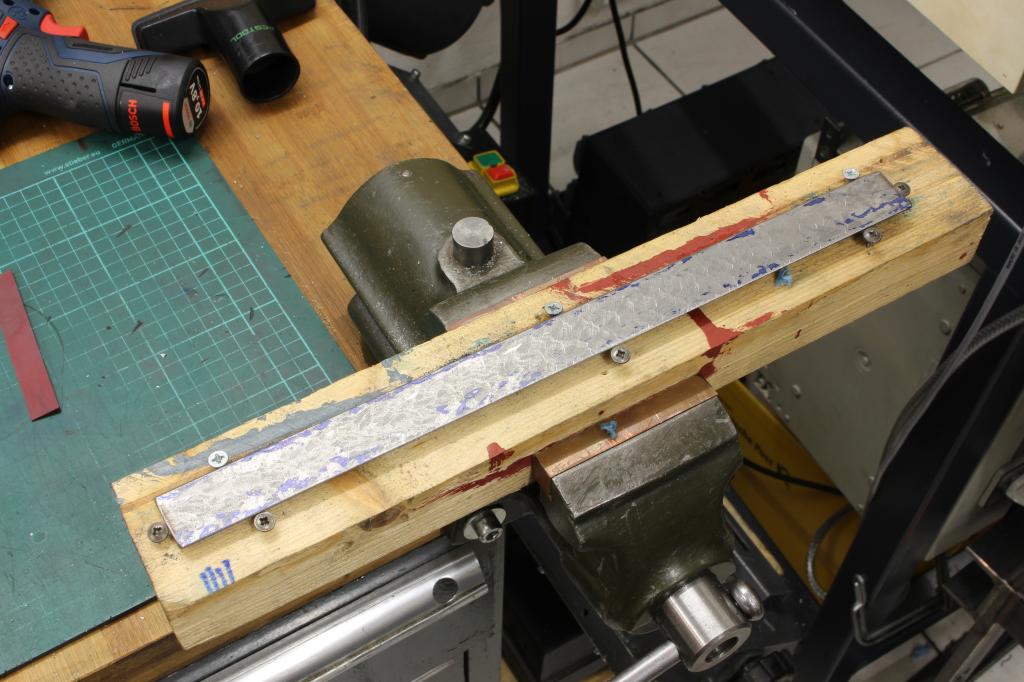
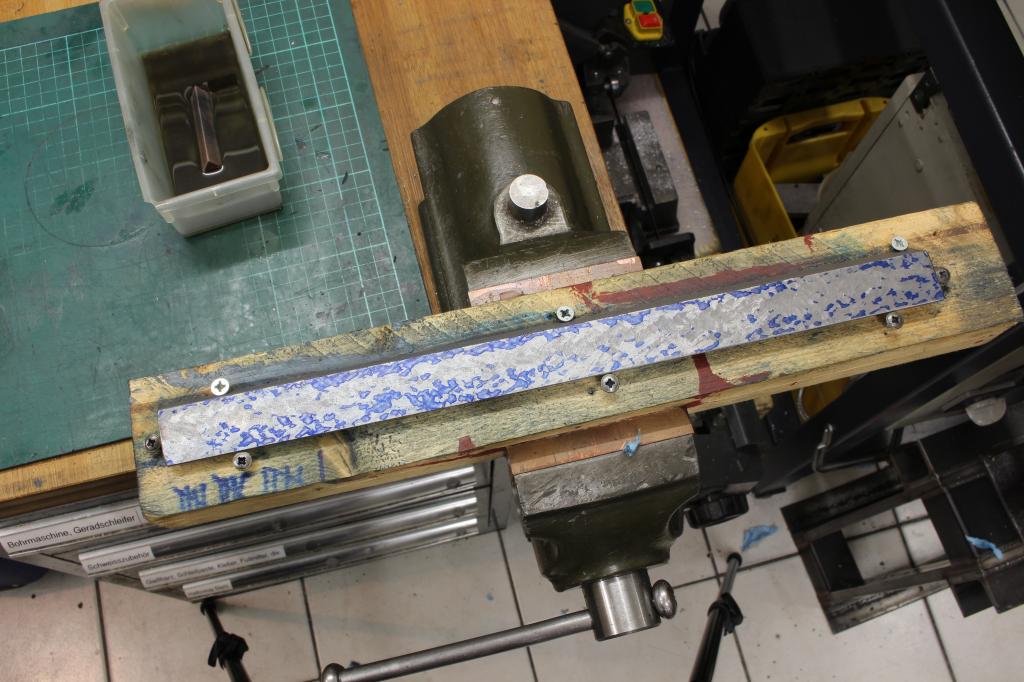
Im folgenden Bild sieht blau die Tragpunkte der Leiste - Ich hab sie zusätzlich mit blauem Filzstift eingekreist weil sie so klein und schwer zu erkennen waren. Dieser Zustand muss verbessert werden. Durch Schaben der erhabenen Bereiche kann man eine ebene Fläche herstellen.
Man sieht auch die "Spannvorrichtung" die ich für die Leisten gebaut habe – Die angefaste Seite der Keilleiste rutscht unter die Senkköpfe der hinten liegenden Holzschrauben, zusätzlich ist die Leiste zu allen anderen Seiten eingesperrt:

Fortschritt beim Schaben der Keilleiste:
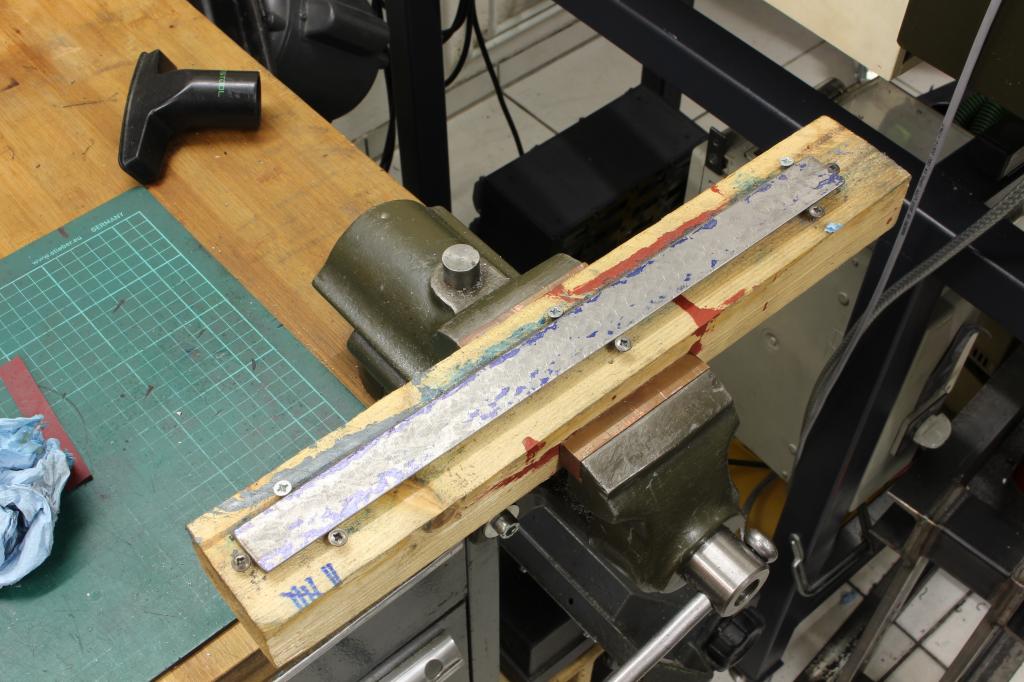

So sah das Tragbild der Keilleiste zum Ende hin aus - Ich hätte noch weitermachen können, aber umso mehr Material man abträgt, umso tiefer rutscht die Keilleiste in die Führung. Trägt man zuviel ab, verliert man die Möglichkeit die Führung überhaupt noch einstellen zu können.
Dann muss man entweder eine neue, dickere Keilleiste anfertigen oder - Was ich bereits erfolgreich gemacht habe - Die Keilleiste auf der nicht gleitenden Seite mit Präzisionsfolie unterlegen.

Als nächstes muss man prüfen ob man den Winkel der Keilleiste verändert hat.
Als relativ groben Test kann man die Führung zusammenbauen und an beiden Enden der Keilleiste versuchen ein 5/100mm Fühlerlehrenblatt zwischen Keilleiste und Führung zu schieben.

Bekommt man an einem Ende der Führung ein 5/100mm Fühlerlehrenblatt eingeschoben ist der Winkel der Keilleiste deutlich daneben und man muss ihn korrigieren. Dazu schabt man am dickeren Teil der Keilleiste stärker/mehr Durchgänge als am anderen Ende und behält zugleich die Ebenheit der Fläche im Auge - So kann man die Fläche gewissermaßen Kippen.
Fällt der Test mit der Fühlerlehre negativ aus, kann man mit einer feinere Messmethode weitermachen.
Dazu stellt man die Keilleiste und damit die Führung so ein dass sie sich sauber verfahren lässt. Anschließend setzt man eine Messuhr an und überprüft ob man die beiden Maschinenteile (Z.b. Nutentisch einer Fräsmaschine gegen den Kreuzsattel) gegeneinander bewegt werden können.
Dazu setzt man ein Magnetmessstativ an eines der beiden Maschinenteile und setzt eine Messuhr gegen das andere Maschinenteil an - Übt man jetzt Handkraft auf das Teil an dem die Messuhr anliegt aus, kann man das Spiel in der Führung bestimmen.
Das macht man an beiden Enden der Führung - Ist das Spiel an beiden Enden gleich klein, passt der Winkel der Keilleiste und die Führung kann sauber eingestellt werden.
Ist das Seitenspiel der Führung an einem Ende größer als am anderen, kann man davon ausgehen dass der Winkel der Keilleiste nicht stimmt, dieser muss dann durch Schaben korrigiert werden.
Passt alles, zerlegt man die Führung noch einmal, entgratet alles sauber mit einem Abziehstein, Ölt alle Gleitflächen mit Bettbahnöl, setzt die Keilleiste zurück in die Führung und stellt alles sauber ein.
Wie bereits gesagt, das ist nicht die beste Methode, aber es ist ein einfacher Weg das Verhalten der Keilleisten deutlich zu verbessern, ohne alle Führungen der Maschine nacharbeiten zu müssen.